
Для печати 2-х штук банок, сегодня у нас есть декораторы, полные аксессуаров и достаточно технологии, чтобы производить более 2000 банок в минуту.
В этой статье мы комментируем важность поддержания хорошо контролируемого процесса для обеспечения условий, позволяющих этой команде получать отличное питание и достигать максимальной производительности.
Есть несколько факторов, которые могут негативно повлиять на работу декоратора, но ниже мы обсудим 4, которые считаем основополагающими.
Движение инструментов по отношению к диаметру патрона декоративной машины.
Мы считаем первостепенным и чрезвычайно важным фактором исчерпывающий контроль за шлифовкой пуансонов Bodymaker, так как оправы декоратора и их соответствующие диаметры устанавливаются в соответствии с прогрессом оснастки Bodymaker и средним значением диаметра пуансонов.
В примере ниже, мы имеем синий пуансон с наибольшим диаметром, а затем его шлифовка прогрессии для 12Oz алюминиевой банки. Эта таблица является примером, каждый производитель может иметь свою прогрессию.
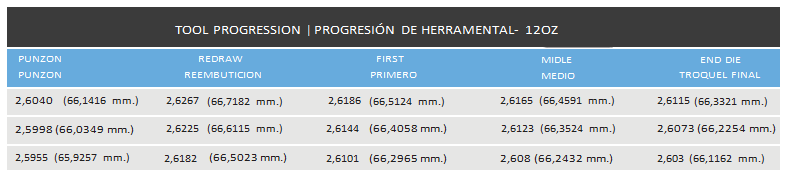
Так как мы исправляем пуансоны для их повторного использования, диаметр теряется, поэтому вы должны быть очень осторожны и соблюдать минимальный предел, рекомендованный производителем, а именно иметь зазор 0,022″ (0,5588 мм) между диаметром оправки с меньшим пуансоном, ниже эти меры значительно уменьшают диаметр банки и будут иметь затруднения при введении банки в оправку декоратора.
Отказ резака/триммера.
Продолжая «Бодаймейкер», мы все еще должны подумать об обрезке банки.
Триммер — это оборудование, отвечающее за обрезку банки и доведение ее до стандартной высоты. Существует несколько моделей обрезного оборудования, которые, в основном, работают именно так: Система подачи, перемещения, удержания банок патронами, режущая головка с системой отказа, вакуумная система для удержания банок при обрезке, бункер для лома и выходной бункер.
Резка выполняется плоскими дисками многоразового использования или ножами, расположенными в узле головки, и может быть выполнена из твердого сплава или стали.
Дефект может вызвать некоторые неудобства в работе декоратора и другого последующего оборудования.
Основными проблемами могут быть блокировка банок в одном ряду во время транспортировки, подача декоратора, смещение или удержание банок на входе относительно оправки машины и блокировка на выходе из пальцев печи, блокировка пути туннеля печи.
Эти недостатки в значительной степени влияют на производительность оборудования, вызывая высокий уровень износа и 5S сектора.

Баки с низкой подвижностью
n с точки зрения стиральной машины, в целом, следует учитывать, что баночка находится в лучшем состоянии стирки и обладает хорошей подвижностью. Для этого мы должны следовать основным принципам процесса стирки, которыми являются химическая, механическая стирка, время выдержки (скорость) и температура.
Его целью является удаление органических и неорганических загрязнений, проведение обработки на поверхности банки, применение усилителя подвижности и высушивание банки. Существует ряд параметров, которым необходимо следовать, и мы должны быть очень внимательны ко всем управлениям и проверкам, которые проводятся на этом оборудовании, любое отклонение этих переменных может непосредственно влиять на следующие процессы, в основном на декоратора.
Последняя стадия, которая является применением продукта, который дает подвижность банки, очень важна, потому что этот продукт помогает высушить банку и условия его так, чтобы он хорошо вписывается в патрон декоратора. Следующий шаблон — наклон оборудования Til Table от 16 до 20 градусов. Это оборудование измеряет угол, под которым баллончик скользит в трении с двумя другими баллончиками и дает вам угол подвижности, баллончики с подвижностью более 20 градусов уже являются тревожным сигналом и считаются проблемой для питания декоратора.
Модуляция от перевозки
Другим очень важным аспектом является модуляция транспорта. Эта регулировка должна быть выполнена очень хорошо, исключительно хорошо, так как она обеспечит движение банок по всей длине конвейеров, следуя логике модуляции без давления и опрокидывания и, как следствие, трения между самими баночками и нанесения друг другу повреждений.
Плохо выполненная модуляция может привести к образованию большого количества отходов на заводе, таких как потеря времени, отходы, кратковременные остановки оборудования и плохой внешний вид с точки зрения порядка и чистоты секторов. Это некоторые из переменных, которые могут повлиять на алюминий может производственный процесс в отношении подачи декоратора. Регулировка давления воздуха и вакуума на всем оборудовании должна быть проверена и контролироваться через контрольный перечень и должна выполняться техниками оборудования.
Любые отклонения должны быть урегулированы, и в случае, если отклонения не будут устранены, в них должна вмешаться команда техобслуживания.
АНДРЕ МАЛЬТА
Мундолатас-советник
Мундолатас-советник
 Современное техническое обслуживание
Современное техническое обслуживание
 Оперативный контрольный список
Оперативный контрольный список
 печатная версия пивной банки бюджет
печатная версия пивной банки бюджет
 важность соблюдения спецификаций верхней стенки кузова в сравнении с процессом формирования шеи.
важность соблюдения спецификаций верхней стенки кузова в сравнении с процессом формирования шеи.
 Управление по контролю за продуктами питания и лекарствами США (FDA) просило пересмотреть стандарты воздействия свинца на консервы.
Управление по контролю за продуктами питания и лекарствами США (FDA) просило пересмотреть стандарты воздействия свинца на консервы.
 Рынок металлических банок для продуктов питания и напитков по типу
Рынок металлических банок для продуктов питания и напитков по типу
 переработка тунца
переработка тунца
 Рекомендации по использованию легко открываемых банок
Рекомендации по использованию легко открываемых банок
 ПОДАЮЩЕЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЗАЦИИ РУЧНОГО КОНСЕРВНОГО БАНКИРА ДЛЯ КОНТЕЙНЕРОВ ИЛИ БАНОК
ПОДАЮЩЕЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЗАЦИИ РУЧНОГО КОНСЕРВНОГО БАНКИРА ДЛЯ КОНТЕЙНЕРОВ ИЛИ БАНОК
 ПРОФИЛАКТИКА АВТОМАТИЧЕСКИХ ПРЕССОВ
ПРОФИЛАКТИКА АВТОМАТИЧЕСКИХ ПРЕССОВ



0 Comments