
介绍
谈到测量圆形容器的封闭度时,尺寸应取为2点,3片容器的焊缝两侧应为60º,2片容器的相对点应为2。
对于矩形或不规则形状的容器,应在每个最长边的每个角和中心进行测量。
在生产过程中,测量频率应定期进行。 每个密封头必须取两个容器,必须对其进行全面检查,以确定双密封的完整性是可以接受的,并且已达到最低限度的关键参数。
封盖应检查:
-在金属集装箱封口机。
-开始生产时。
-调整了可以缝合。
评价
有两个评估完整闭合的过程。 这些是:
-1.-打开方法。:完全刮掉盖子。
-2.-切割瓶盖的方法:切割瓶盖
如果使用分段封闭法,则应注意,只能确保评估分段比率。 因此,有必要“拆卸”封盖-拉下整个封盖-并对其进行检查以确保完全可接受。
待测盖的基本尺寸为:
-电脑铲斗深度
-封闭高度Ac
-密封厚度Ec
-钩体长度Lgc
-Lgf底钩长度
-身体高度
-Ehf底部马口铁厚度
见图1
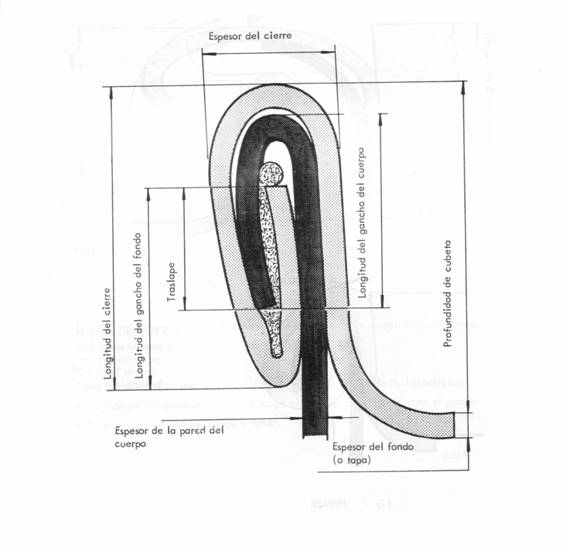
图1.-瓶盖的基本尺寸
关键的关闭参数。
尽管仅测量主体或盖钩的长度很重要,但并不能为我们提供确定封闭件适用性的结论性数据。 先前的尺寸用作确定关键参数的基础,这些关键参数定义了闭合是否正确。 必须计算以下参数以进行评估:
-第二操作压力P2ªo
-实际重叠Tr
-Pgc身体钩穿透力。
此外,将观察到视觉缺陷
作为补充,必须对封闭的以下方面进行评估,以便为我们提供更多信息:
-封口内壁上的标记
– 可用空间
第二操作压力。 (P2ªo)
封口必须足够紧,以确保混合物在压力作用下完全适应。 由于该过程的性质,在第一封闭操作期间不可避免地在底部形成封闭折痕。 这些皱纹在关闭过程的第二次操作中被“熨平”。
因此,闭合压力可以表示为:底钩的长度在视觉上没有皱纹。 对其进行评估,将其表示为底部挂钩总长度的百分比。 由于无法测量皱纹,因此这是一个非常主观的判断,因此需要丰富的经验才能正确判断。 见图2
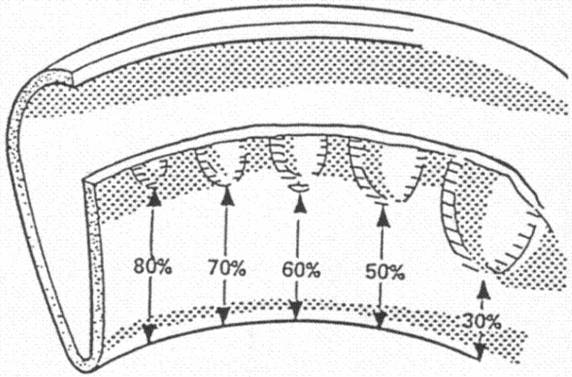
图2-皱纹的演变
由于降低成本的必要性不可避免地降低了底部材料的厚度,因此实现无皱纹的能力变得更加困难,因此,正确评估其复杂得多。
实际重叠
阀体和底钩必须重叠足够,以确保混合物完全粘附在双封闭装置中。 这种重叠称为重叠,它对应于图3中的字母“ a”
身体和底部的重叠应尽可能大,在没有皱纹的情况下可以接受。
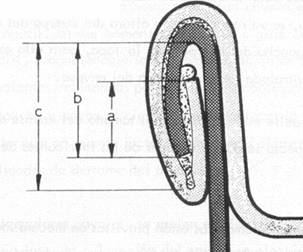
图3
重叠根据封闭物的规格而变化,但是在每种情况下都必须设置一个最低标准。 其值是通过应用以下公式确定的:
Tr =(Lgf + Lgc + 1.1Ehf)-交流电
钩体穿透力
将车身挂钩的净高度与扣环的净高度进行比较,即两种情况下的厚度都没有变化。 与此相同,它将度量“ b”与图3的“ c”相关联。 旨在了解主体钩子穿透到封闭件中的程度,并了解主体钩子边缘进入覆盖物的沉降程度,以确保其密封性。
为了确保将身体钩嵌入化合物中,已设置可接受程度,将身体钩的内部长度表示为封闭件内部长度的百分比。 其值是通过应用以下公式确定的:
Pgc =(Lgc-1.1Ehc)x 100 / Ac-1.1(2Ehf + Ehc)
最低可接受标准为70%。
视觉缺陷
封盖中不应出现局部变形。 可以将其作为视觉缺陷的示例:过度倾斜,切口闭合,法兰撕裂,错误闭合,打滑等。 这种故障是显而易见的,并且有可能损害密封的完整性。
瓶盖内壁上的标记
比色皿的垂直壁应无痕迹。 它们的存在暗示了封闭的缺陷。 它们可能是由于各种原因造成的,例如:卡盘唇部断裂,卡盘磨损,第二次操作中压力过大等。
可用空间
该值使我们对封闭件的紧密程度有所了解,因为它反映了封闭件的实际厚度与封闭件内部金属厚度之和之间的差异。 它由以下公式确定:
可用空间= Ec-(3Ehf + 2 Ehc)。
圆形和不规则容器盖的最大间隙为0.19mm(0.0095“)。 如果超过此数量,则表示密封件松动,因此有泄漏的危险。












0 Comments