
抽象的
油漆和清漆行业消耗大量的金属包装。 这些容器具有密封性的特点,但是在使用其内容物时易于用作容器。 这导致了不同的解决方案。 在这项工作中,对那些基于摩擦闭合的材料进行了审查。 它详细介绍了简单的,双重和三重的摩擦密封件,它们的基本标准,特征和特性。
介绍
为了运输,处理和使用清漆,油漆,清漆和其他工业产品,长期以来一直使用金属容器。 它们具有一系列特殊特征,使其与食品中的特征区别开来。 主要的问题是它们没有经过灭菌和供热处理。 因此,底部平整且主体光滑通常就足够了。 但是相反,盖子的设计非常特殊。
所有这些都是为了满足一系列满足以下要求的条件:
-充分保存内容,即保持良好的密封
-使用时充当水桶。 因此,刷子或辊子必须能够弄湿它们,因此必须配备尽可能大的嘴巴。
-多余的产品要妥善存放,这意味着一旦部分使用过,便可以用盖将其封闭。
通过使用容器中的两个元件替换顶盖,可以实现上述所有目的:
-箍或环,即带有大中心孔的帽子
-扣在轮辋上的插头。
通过使塞子的直径略大于环中孔的直径,可以达到这种接合压力。 这样,在环和塞子的侧壁之间产生摩擦或摩擦力,从而确保组件保持合理的牢固性。
随着时间的流逝,已经开发出使这种配合在环和盖之间的不同方式,从而产生了用于油漆容器等的各种类型的封闭件。 我们将在下面描述其中最重要的部分,它们的作用方式,材料和度量关系。 还有其他类型的瓶盖,例如用于“桶”,桶等的瓶盖。但是我们不会在这项工作中处理。
简单的摩擦
这是该市场中最常见的收盘价。 它的设计非常经典,使用开始超过一个世纪。 从图1可以看出,盖沿单个垂直壁与环相适应,闭合是由两个元件的弹性和往复变形中产生的力产生的。
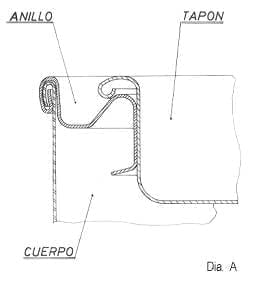
图nº1:简单的摩擦闭合
它是一种在厚度和硬度方面都兼具马口铁的简单性和经济性优势的密封盖。 相反,它具有一系列使其今天过时的缺点。 主要的是:
-在环裙边缘上看到的钢,如今在水性涂料中经常使用时,会导致内含物的上部形成一层轻薄的氧化物,这是由于铁与水反应所致。
-当刷子浸满油漆时,在刷子上理发,因为环的边缘通常非常锋利。 这些头发落在油漆上,污染了油漆。
-其独特的密封表面没有显示出牢固的气密性,因此不是很可靠。
-环不可堆叠,因此在将其送入自动封口机时会遇到某些困难。
-瓶盖也不能堆叠,这会使加油站的自动关闭过程复杂化。
尽管有这些限制,它的性能仍然足以在市场上占有相当大的份额。
这种类型的关闭的一些特征是:
-常用马口铁:
箍:T3回火为0.26至0.27。 E 2.8
插头:T3 E2.8 0.25至0.26
取决于容器的直径。 因此,它们很正常。
-口径到参见图1,它比容器的直径小10至12毫米。
-封闭环的净高度在环中为4至6 mm,在盖中为9至12。
所有这些测量参考,以及我们将为其他类型的密封盖指示的测量参考,始终适用于直径最大为110 mm的容器。 在上级中,其价值增加。
为了正确设计工具,有必要知道形成闭合壁的相同零件的尺寸与环和塞子的最终尺寸不完全一致,这非常重要,因为它可以导致回封不良。 因此,有必要考虑到最终部件中马口铁的弹性恢复-变形-以通过工具零件的测量来补偿它。
下表显示了三组不同容器直径的公式,这些公式大致定义了环形和盖模中容器口直径的测量值,以实现一个值 到这些公式是通过实践和在正常使用条件下使用马口铁和类似上面所述的马口铁和带帽长袜确定的。
|
简单的摩擦 |
||||||
|
摩擦直径值A |
||||||
|
戒指 |
插头 |
|||||
|
容器直径 |
< 73 |
73至99 |
> 99 |
< 73 |
73至99 |
> 99 |
|
的价值到在房间里 |
到 |
到 |
到 |
A + 0.22 |
A + 0.30 |
A + 0.50 |
|
的价值到在工具中 |
A + 0.07 |
A + 0.10 |
A + 0.15 |
A + 0.17 |
A + 0.25 |
A + 0.40 |
例如,对于直径为83毫米的容器,如果我们希望环具有开口到,为了使摩擦密封件正常工作,塞子的直径应为A + 0.30 。 为此,箍工具确定直径的部分到应该具有的值A + 0.10毫米和瓶盖工具A + 0.25。
改进了简单的摩擦
在中欧,特别是在法国,为解决简单的摩擦闭合所带来的问题,开发了更为复杂的摩擦闭合。 图2显示了它的特性。
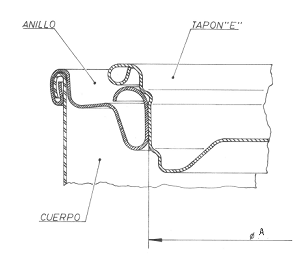
图2:改进了简单的摩擦闭合
它仍然是一个简单的摩擦密封盖,因为它只有一个密封表面,但是与传统密封盖相比,它具有以下优点:
-环口的切削刃位于密封件的外部,因此远离涂料的接触,因此没有氧化的危险。
-该边缘向内弯曲并因此受到保护,因此也不会在刷子上产生理发。
-环和盖的形状可以更好地控制其配置,从而获得更高的测量精度。 环形壁的“ V”形设计允许一定程度的弹性,从而在插头壁上产生更大的压力。 塞子壁上的加强件使其具有更大的刚性。 所有这些产生了更均匀和安全的闭合。
-由于其设计,可以将两个元件中使用的马口铁的厚度降低至少0.01 mm。
-环最好在封口机的进料器中进行处理,因为与第一种情况相比,环不能完全堆叠。
-在瓶盖中,底部的台阶和上部的侧向压条可实现可接受的堆叠性。 在塞子堆中,上塞子穿过凹陷区域的下部,并靠在下塞子的凸珠上。
所有这些使该解决方案明显优于第一个简单的摩擦闭合件。
相反,其制造要求以多个操作来进行,特别是对于环来说是三个,对于帽来说是两个,这使得安装和工具更加昂贵。
这种类型的关闭的一些特征是:
-常用马口铁:
环和塞:0.23至0.25 T3回火。 E 2.8。 取决于容器的直径。 因此,它们很正常。
-口径到参见图1,大约比容器的直径小12至14毫米。
-封闭环的净高度在环中为5至6 mm,在盖中为9至11。
此盖还有另一种形式,其中使用相同类型的环,盖具有另一种形状,即“ U”形盖,请参见图3。
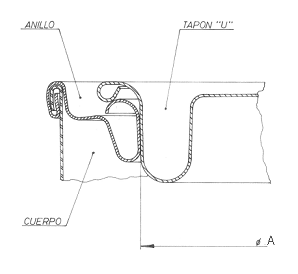
图nº3:通过“ U”型盖改进了简单的摩擦闭合
其优点在于,这种类型的塞子是完全可堆叠的,因此,由于可以大大提高操作的节奏,因此大大方便了容器在加注室的加盖操作。
与经典的简单摩擦闭合类似,在这一过程中必须考虑金属板的回收。 因此,也有必要相对于成品元件校正工具的尺寸。 按照类似于第一种情况的标准,在下表中我们显示了针对不同直径的这些调整的值。
|
简单改进的摩擦 |
||||||
|
摩擦直径值A |
|
|
|
|
||
|
|
||||||
|
戒指 |
插头 |
|||||
|
容器直径 |
< 73 |
73至99 |
> 99 |
< 73 |
73至99 |
> 99 |
|
的价值到在房间里 |
到 |
到 |
到 |
A + 0.35 |
A + 0.45 |
A + 055 |
|
的价值到在工具中 |
A + 0.10 |
A + 0.15 |
A + 0.20 |
A + 0.30 |
A + 0.40 |
A + 0.50 |
在这个问题上,这些公式也是实验性的,其材料和零件值与所示的相似。 因此,这些数据仅应作为指示,在每种情况下始终需要进行实际验证。
双重摩擦
改进摩擦密封的另一项重大进步是引入了双密封。 这确实是在三重关闭之后,我们将在下面看到,实际上是后者的简化。 它的出现是一种规避涉及三重封盖的专利的方法,其实际结果非常接近它。
在这种发展中,主要的贡献是复制了密封表面,从而实现了双重密封屏障。 在图5中,画出了这种类型的封闭件,并指出了相互摩擦的区域。
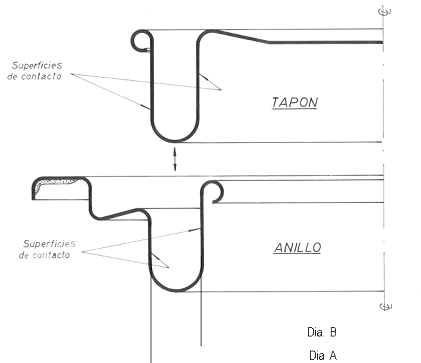
图nº5:双重摩擦闭合
它带来的改进如下:
-正如我们已经说过的,由于双摩擦关闭壁的作用,气密性更加完整。
-环的可堆叠性好,尽管由于其高度较高,有必要修改封口机的进料器以使其有效。
-瓶盖具有出色的可堆叠性。
相反,它具有某些缺点,例如:
-需要使用更昂贵的马口铁
-切削刃位于环内的嘴里,因此有被氧化的危险。
这种类型的关闭的一些特征是:
-常用马口铁:
环:小直径0.25 T1,99毫米起0.26 T2。
堵头:小直径0.25 T2,其余部分回火0.26 T2。
镀锡总是E 2.8。
因此,它们是马口铁,比以前的情况贵一些。
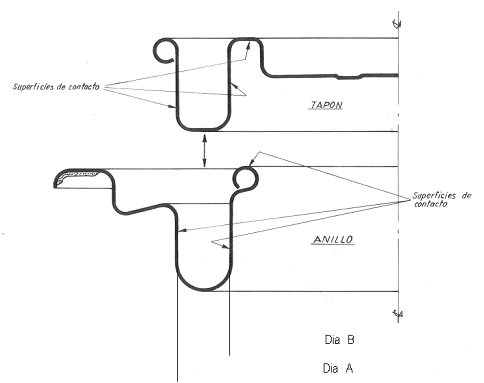
-嘴的直径(参见图1)比容器的直径小大约18至26毫米。 直径乙小于7至8毫米到。
-插头的总高度在7到9之间,具体取决于直径。
下表提供了用于计算直径的经验公式到ÿ乙零件和工具。 它们具有与以前相同的考虑,但现在扩展到两个直径而不是一个。
|
双重摩擦 |
|||||||
|
摩擦直径值A和B |
|
|
|
|
|||
|
|
|
||||||
|
戒指 |
插头 |
||||||
|
容器直径 |
< 73 |
73至99 |
> 99 |
< 73 |
73至99 |
> 99 |
|
|
部分 |
直径A |
到 |
到 |
到 |
A + 0.04 |
A + 0.06 |
A + 0.08 |
|
直径B |
乙 |
乙 |
乙 |
B + 0.13 |
B + 0.15 |
B + 0.23 |
|
|
工具 |
直径A |
A + 0.02 |
A + 0.03 |
A + 0.04 |
A + 0.10 |
A + 0.13 |
A + 0.16 |
|
直径B |
B + 0.10 |
B + 0.10 |
B + 0.15 |
B-0.05 |
B-0.10 |
B-0.10 |
|
环和盖都需要在两个操作中制造。
三重摩擦
正如我们已经说过的那样,这种改进在出现双重摩擦之前就已经出现在上世纪中叶的北美市场上。 图6中显示了相同的图表。
图nº6:三重摩擦闭合
它具有以下改进:
-在环圈的顶部和盖的内部通道之间的第三个封闭区域。
-环圈的外部位置。
-环和盖的可堆叠性。
锡可以与双盖使用的锡相同,也可以与确定容器口和塞子高度的标准相同。
公式也与双闭包的情况非常相似,并反映在下表中:
|
三重摩擦 |
|||||||
|
摩擦直径值A和B |
|
|
|
|
|||
|
|
|
||||||
|
戒指 |
插头 |
||||||
|
容器直径 |
< 73 |
73至99 |
> 99 |
< 73 |
73至99 |
> 99 |
|
|
部分 |
直径A |
到 |
到 |
到 |
A + 0.04 |
A + 0.06 |
A + 0.08 |
|
直径B |
乙 |
乙 |
乙 |
B + 0.13 |
B + 0.15 |
B + 0.23 |
|
|
工具 |
直径A |
A + 0.02 |
A + 0.03 |
A + 0.04 |
A + 0.10 |
A + 0.13 |
A + 0.16 |
|
直径B |
B + 0.10 |
B + 0.10 |
B + 0.15 |
B-0.05 |
B-0.05 |
B-0.05 |
|
环的形成需要进行三个操作,而塞子需要两个操作。 他们每个人的设计将是另一项工作的主题。
提出的这四种解决方案使每个制造商都能根据其商业方法选择最合适的选项。 显然,接缝质量的提高与工具投资的增加和直接成本的增加有关。













0 Comments