
每年生产这种罐的近五万亿。 这大约是每秒15,000罐。. 那么,让我们从为什么罐子具有圆柱形形状开始,为什么它具有这种形状?
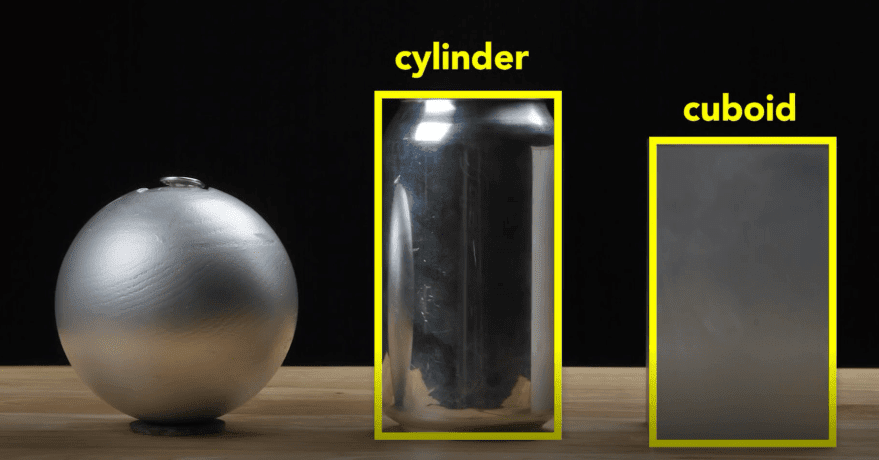
工程师想制造一个球形罐,该罐在给定体积下具有最小的表面积,因此使用的材料最少,并且没有拐角,因此它没有弱点,因为罐中的压力均匀地向壁上施加压力,但这不是实际的制造方法,它也会在桌子上滚动,通常我们会尽可能地打包,在这种情况下,产品仅吸收总体积的74%。 其余26%是未在运输或商店橱窗中使用的空白空间。
工程师可以通过制作长方体来解决这个问题。 它可以坐在桌子上,但是握起来很不舒服,喝起来也不舒服,因为制作起来更容易,但是这些边缘是薄弱点,需要很厚的壁,所以长方体在包装效率上胜过球形没有浪费的空间,尽管牺牲了在罐中使用更大的厚度来容纳与球体相同的体积。 为了制造罐子,工程师使用具有两种形状的圆柱体,从顶部像球形的球体,从侧面像长方体的球体,最大填充系数为91%的圆柱体不如圆柱体长方体,但比球体长,尽管最重要的是气缸可以高速制造。

罐子像这样的记录开始由铝板冲压而成的“主体”大约十分之一毫米厚。
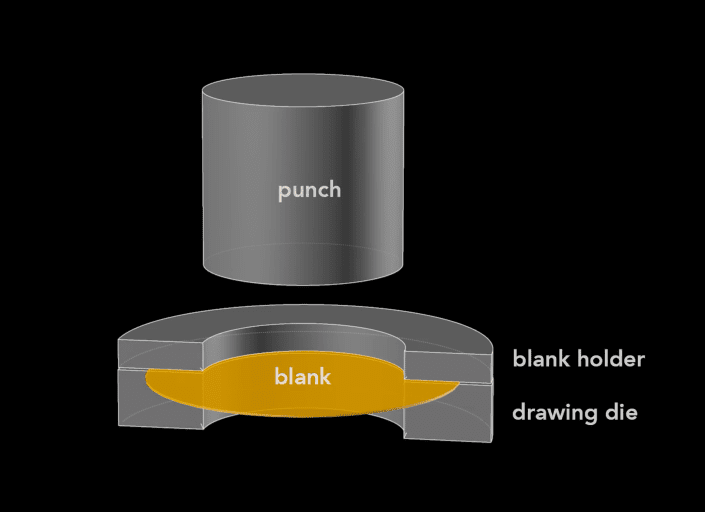
第一步开始于拉丝模,其中放置铝制主体,然后在顶部放置一个夹紧环。
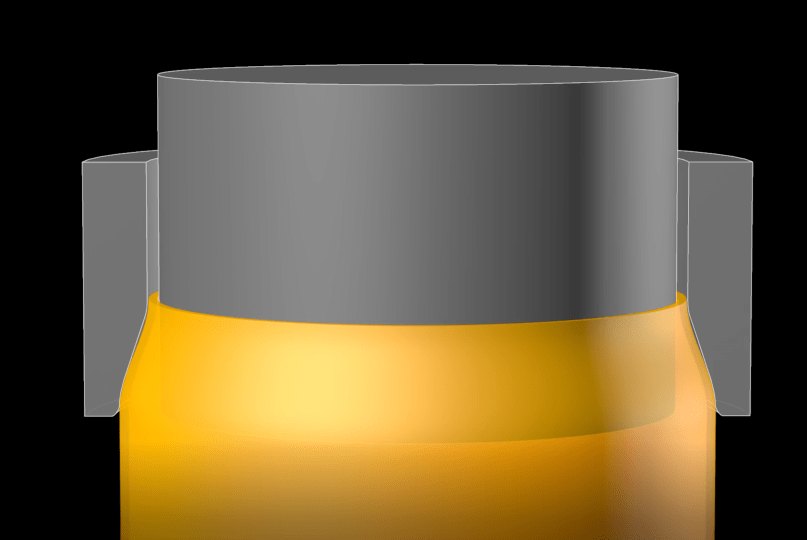
让我们看一下模具的一部分,用圆柱冲头压制主体,形成草图。 此过程称为“填充”。 该毛坯直径约为88毫米,比最终罐大,因此需要重新拉拔。
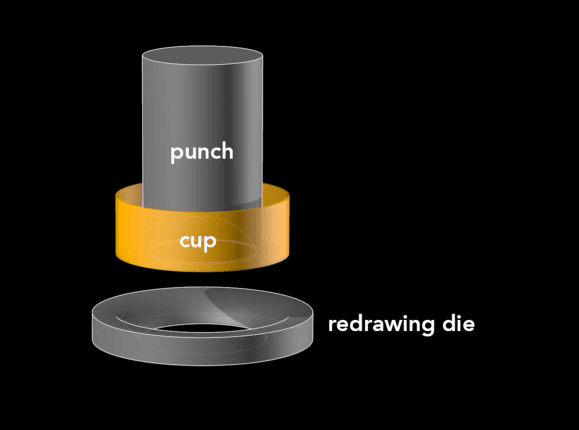
该过程从此草图开始,并使用另一个圆柱冲头和另一个绘图系统。 冲头将毛坯压过拉模,然后将其转换为直径更高和更窄的毛坯。现在,此重新绘制的草图具有罐的最终直径(65mm),但还不够高。 冲头将这块毛坯推过模具的冲压工具健美。 轮廓线保持相同的直径,变得更高,墙壁更薄。
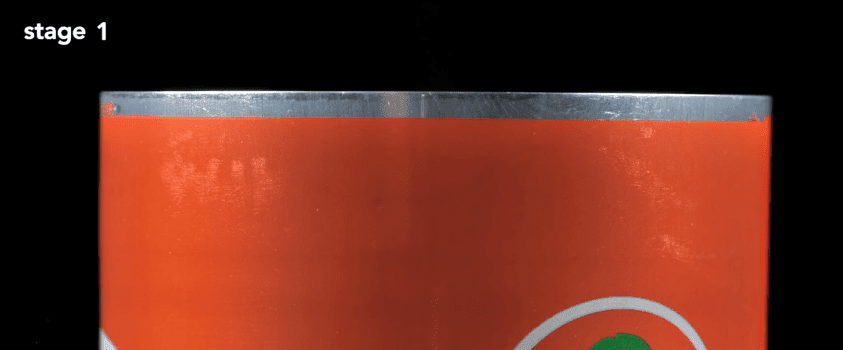
如果仔细观察此过程,您会看到初始的厚壁,并且拉伸后壁会变薄。 拉伸过程分为三个阶段,每个阶段都使壁更薄,罐头更高。
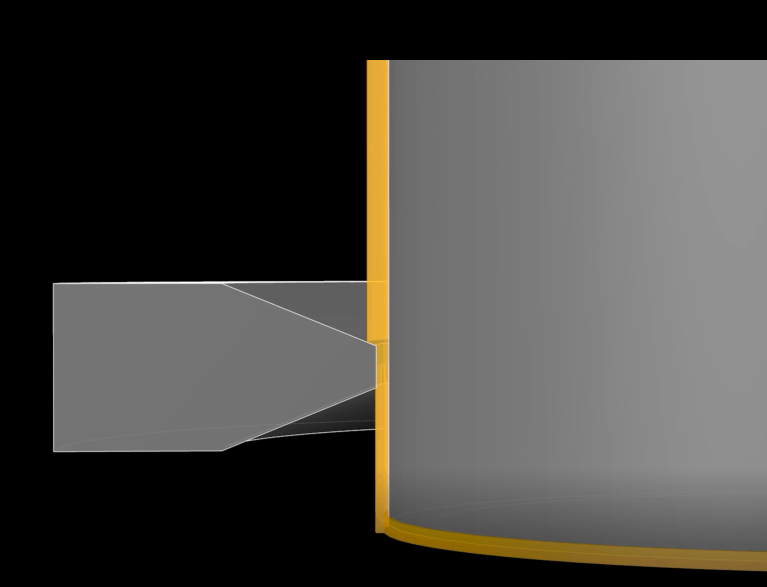
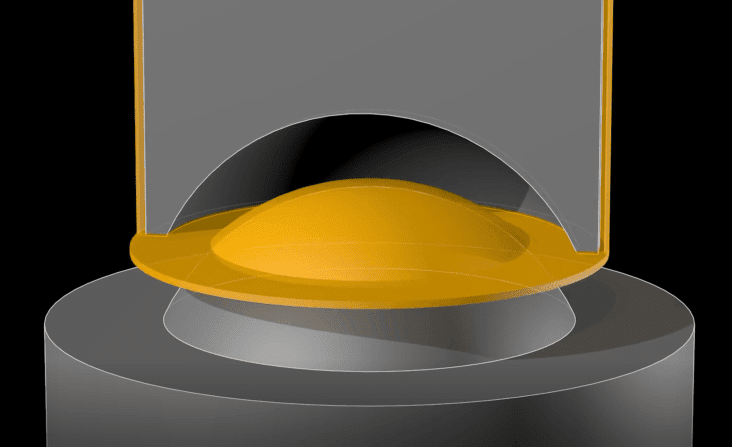
拉伸草图后,圆顶将在底部形成。 这需要凸形圆顶工具和带有相应凹形凹口的冲头。
作为冲头将罐子向下压到圆顶工具上,罐子的底部变成圆顶,该圆顶减少了制造罐子所需的金属量。 圆顶的底部使用的材料要比平坦的底部少。
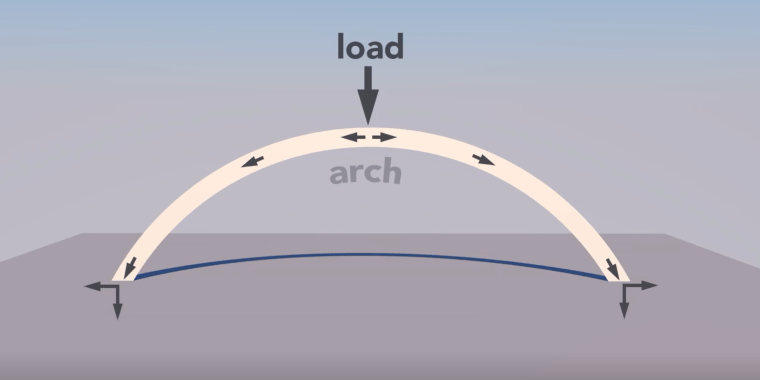
圆顶是围绕其中心旋转的拱门。 拱形的曲率将部分垂直载荷分配为水平力,从而使拱顶承受的压力比平梁大。 在圆顶上,您可能会看到两个大数字。
这些浮雕的数字被蚀刻在圆顶工具上。

第一个数字表示工厂中的生产线,第二个数字表示工厂中的生产线车身制造商:车身制造商是执行重新嵌入过程的机器,伸展和圆顶。 这些数字有助于解决生产问题,因为罐的制造速度非常快:这最后三个步骤(填充,拉伸和驯服)都是连续进行的,而时间只有七分之一。 冲头以每秒11米的最大速度运动,并经历45 Gs的最大加速度。 在机器需要维护之前,该过程将连续运行6个月或大约1亿个周期。
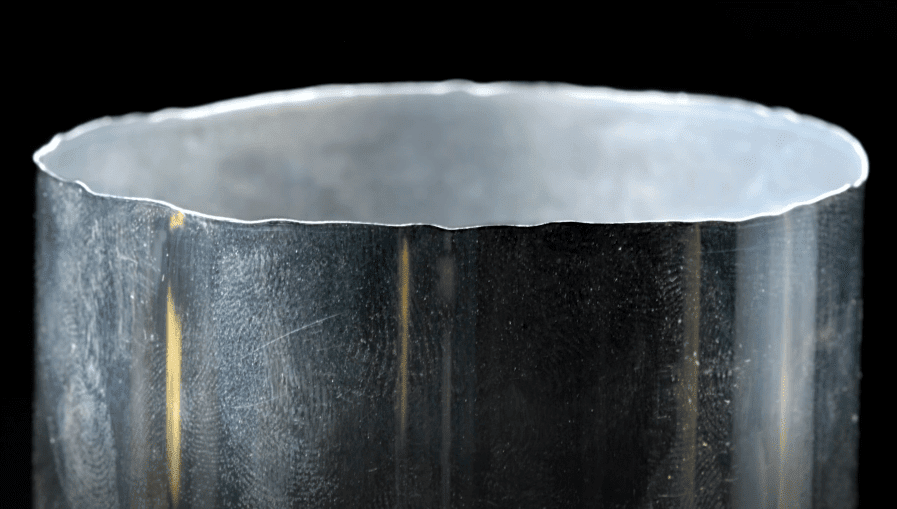
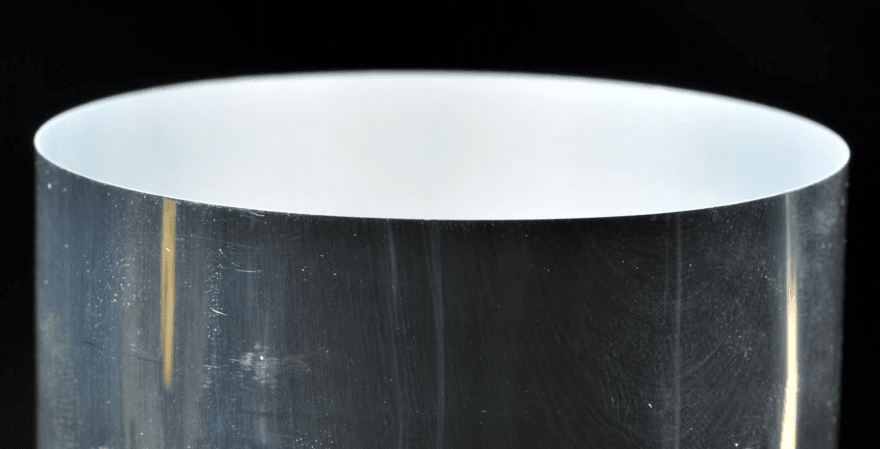
现在,如果您仔细观察罐头的上半身您会看到边缘呈波浪形且不平坦,这些不规则现象会在形成过程中发生。 为了获得良好的平整边缘,将顶部修剪掉约6mm。 有了统一的顶部,现在可以关闭罐子了。
但是在关闭之前,外面已经印有色彩鲜艳的设计。行业中的艺术术语是“装饰”。 内部也接受了处理:喷涂环氧漆将罐中的内容物与铝壁分开。 这防止了饮料获得金属味,并且还防止了饮料中的酸溶解铝。
下一步形成罐的颈部,称为颈缩,是罐体向内渐缩的部分。 东 ”缩颈“这需要十一个阶段。

成型过程从一个直壁罐开始,顶部稍微向内移,然后在罐壁上重复几次,直到达到最终直径,每个阶段的颈部尺寸变化都非常微妙,以至于您几乎无法分辨出下一个阶段之间的区别。每个阶段的工作方式是将一个内模插入到罐体中,然后将一个模头推向外部,将颈缩固定装置移开,然后罐进入下一阶段,在许多不同的阶段形成缩颈,以避免薄铝的皱纹或折痕。


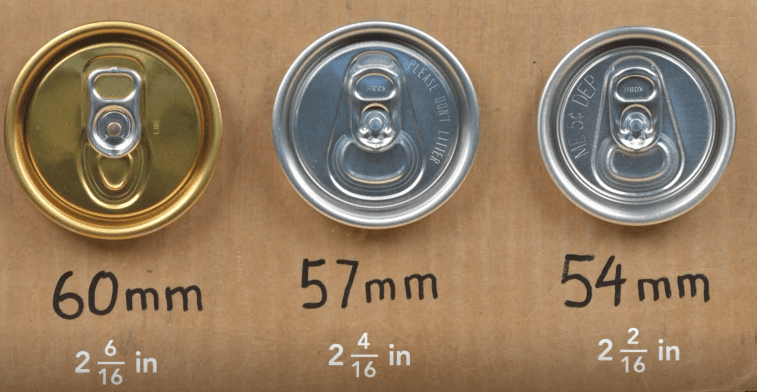
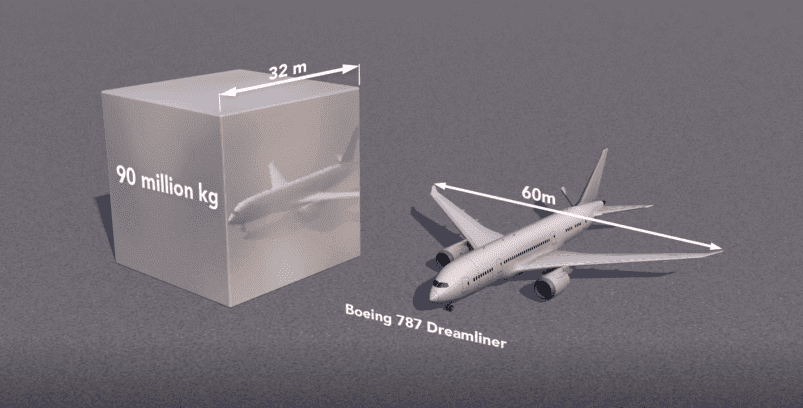
自1960年代以来,罐盖直径减少了6mm,从今天的60毫米增加到54毫米,这似乎是很小的数目,但是铝罐行业每年生产的罐头超过1000亿罐,因此减少6毫米可以每年节省至少9000万公斤铝。 该数量将形成一个侧面32米的实心铝制立方体,与翼展为60米的787飞机相比。
现在一旦形成颈缩,顶部就会有一个叫做睫毛,

也就是说,它略微加宽并允许将盖子连接到主体,从而带来以下出色的设计功能:双重封闭。
在旧的钢罐中,它们是通过焊接或两端焊接制成的。 这经常污染了罐中的东西。 反过来,今天的罐头使用“双重关闭“密闭,这也非常快。
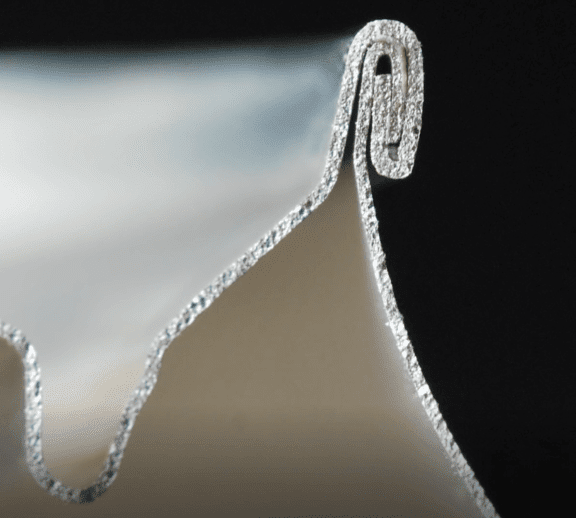
可以将其切成两半,这样您就可以看到双盖的横截面。 要创建此关闭,一台机器使用两个基本操作。 第一个操作将盖子的折板弯曲到罐的法兰上方,第二个操作将金属压紧以形成紧密的密封。
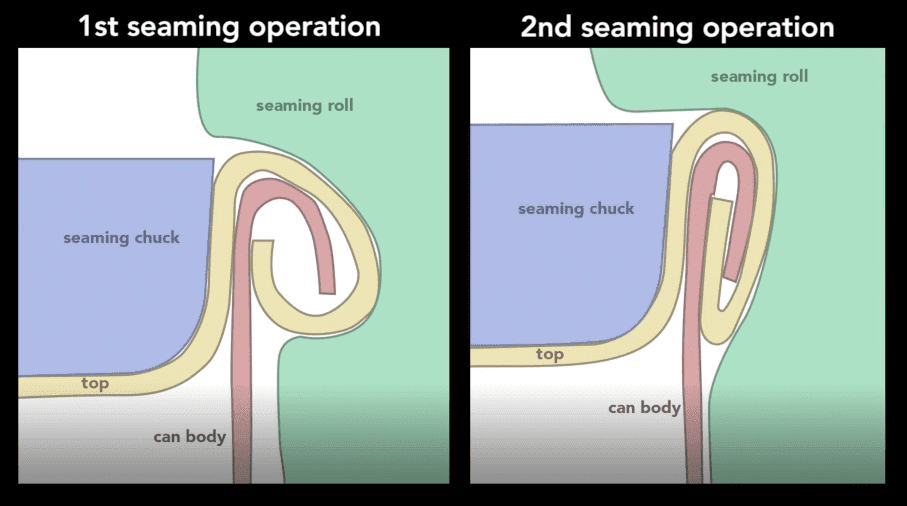
虽然操作本身很简单,但它们要求很高的精度。 零件未对准一毫米的几分之一会导致双重密封失效。 除固定罐盖和罐身外,密封剂还确保没有气体从双重密封件逸出。 该化合物以液体形式施加,然后硬化形成接缝。
罐装满后立即盖上盖子,从而将气体捕获在罐内,从而产生大约30 psi的压力或大气压的2倍。 在苏打水中,二氧化碳会产生压力,而在非碳酸饮料(例如果汁)中会添加氮气。
然后,为什么饮料可以加压?
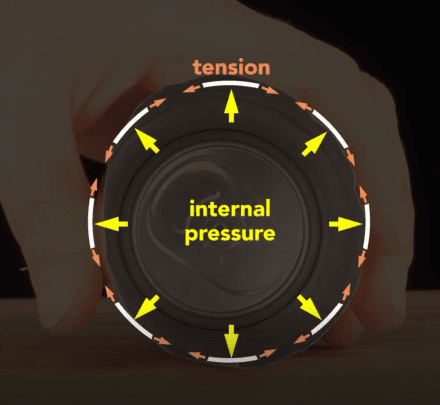
因为尽管壁薄,但内部压力仍能产生坚固的罐头。 挤压封闭的加压罐;它几乎没有让步。 接下来,挤压一个空罐。它容易弯曲。 罐的壁很薄-仅75微米-很薄,但是密封罐的内部压力会均匀地向外推,从而使罐壁保持张紧状态。 这种张力是关键:薄壁就像链条一样;在压缩中它没有力,但是在张力中它非常强。 内部压力增强了易拉罐的质量,因此可以安全地堆叠它们。加压可以轻松支撑普通成年人的体重。 它还增加了足够的强度,使得罐头不需要像这种没有内部压力的钢制食品罐头那样的侧支柱。 尽管最初被加压到大约2个大气压,但由于温度升高,罐在其使用寿命期间可能会遇到多达4个大气压的内部压力。因此,在将球型罩或盖子折叠之前,易拉罐可承受6个大气压或90 psi的压力。
为什么罐子的末端有一个环? 看来这是一个愚蠢的问题:您还要怎么打开它? 但是最初的罐子没有环。 出于明显的原因,第一批钢罐被称为平盖。 使用特殊的开罐器打孔以便饮用和通风。 在1960年代,发明了戒指,因此不需要开瓶器。 环的工作方式如下:抬起该环以使罐通风,然后拉动环以创建开口。 很容易,但是现在您可以松开这个标签。 罐头要求您“不要乱扔垃圾”,但可悲的是,这些芦苇被扔到了地面,芦苇的锋利边缘割断了沐浴者的赤脚或对野生动物造成了伤害。 然后,饮料罐行业回应发明现代戒指。 这个小标签涉及一些聪明的工程。
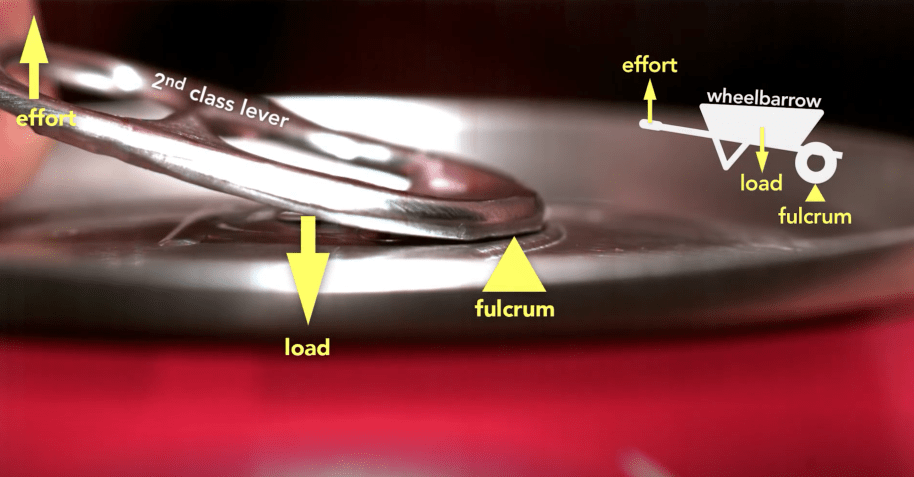
戒指起初是二等杆。这就像独轮车一样,因为环的尖端是支点,而铆钉是载荷-应力施加在末端。 但这是最酷的部分:罐子放空的那一刻,芦苇就会切换到一流的杠杆,就像摇杆一样-负载现在位于尖端,而支点就是铆钉。 您可以清楚地看到环在用作独轮车时如何提起铆钉。 实际上,这种巧妙的设计起作用的部分原因是因为罐子内部的压力有助于将铆钉向上推,这反过来又压在顶部的外边缘,直到它使罐子排气为止,然后凸舌变成了摇杆。


从罐头内部看,您会看到环如何在铆钉附近首次打开。 如果您只是想简单地使用环作为一流的杠杆,以铆钉为支点,将带有标记的金属部分推入罐中,那您将与罐内部的压力作斗争-环将是巨大且昂贵的。
感谢Rexam在不同的生产阶段为我们提供铝罐。
感谢来自的比尔·哈曼(Bill Hamman) www.engineerguy.com













0 Comments