
介绍
在大多数食品包装中,必须设法消除填充后容器的内部空气。 追求氧气的抑制,这是内容物退化的不同过程的起源。 去除空气的有效方法是在自由空间(容器顶部空间)中产生真空。 有几种方法可以实现此目的。 例如:
-加满至顶部(无顶空)并加热。 随着产品冷却,它收缩并获得真空室。
-将蒸汽注入顶部空间。 它置换空气,冷凝时冷却,产生相同的效果。
-通过机械真空。 为此,必须将容器封闭在密闭的容器中,在容器中也要在容器内部产生合适的真空,然后必须进行封闭。
在后一种情况下,我们将重点关注。
为这项工作准备的封口机,如我们已经说过的,将封闭头集成在一个与真空泵相连的外壳中。 一旦将要装满产品的要关闭的容器放置在关闭位置,便启动泵,在腔室内产生真空。 一旦达到所需值,就执行关闭。 该过程很慢,因此产量低并且设备昂贵。 仅适用于市场上的高价值产品。 典型的例子是婴儿配方奶粉,咖啡或某些肉制品。 在许多情况下,在抽真空之后,注入惰性气体,例如氮气,以在惰性气氛中保持容器内的一定压力。
为了在装满的容器的顶部空间中获得真空,有必要使滞留在其中的空气易于逸出。 盖子在关闭之前已经放置在适当的位置,也就是说,其翼位于容器的法兰上。 由于所述盖用作百叶窗,因此这种布置可能难以抽出空气。 盖子的翼沿两个圆周套在容器主体的法兰上: a)首先由法兰与机翼涂胶区域接触的边缘定义。 B)第二个由盖托盘在法兰底部的壁的配合确定。 因此,有必要稍微抬起所述盖,以便在其机翼和凸缘之间产生凹槽。
这种效果是通过在机翼上形成一系列凹口来实现的。 所述凹口是靠在凸缘上的凹口,使机翼的其余外围凸起,因此具有用于空气从顶部空间排出的自由通道。 这些缺口在英语中称为“酒窝”,该名称在西班牙语行业中也使用。
现在我们进入这项工作的基本动机,重点是可以使用的不同类型的槽口(“简单”)以及如何制作它们。
机盖机翼中心的圆形缺口
在机翼中心制作了一系列0.35毫米的小圆形压花。大约深,直径为2.4。 它们的数量取决于盖的直径,但是在任何情况下,直径小于100 mm的盖的最小值为6至60º,大于此值则为8到45º。 参见图1。 因此,在机翼的内表面上出现了一系列凸起,尽管使用封闭橡胶可以使凸起部分软化,但显然很明显。
图nº1:盖子凸缘上的缺口尺寸
在关闭容器的第一步中,将盖子放在容器的法兰上时,这些凸起的点就是靠在法兰末端的凸起点。 因此,盖子的机翼在其上略微抬起。 这样,可以抽出顶部空间中包含的空气,从而产生相应的真空。
为了帮助实现此功能,很方便的是将容器法兰充分倾斜,至少7º30’,以便缺口和法兰之间的接触恰好在后者的末端。 因此,空气排出的障碍将最小。
这些凹口是在冲孔盖子时制成的。 为此,必须在模具中做出以下贡献:
-“模具中心环”(模具的下部固定):制造一系列外壳,这些外壳将在模切中用作凹模。
-《弹出环》(手机上部模具):组装相同数量的小公。 参见图2。 该部件还必须配备有导向系统,以确保其不会旋转或移动。
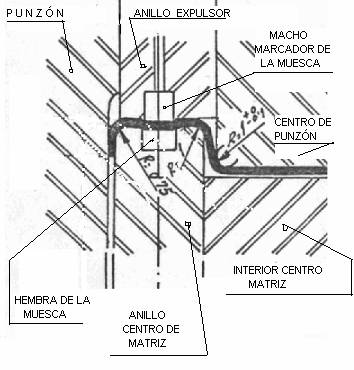
图2:刻痕零件模具的细节
“弹出环”是在正常条件下保持一定间隙以促进其在模具内移动的部件。 但在这种情况下,由于雄性动物会在机翼上标记点,因此必须确保其精确定位。 因此,必须增加一对导杆。 见3号图
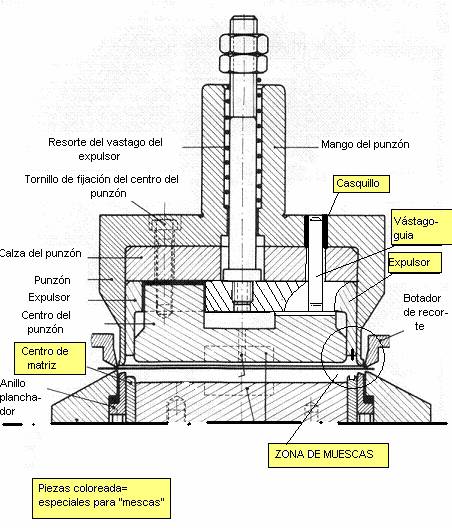
图#3:带导杆的改进型顶模
这种产生凹口的系统具有经证实的可靠性的优点,因为不管它们通过支撑在容器凸缘的边缘上而具有多少减轻,它们都可以保证出口通道。它可能是使用最广泛的模具,相反,它们与其他系统相比具有缺点,即模具的制备相当复杂。男女填充对的集合的实现是一项需要非常精确的任务。同样,凸模的小巧使得它们在模具工作期间容易变质。
机翼宽度一半的凹槽
在机翼的整个宽度上,缺口形成为半圆形,其数量与前一种情况类似-根据直径在6到8之间,并且对称分布。 它们的深度通常为0.35毫米,即与圆形槽口相同。 其宽度约为3至3.5mm。 参见图4。 这样,径向肋出现在机翼的内部,出现在封闭混合物上。 就产生真空的作用而言,它们的功能类似于圆形手腕。
关于法兰倾斜角度的建议在这种情况下也适用。
图nº4:在盖的凸缘上将缺口切成半圆形
要执行这些“简单”操作,只需在“模具中心环”的上部加工相应的通道即可。 其尺寸在图5中显示。 不需要在“弹出环”上安装任何类型的凸形,因为锡在绘制盖时会复制胎体的形状。
图nº5:加工矩阵中心环顶部
形成真空槽的这种方式具有工具准备简单的优点。 仅一部分受到影响,因此与其他部分对齐没有困难。 模具不复杂,并且坚固耐用。 另一方面,用这种“简单”系统检测到的主要缺点是容器的封闭。 盖在凹口区域的卷曲呈现出较高的高度,这是合理的,因为在这些点处的变形较小,即托盘的高度较低。 根据封口机的类型,同一盖子上卷曲高度的这些差异可能会导致进纸困难,甚至造成封盖质量问题。
机翼内拱上的凹口
在这种情况下,切口形成在将机翼与盖盘连接的拱形中,即在机翼的内半径上。 它们的形状像一个倾斜的半拐杖。 深度为0.6毫米。长度约1.5毫米,两双袜子均处于倾斜位置。 在图6中可以看到其位置。 它们的数量可以从6到16不等,具体取决于瓶盖的直径。 与以前的缺口不同,使用这种缺口时,法兰上的支撑是在其半径上而不是在其边缘上进行的。 因此,法兰的最终角度无关紧要。
图6:在机翼内拱中定位凹口
与以前的系统相似,为实现该模型而准备的模具着重于在具有适当的倾斜度和尺寸的某些加工的“中心模具环”上实现。 它们在图7中得到反映。
图7:准备“矩阵中心环”的细节
在图8中,您可以看到工具的工作方式以及缺口的形成方式。
像上一个一样,这种“简单”的优点是模具的准备工作很容易,因为它又是一个单件-中央模圈-必须足够。 因此,确保了其简单性和强度。 它没有明显的缺点。 仅从视觉上看,关闭后在托盘壁上会看到轻微的痕迹。 封口机还必须坚固耐用,以提供压碎这些凹口所需的额外精力。
包装准备
为了用前面提到的任何类型的槽口获得最佳结果,将容器的主体适应使用带有这种槽口的盖也很方便。
对身体要采取的行动如下:
-1.-正如我们上面已经指出的,将容器法兰倾斜良好,至少7º30´,这样在槽口和法兰之间的接触点是准时的,这是很方便的。 因此,空气排出的障碍将最小。
-2.-轻轻地将盖子盖在身体上是正常的。 优良作法建议盖的插入件直径约为0.20 mm。 大于身体内部(尽管此值是容器大小的函数)。 然而,在要通过机械真空封闭的容器中,使用凹口时,该调整必须相反,即,在盖子和容器主体之间必须有游隙。 主体的直径必须比盖子的直径大约0.30 mm。 这样做的原因是为了防止盖子充当百叶窗,使空气在两者之间逸出。 这并不意味着您必须为身体的发育提供更多的材料才能获得更大的直径。 与通常情况下使用相同的气缸展开量度,因此最初也使用相同的直径。 通过将翻边工具(棉塞)的直径扩大此数量,并因此在翻边操作中向身体的侧面扩口,可以实现其增加。
-3.-在某些情况下,车身法兰上使用狭缝作为“简单”狭缝的补充。 这些凹槽的深度为1-1.5毫米,并具有圆形轮廓。 它们径向放置。 它们在绑扎操作中执行,适当修改绑扎垫。 它们的数量必须始终与“简单”的数量不同,这样在将盖子盖在容器上时,它们就不会彼此重合。 该解决方案可以替代第2条中提出的解决方案,因为它实现了相同的效果,即实现了盖与主体之间的紧密配合。













0条评论