
为响应各种要求,本文将着手对易拉盖进行全系列的工作,该易拉盖的全开盖类型广泛用于制罐。 在第一篇工作中,描述了此类盖子,并定义了用于其制造及其特性的合适材料。
介绍
这种小吃 它的历史相对较近,比马口铁包装的历史要晚得多,尽管其前身可以追溯到很多年前,当时开始使用以某种方式偏爱包装的系统。 开幕。 随着时间的流逝,有很多,您可以 列出带有侧向开口的容器,包括挡板,“挪威”开口盖,“大学”型容器,“箱形”容器等。
除了“ Box Bande”外,几乎所有的人都有共同点:
— 用小钥匙打开。
— 有一个挡板开始打开。
— 通过切口指定一个薄弱的地方,以便撕开。
这些新封面与所有封面都大不相同,因为在所有情况下 无需使用打开工具。 尽管从某种程度上讲,它们与前者有很大关系,因为它们基于“通过切口撕裂而削弱的区域”的盖子,需要开环-一个旧钥匙-才能开始手术。 见图1。
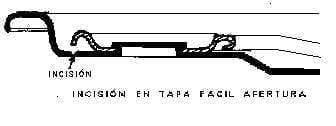
图1
1959年,在北美代顿市的Ernie Fraze,曾任美国铝业的技术员,铝的特性专家,模切专家,他已经准备了易开盖的首个原型。在“六十年代”开始时, 他们发展很快。
出现了两种基本模型,一种具有舌状的部分开口-用于液体和饮料-另一种具有允许完全打开盖子的总开口的-用于固体食品。 后者最初是一个三重C形的切口,一旦打开,它就会出现猪尾巴的外观,因此被称为“猪尾巴”。 这些设计随着时间的推移而不断改进,并采用了其他配置。
几家美国公司迅速提供了用于制造易开盖的合适工具和设备。 这些工具要求很高的设计和精度。
在美国,使用最频繁的材料是-并将继续是-铝,在能源便宜的国家,这是合乎逻辑的。 在能源价格昂贵的欧洲,一旦完全开放,便很快转而使用马口铁。 这涉及到非常复杂的设备和工具的返工。 此外,他将该技术应用于鱼市场的非圆形帽(矩形和椭圆形)。
易打开的盖子安全地赢得了市场。 如今100%的饮料罐都使用这些瓶盖 同样,食品包装的百分比也很高。
描述
着眼于完全打开的盖子,它们与传统盖子的不同之处在于:
– 位于中央面板外围的切口。 因此,与碗平行,呈圆形盖的圆周形状,深度约为材料厚度的2/3,并且具有三角形或梯形轮廓。 在其旁边和中央面板中,通过拉伸金属形成气泡,该气泡用作固定环的铆钉。 面板的形状取决于这两种情况-切口和气泡-因此 保护它们,同时满足经典盖子应具有的特性。 见图2
2号图
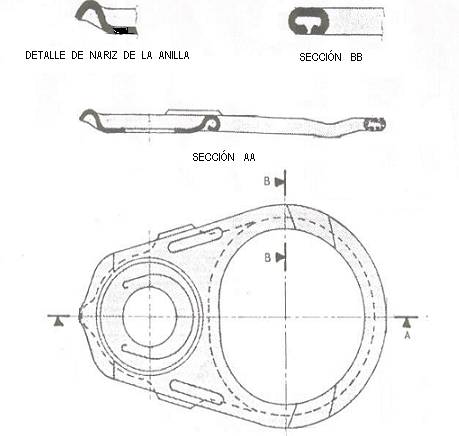
-通过形成在面板上的铆钉固定在盖子上的环。 该环的尖端(称为“鼻子”)位于切口的正上方。 该环可通过围绕铆钉的马蹄形切口来摆动并驱动其“鼻子”进入切口,从而最终破坏金属。 参见图3。
图3
– 当环倾斜约45º时执行此操作。 当它到达垂直位置时-相对于盖板成90º-拉动环-为此,它们有一个孔可以让手的手指通过-并且 面板被完全撕裂,将其与盖子分离,从而导致容器被打开。
至于构成盖子的其他元素:机翼,卷曲,复合物等。 它们对应于相同尺寸和用途的经典盖的相同元素。
标准
这种小吃 它们可以分为2件和3件用于所有加工食品,也可以不用于所有加工食品。 它们在牛奶,鱼类,肉类,预制食品,豆类,水果和蔬菜,动物饲料等产品中具有出色的应用。
易开盖由金属(锡,TFS或铝)制成,由于其形状,它们可以是圆形,矩形或椭圆形。 面板和密封圈在内部和外部均受清漆保护。 外部使用的颜色可以是无色或金色。
一个好的,易于打开的盖子必须在以下方面充分满足包装公司以及分销商和零售商的需求:
— 出色的开放,并付出合理的努力。
— 高爆破压力值。
— 高水平的防腐蚀保护。
— 禁止滥用和处理行为的高水平行为。
通过在不同国家/地区进行的调查统计表明,消费者更喜欢带有开环的盖子,因为它们具有一系列优点,例如:
— 比起普通的罐头,使用起来更舒适,因为它们不需要打开任何工具。
— 快速简便地打开。
— 人体工程学舒适。
— 安全打开和使用
— 良好的内爆/爆炸防护
— 精美的设计。
— 更加卫生的容器,因为您不必在罐头中插入任何工具,即开罐器。
— 坚固的容器,具有很好的抗滥用能力。
优质易打开的盖子有助于提高品牌知名度,偏好和忠诚度。
保护
这些盖在内部和外部都需要高质量的清漆系统。
在内部,必须使用足够安全的清漆系统,以确保盖子完成后,在铆钉下方或切口区域下方不会出现局部孔隙。 铆钉的区域受到强烈的拉伸,这是产生足够的材料以使其形成所必需的,然后受到强烈的冲击以固定环。 切口面积 它遭受切口冲头撞击砧座的打击。 两种操作都使内部清漆经受恶劣的条件。
内部系统可以是金色或白色。 它总是至少由两种不同且互补的清漆组成。 一些合适的系统可以是:
-内在的金色调:
– 选项a):聚酯清漆三次通过,前两次通过金色版本,最后一次无色,总负载为22 grs / m2。
— 选项b):一次通过低负荷金色环氧酚醛清漆,一次通过金色有机溶胶,总负荷约为25 g / m2。
-内白调
— 选项a)三层聚酯清漆,前两层为白色版本,第三层为无色版本,总负载约为24 g / m2。
— 选项b)双层有色有机溶胶,总负载为30 grs / m2
建议使用镉测试检查内部孔隙率。
在外部情况下,情况更加严峻,因为当在外表面上进行切口时,会严重破坏清漆系统。 尽管在这种情况下,至少会通过重新上光来“修复”至少受影响最大的区域。
由于外部盖子只能在金属或白色搪瓷上进行清漆(无色或金色)或平版印刷,因此外部清漆系统可以提供更多的可能性。
一些参考系统可以是:
-外金盖:低负荷环氧-脲附着清漆,然后是金色酚醛环氧,总负荷约为8 g / m2
-无色外层:低负荷的环氧-脲附着清漆,然后是无色的改性环氧,总负荷约为8 grs / m2。
-金属印刷的封面:钩漆等于以前的情况 和最后的清漆(在版画上) 丙烯酸纤维。
-在白色搪瓷上进行印刷的罩盖:与之前的情况相同的是钩形清漆,然后是白色丙烯酸搪瓷,在印刷丙烯酸涂层后也是如此。
必须对已经上光漆并等待进入盖的制造阶段的材料包装进行防尘保护,因为这些盖的制造工具的精美性要求高度清洁。
面板设计
面板的设计源自一系列旨在获得具有适当性能的盖子的技术发展。 精心设计的面板:
-可以很好地固定环铆钉。
-消除褶皱,有利于面板的光滑度。
-减少初始“峰值”的出现。
-限制铆钉周围的“蓬松”效果,并改善组件的整体外观。
在前面列出的所有方面都令人满意的是一种具有“ C”形平滑渐变的面板。 参见图4。 在使用易打开盖的早期,通常在面板上打印打开说明以及不同阶段的示意图。 尽管这种做法仍然是可取的,但是在如今广泛使用这种类型的瓶盖的情况下,由于一般的消费者已经学会了正确使用它们,因此没有必要遵循这一标准。
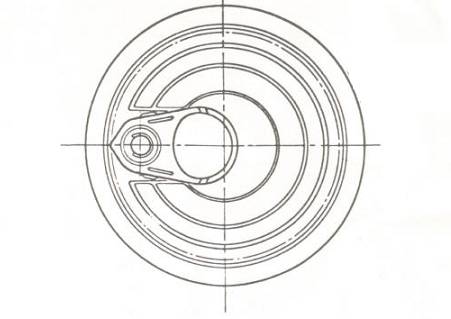
图4
易开盖的最关键部分是切口,中央面板穿过该切口被撕裂。 相同的优质设计将有助于拆卸该面板。 同样重要的是用于防止切口腐蚀的保护或“修复”。 因此,这两个因素 a)切口的执行和 b)相同的保护,它们是提供最大附加值的保护,因此是制造商保留的最佳秘密
精心设计和控制的切口应允许打开盖子。 在指环的帮助下,进行适度的努力。 作为参考,我们可以指出以下值:
– 穿孔效果:将环鼻插入切口,然后刺穿眼睑是必要的努力。 它的值必须是3 daN (十牛顿)(最大值),在环倾角45º处测量。
– 撕裂的努力。 拆卸面板所需的力。 在90º的环上测量:
- 瓶盖直径65-73 4 .5丹 +/- 1.5牛顿
- 瓶盖直径83-99 5 担 +/- 1.5牛顿
- 矩形的 5.5天 +/- 1.5牛顿
- 椭圆形 5.5天 +/- 1.5牛顿
– 残余厚度。 切口以下的金属厚度:75微米(千分之一毫米) 在其下限。 使用“联邦”压力表的值,使用内部有机溶胶型清漆,无修补清漆。 沿切口的残留厚度的最大变化不应超过15微米,也就是说,在任何一点上不应超过90微米。
切口有不同类型,最常见的是使用轮廓切口锥子的切口:
— 梯形的
— V形,锐角和对称角为70º
这些第二个更好地工作。
切割冲头撞击在砧座上的砧座,在使用圆帽的情况下,具有0.5 mm半径的环形形状,见图5。 并在非圆形的盖子上倒角,因为环形形状很复杂,难以制成非圆形的轮廓。 见图6。
图6
为了防止切口被滥用,面板应在切口和托盘壁之间设置一条倒置的外围保护线。 参见上面的图2。
瓶盖生产压力机不同工位的建议制造顺序为:
圆帽:第一面板-第二切口
非圆形盖:第一个预面板-第二个切口-第三个面板
如果盖子由马口铁制成,则该材料的参考规格如下:
— 基础钢:无夹杂物
— 连铸
— 冷静到铝
— 连续退火(CA)
— 脾气:T67
— 厚度:0.21或更高,取决于要制造的直径。
— 表面处理:石材
— 钝化:311
— 镀锡:差异5.6 / 2.8
— 屈服强度:420-480 MPa(兆帕)(纵向)
— 最小残余伸长率:15%
如果盖子由TFS制成,则基础钢可以相同。
戒指
好的戒指必须具有一系列特性,例如:
— 大孔可让手指通过。
— 坚固耐用 撕开力不会明显变形。
— 不要出现锋利的边缘。
— 干净的外观
— 做好“修复”,避免氧化。
环必须牢固固定,以免其在铆钉中旋转。 它必须承受至少12 daN的力而不从铆钉上脱落。
马口铁盒适合材料的规格 将:
基础钢:
— 类型:连铸
— 脾气:T65
— 连续退火(CA)
— 厚度:0.36毫米
覆盖:
锡
— 钝化:311
— 镀锡:2.8 / 2.8
— 表面处理:石材
— 外观:明亮
环也可以由镀锌材料制成,或由TFS制成,具有与基体钢相同的特性。
防腐蚀保护
正如我们已经指出的那样,盖子的保护或“修复”至关重要,因为当初始轮廓或外壳变形时,将其变成盖子本身,增加了开口切口和环固定铆钉,造成了一系列损坏清漆以前应用的平面。
在外部,必须“修复”,盖完成后再涂上新漆。 有多种执行此操作的过程,例如:
– 注射 漆 通过喷嘴喷洒在盖的整个外表面上。 见图7
— 通过安装在旋转头上的喷嘴仅在切口和铆钉的区域内注入喷涂的清漆。

— 通过电泳施加清漆。
在所有情况下,为了使清漆适当聚合,需要对盖子进行后续的烧制。 需要通过硫酸铜(CuSO4)测试对维修进行验证。
在“修复”喷涂中,使用的是两种成分的无色清漆,在使用前将其混合。 每种成分的比例取决于其制造商。 烘烤温度和在烤箱中花费的时间也取决于所用清漆的类型,但至少为120ºC 还有几分钟
易开盖的一些应用,例如用于未经加工的产品的螺母,饼干等……或腐蚀性极强的产品,而无需“修理”盖就可以降低产品的价格。 在这种情况下,有必要用卫生油轻轻润滑铆钉和切口的区域。 该润滑通过喷嘴的雾化进行。 这样可以防止可能导致钢裸露部位氧化的环境侵蚀。
相反,一些制造商为了更好地保证盖子的保护,“修复”了盖子的内部和外部。
改善开放的细节
我们描述了封面可以合并以方便使用的一些细节。
- A)颠簸以帮助脚趾通过
它们是放置在盖板上的两个凸起区域,呈凸起状,正好位于环端下方,高度约为0.7毫米。 它们允许将其略微抬起,从而在环和面板之间留出很小的空间。 这有利于指甲和手指尖通过以开始张开。 参见图8
- B)手指通过回扣
它包括在面板的中央部分制作一个台阶形的凹口,该凹口与环的末端重合。 它允许在面板和面板之间留出空间,以方便指尖穿过戒指。 参见图8
A和B是两种寻求相同效果的解决方案,您可以选择其中之一,也可以同时选择两者。
- C)弯曲环的末端
它是关于向上提起环的末端,使其略微弯曲。 因此,可以在它和中央面板之间获得更多的空间。 这也使手指更容易通过指环。 见图9
该解决方案是所列三种方法中最有效的,但使用最少,因为它的严重缺陷是在罐头厂的灭菌过程中会引起环钩。 特别是在填充具有较高膨胀系数的半固体产品(例如动物或肉类食品)中。 在这些情况下,盖子会凸出,并且其凸起端部的环会出现在盖的高度上方,从而产生钩子和盖子开口。
通常使用环的一端向下倾斜(朝向中央面板的表面)的环,以精确消除环卡住的风险。 参见图8。
安全细节
“ V”形切口中的梯形切口
沿着切口的一定长度的区域,并处于确定的位置,例如在环的鼻侧(点1)-参见图10-或/和在另一侧(点2),在环的左侧切口中的剩余厚度越大,即切口越浅。 因此,该特定区域不易撕裂。 在“ V”形冲头的情况下,这是通过在作用区域内略微打磨-约0.05毫米-恒定的边缘来实现的,因此切口在这些区域中呈梯形截面。
这实现了双重目标:避免 爆裂/爆炸。
在点1的情况下,请在钻孔时平衡内部和外部压力,当差异增大时,这可能导致盖子爆炸/爆裂。 这是通过相隔约15毫米的两个点完成的。长度各为1.5毫米。
对于第2点:如果盖子由于强烈的内部压力(爆裂)而弹出,请保留盖子。 在这种情况下,将在约15mm的截面上减小切口。
在这两个选项中,第二个被更多使用,尽管两者可以一起使用或互换使用。














0条评论