
已开发出两种技术来制造这些容器:“拉深拉制熨烫”(DWI:拉深和壁式熨烫)和“拉深拉制”(DRR:拉深和拉深)。金属圆盘,通过拉拔加工可得到圆柱形状,在一系列操作中,拉深程度将提高,直到获得所需的格式为止。成为当前时刻的“国王”容器,因为它广泛用于盛装碳酸饮料和啤酒。
目前,“填充,拉伸和熨烫”(DWI)容器的制造工艺已经非常普遍,并已融入工业用途,并且可以应用于马口铁和铝制容器。 在这种情况下,过程的各个阶段如下:
1º。-第一步是简单地绘制“杯子”(总是从线圈材料开始),该杯子的直径大于最终容器的直径,并且高度较低。它是在高吨位多冲孔立式压机中进行的。
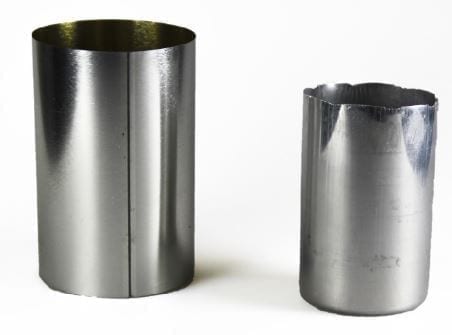
2º.-在下一个中,对杯子进行一系列拉伸和熨烫,直到达到最终直径。为此,将其穿过由内心轴推动的一系列环,从而以最佳的材料利用率获得非常薄的壁,因为该壁的厚度减小到起始厚度的三分之一。例如,如果线圈为0.27毫米,则在拉伸完成后,它在墙的中间可以达到0.08毫米。
为了在不破坏材料的情况下进行拉伸,有必要在润滑剂浴中进行拉伸。在此过程的最后阶段,配置了底部(称为圆顶),相反实际上保持材料的初始厚度。 这整个过程是在类似于油浴中卧式压力机的设备上执行的,被称为“前身”。
3º.-如此大的拉伸会在容器的边缘产生非常不规则的边缘,随后必须进行修整操作以平衡并消除多余的物料。
4.-先前操作的罐子中残留润滑剂,需要用洗涤剂洗涤,漂洗并随后在烤箱中干燥。
5º.-对于DWI容器,一旦形成,切割,清洗和烘烤,就可以通过传统的上光辊涂上白色外层清漆-也可以使用白色胶印油墨。容器的主体以每分钟1500多个容器的速度绕其轴旋转2.6圈。典型的白色底漆的干膜重量约为10 g / m2,具体取决于后续装饰的类型。然后将清漆在烤箱中干燥,时间不超过60秒,温度接近200ºC。
6.-离开烤箱后,将容器运送到装饰工位,在这里通过干胶印刷施加不同的颜色,然后再次通过油墨干燥炉。
7º.-容器在运输系统中的高速移动将在其基座上产生擦伤-磨擦在这些路线上停留-随着时间的流逝将变成金属的氧化。因此,必须用合适的产品保护其底部。
8º.-在这些操作之后和内部上光之前,减少了容器的颈部,并形成了法兰,以备将来使用。考虑到该市场的巨大生产量,这种减少使得可以使用直径比罐头直径小得多的盖,从而节省了成本。
9º。-必须检查罐子的密封性,以防止泄漏。为此,使它们通过可通过光检测到这些可能泄漏的设备,从而自动剔除有缺陷的罐头。
10.-DWI容器需要内部保护,以通过在其上涂两层或多层复杂应用的卫生清漆来消除金属暴露。考虑到其形成过程很艰苦,只有在拉伸墙壁并随后修剪多余的材料之后,才可以进行上光操作以及先前的装饰。跨国饮料公司对质量的要求以及装饰容器后需要减小颈部直径的要求,已将这些操作转变为高度专业化的领域,内部涂层的应用是通过雾化清漆进行的-喷雾-通常分两次通过。在欧洲,基于聚酯树脂的溶剂型体系具有出色的韧性,仍然是用于DWI容器涂料的良好解决方案。有时也使用由丙烯酸树脂配制的体系。但是,丙烯酸系水系统的使用越来越广泛。主要原因是要在工业工作条件和排放控制方面遵守当前的环境法规。
11º.-内部清漆的每层或每道涂层都必须在约210ºC的烤箱(IBO)中固化,这对于确保内部和外部饰面都具有良好的质量至关重要。
12.-最后,罐头被装到自动堆垛机中。
鉴于DWI生产线的高成本,要获得足够的利润,就必须使用各种类型的容器和消耗量大的格式。 从这个意义上说,这些容器在啤酒和碳酸饮料罐头中找到了最大的应用。

对于这些产品,两件式容器具有最佳条件,因为:
-直径/高度比为1:2可实现最佳的材料节省。
-碳酸盐产品的内部压力允许使用非常薄的壁(0.10毫米或更小)进行工作,而不会引起机械问题,因为压力赋予容器稳定性。
恰恰相反,由于大多数情况下壁在真空作用下会变形,因此,恰恰是由于体壁的薄度阻止了其用于需要真空和/或灭菌处理的产品的包装(通常会保留)。案件。 可以通过对容器壁进行封口(或加肋条)或通过在填充和关闭容器时注入惰性气体来修改包装技术来避免此问题。 尚未开发该技术,因为它在安装的灵活性和所得船的性能方面仍然存在严重的局限性。 毫无疑问,更好的替代方法是使用通过深冲获得的罐头。
马口铁和铝都用作原材料,这要取决于它们的价格和市场上的消费习惯,这使得很难将设计用于马口铁的生产线转换为使用铝及其逆向生产,这主要是由于运输系统每种材料都特定的材料。 通常,在北美,铝占主导地位,而在欧洲,消费量是分布的。 在这两种情况下,该技术都起源于北美,尽管很快就遍布全球。 正如我们已经说过的,由于要进行的投资非常高,因此其初创公司仅限于大型跨国公司。





0 Comments