
对于2片罐的印刷,今天我们有装满装饰品的装饰工和足够的技术来每分钟生产2000多个罐。
在本文中,我们评论了保持良好控制的过程的重要性,以便为该设备提供良好的饮食和达到最佳性能的条件。
有几个因素可能会对装饰器的性能产生负面影响,但下面我们将对我们认为基本的4进行评论。
工具相对于装饰器心轴直径的进度。
我们认为,彻底控制上模打孔器的打磨是一个基本且极为重要的因素,因为装饰器的心轴及其各自的直径是根据上模打孔器的制造进度和平均值确定的。冲头直径的值。
在下面的示例中,我们使用最大直径为蓝色的冲头,然后对12Oz铝罐进行打磨。 该表是一个示例,每个制罐商都会有自己的进度。
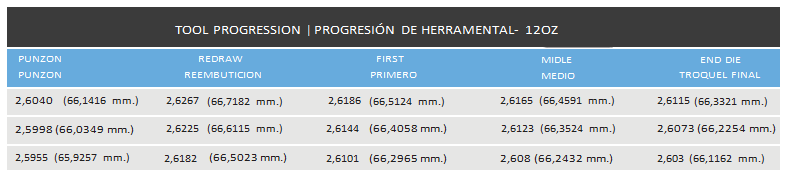
当我们研磨冲头以重复使用时,直径会丢失。因此,您必须非常小心并遵守制造商建议的最小极限,特别是芯轴直径之间的间隙为0.022英寸(0.5588毫米)对于较小的冲头,在这些测量值以下,罐的直径会大大减小,并且很难将罐插入装饰器的心轴中。
切割/微调故障。
坚持使用制罐者,我们仍然必须考虑修剪罐头。
修边机是负责将罐头切割并使其达到标准高度的设备。有几种型号的修边机设备基本上以这种方式工作:进料系统,传送装置,可夹紧心轴的切头,带有故障系统的切割头,修整时请握住罐子,并收集废料斗和出料斗。
切割是通过可重复使用的平盘或安装在磁头组件中的刀片完成的,刀片可用硬质金属或钢制成。
故障可能会给装饰器和其他下游设备的操作带来一些不便。
主要问题可能是在运输过程中将罐子阻塞成一排,装饰器的进给,罐子在进给过程中相对于机器的芯轴移位或保留以及罐子在出口处的阻塞烤箱的手指,挡住了烤箱隧道的轨道。
这些缺点极大地影响了设备的性能,从而导致扇区的高恶化和5S。

流动性差的罐
关于洗衣机,通常必须考虑到罐处于最佳洗涤状态并具有良好的移动性。 为此,我们必须遵循洗涤过程的基本原理,即化学洗涤,机械洗涤,暴露时间(速度)和温度。
其目的是去除有机和无机污垢,处理罐的表面,使用流动性增强剂并干燥罐。 需要遵循一系列参数,我们必须非常注意对本设备执行的所有控制和验证,这些变量的任何偏差都可以直接影响以下过程,主要是装饰器。
最后一步是使罐具有流动性的产品应用,这一点非常重要,因为该产品有助于罐的干燥和调理,使其适合装饰工的心轴。 接下来的一种模式是在Til Table上倾斜16至20度。 该设备可测量一个罐子与其他两个罐子在摩擦中滑动的角度,并为您提供活动角度,活动性大于20度的罐子已成为警报,被认为是喂养您的装饰员的问题。
调制的运输
另一个非常重要的方面是传输的调制。 这种调整必须做得非常出色,因为这将确保罐按照调制逻辑在没有压力或倾覆的情况下沿输送机的整个路径行进,从而在罐自身之间产生摩擦,从而相互损坏。 。
调制效果不佳会在工厂中产生大量浪费,例如浪费时间,浪费,设备停机时间短以及部门秩序和清洁度差的外观。 这些是一些可能影响铝罐制造过程中装饰器功率的变量。 所有设备中的空气和真空压力的调整都必须通过检查表进行检查和监视,并且必须由设备技术人员执行。
任何偏差都必须调整,并且在未实现调整的情况下,维护团队必须进行干预。
安德烈·马尔塔
Mundolatas顾问
Mundolatas顾问







0 Comments