
(已签名或已参与)
概要
它描述了它的组成,完成方式以及手动或自动过程的含义。
前言
这项工作作为历史编年史比作为技术报告更有价值。 在金属加工行业中几乎不使用抓斗。 对于装饰包装等某些应用,它仅是一项边际技术,但它在20世纪中叶处于鼎盛时期。 因此,本文档适用于那些想更了解50年前包装的制作方法的人。
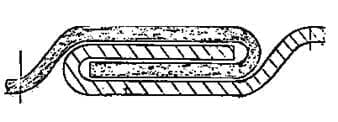
据说,钢板之间的结合是通过扎带或压接来实现的,当在两端折叠形成钩子以通过折叠金属而将这些钩子置于相反的位置,以便它们可以交叉时,以后相同它们被链接在一起,并且被铆接或压碎在一起,从而形成牢固耐用的接头。 图1显示了加重接头的一部分
通过接缝或压接来组装金属容器主体的侧接缝的方法可追溯到19世纪中叶。 最初,这是一个完全由技术人员完成的操作,每个步骤的完成我们都会在以后手工进行完全解释,但是很快过程就开始机械化了。
因此,首先,通过将其模板通过辊系统或绕线机,使待夹持的扁平体弯曲。 1861年,法国的佩里尔(Pellier)获得了一种压接机的专利,该压接机能够准备要连接的端部,将端部折叠并形成钩子,将其连接并拧紧后再焊接到外部
在随后的几十年中,具有一定程度复杂性的特定机器出现了。 例如,1883年,芝加哥诺顿兄弟公司(Norton Brothers Company)发明了一种半自动车身制造商(bodymaker),该机通过内置的侧缝焊机通过缝合进行缝合,达到了40片/分钟的生产能力。 在不到十年的时间里,这种设备得到了改进,并且已经能够以每分钟100名的兵团和士兵的速度前进。 诺顿兄弟公司于1868年在俄亥俄州的托莱多成立,最初是一家蔬菜罐头公司,生产自己的容器,尽管后来只致力于后者。
通过包装来缝制容器的方法已经使用了125年以上,但是从20世纪70年代开始,由于健康原因,人们普遍使用锡来减少其使用。铅焊料,作为固定压接的元件。 这意味着无法将这种类型的链接用于食品包装。 由于这个原因,今天它的使用是微不足道的,仅适用于使用热塑性胶水达到一定密封性的罐头和不可加工罐头。
类型
系领带的方式有些变化,这不仅是由于钩子的尺寸(通常宽度在2到3毫米之间),还因为它们的布置。 它们可以分为三类。
1º.-涂鸦平滑:
第一种形状是图2所示的形状,在这种情况下,外钩与主体的外壁处于同一高度,也就是说,它没有任何凸凹,相反,内钩有一个台阶它的开始。 这种接缝具有以下特征:
-从外观上看,它非常美观,因为它在外部显示出光滑的表面。
-由于外钩没有任何阻碍其移动的止动件,相反,由于打钩有一定的解钩危险,因为内钩的台阶降低了其滑动的可能性,相反,内钩没有阻止其移动的止动件。
-出于这个原因,需要通过焊接的作用来确定这种压接。 它是从外面施加的,并沉积在接头槽中。 使用锡铅合金(锡含量介于2%到33%之间),该锡铅合金穿过A点-参见图2-并通过毛细作用扩散到移植物内部。
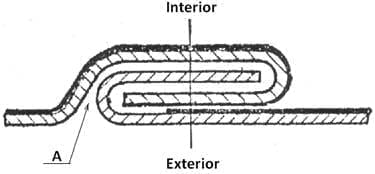
图2:平顺的领带
如今它很少使用,尽管在以前它是最常见的,因为它用于经过热处理的容器,基本上所有保存品都可以使用。
第二名-加强领带
在这种类型中,两个钩在其开始处都具有台阶或倒角,从而相互加强并在一定程度上防止其可能的脱离。 一个示例如图3所示。
从美学上讲,它不如以前的类型好,但在完全光刻的容器中,如果它们不是圆形的,就几乎不被注意到,而且接缝要与瓶子的一角重合。
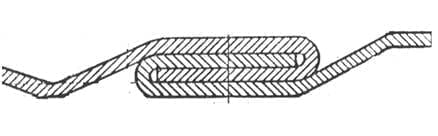
图3:增强的涂鸦
此设计用于非焊接容器,但添加了热塑性水泥以实现密封。 除了密封外,这种水泥还有助于将钩子粘在一起。 因此,它们不能在蜜饯中使用。 如果您在罐装植物油,矿物质,脂肪,油漆…方面有广泛的应用…
3º。-过度加固的分层
先前的情况是多种多样的,其中台阶的高度更大,超过了接合盘的厚度。 参见图4。 它提供了卓越的机械安全性。 它的主要应用是在没有任何类型的密封元件的接头中,也就是说,没有焊接或水泥,以及在复杂形式的容器中对接缝产生更大应力的容器,例如具有小半径拐角的矩形容器。
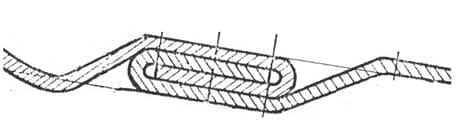
图4:过度加固的编织物
阶段
在金属容器中形成扩大的侧缝涉及以下操作顺序或阶段:
—答:钣金切割-原料-适于容器主体几何形状发展的零件,加上形成钩子所需的附加部分。 这种增加称为“压接损失”,并且根据钩子的宽度在5至10毫米之间变化。
— B:准备角落。 为了使接缝的端部不会有太大的厚度,以防止在该区域底部的良好封闭,在拐角处消除了部分材料。 如果接缝的边缘为四个厚,则在闭合处,底钩会变形且稀疏,从而在该区域产生泄漏。 因此,在这些时候,必须除去一定数量的纸张以确保只有两个厚度。 此操作称为“打顶”,根据要执行的切割类型来改变在拐角处切割的材料的形状和数量。 简化很多,有两种类型的浇头:
或者一世.-进行平滑的焊接平整:正确的浇头是图5中所示的浇头。 这种打顶对6.4 mm的压接损耗是正确的,对于其他损耗,设计相似但尺寸略有不同。
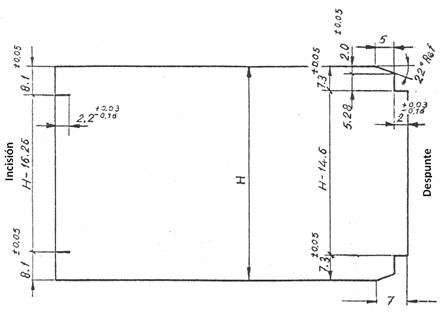
图nº5:平剪和焊接剪裁的打顶和切割
在左侧没有顶部,但在与底部平行的位置上形成了两个切口,从而在接缝的末端形成了重叠区域(未卷曲)。 稍后我们将阐明原因。
或者II.-对于带或不带热塑性水泥的加强型或超加强型领带:在此选项中,打顶在四个角进行。 尽管双方各不相同。 图6给出了这种类型的特殊情况,压接损耗为7.6 mm
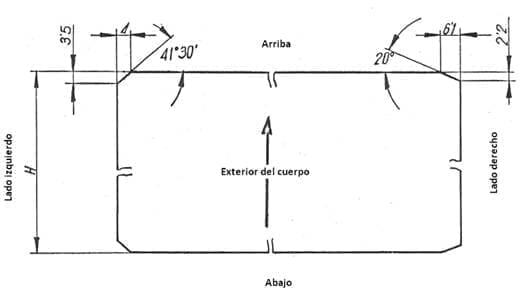
图nº6:加固扎带和水泥的浇筑
— C:钩形成:下一步是通过以大约45º角折叠主体的侧边缘来形成领带的挂钩。 图7显示了这些钩的布置及其在内部和外部的长度,具体取决于预计的嫁接损失。 还给出了确定其的基本公式。
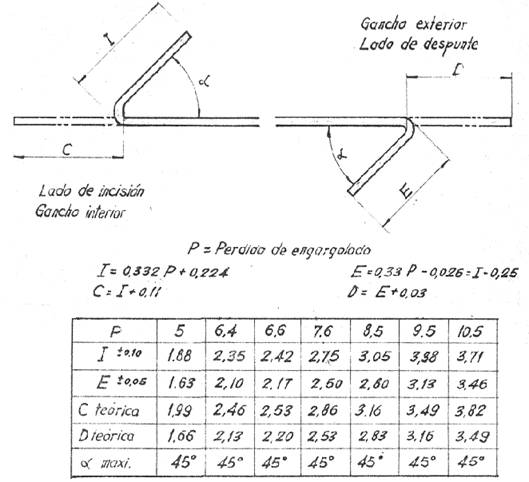
图nº7:挂钩形成
— D:酸洗或应用热塑性水泥:形成钩子后,根据要应用在接缝中的接头类型,有3种选择:
或A.-如果要在焊缝上涂锡合金焊料,则用合适的稀酸剥离内钩的外表面-左-。
或B.-将熔融的热塑性水泥的珠子涂在内左钩的内顶点上。如果使用的制造过程是手动的,则此应用程序在挂接之前完成。稍后会澄清。
或C.-如果未使用任何类型的密封剂接头,请保持钩子原样。
— E:身体形成:根据罐的形式,容器的主体必须具有圆形,矩形或其他任何形状。 可以在过程中的不同点执行此操作。 如果是自动的,则现在完成,但是如果是手动的,则在修剪之前立即完成。 当我们详细介绍这两个过程时,我们将返回它们。
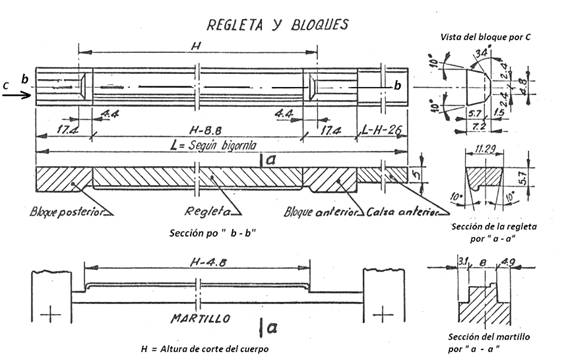
— F:做珠子:容器的主体插入用作砧的砧或鼓中,并且钩子互锁,迫使它们彼此抵靠。 在此位置,接缝通过金属块从外部敲打在砧座上,该金属块因其功能而被称为“锤子”。 锤的打击表面和受到冲击的内砧区域在每种情况下均具有合适的形状,具体取决于我们要执行的抓斗类型。
或者1:如果压接光滑锤子也是锤子,砧座上有一块带有凹槽的零件,用来容纳抓斗,该零件称为带。 参见图8。 在这种情况下,使用的浇头是图5中所示的浇头。
图nº8:条带,块和锤子的细节,用于平滑的接缝
条带的两侧有两个特殊的块,称为“块”,其任务是在打顶的区域将接缝弄平,其中厚度只有两个板厚,这两个板厚也没有磨碎而是重叠。 这实现了在影响封闭的区域中,容器的行为就好像其接缝重叠一样,也就是说,主体钩上只有两个厚度。 见图8和9。
图nº9:接缝的末端具有光滑且焊接的针脚
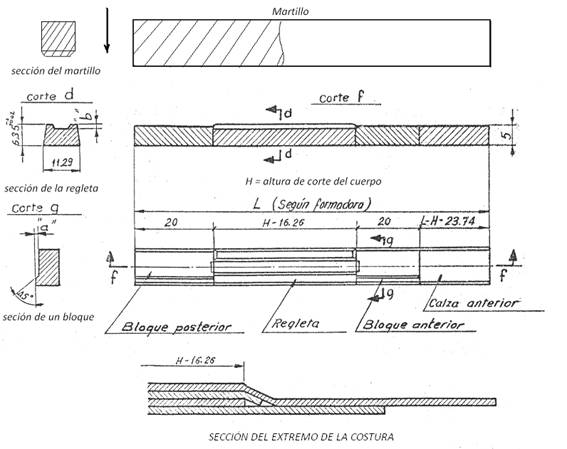
或者2:如果压接加固,锤子,带子和木块的形状与之前的情况不同,因此,当敲击链接的钩子时,它们会产生我们之前描述的加固步骤。 在图10中,定义了这些零件对于图6中反映的类型的顶部必须具有的形状和尺寸。 正如我们已经指出的那样,这组条和块位于铁砧中。
图nº10:用于加固接缝的条,块和锤子的细节
在图中可以看出,这种类型的接缝需要带有台阶的条带,以在主体内部标记内部钩子的加强台阶,而对于外部,锤子也是如此。 这些块具有倾斜的工作表面,因此当敲击锤子的末端时-弯曲-它们使接缝的边缘以预凸片的形式向外变形。 参见图11左侧的图。
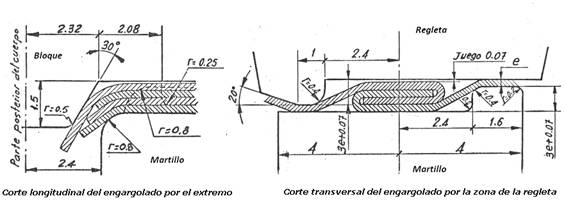
图nº11:加强接缝的末端和中心的细节
这将在以后大大方便车身法兰的实现。 不可忘记的是,该接缝由于没有焊接,因此对内部应力没有太大的抵抗力,因此,在制作法兰时,如果尚未开始,则可以在端部打开接缝。
图11还显示了右侧中心区域的接缝切口。
或者3:如果领带过度加固与前一种情况相似,带材,块和锤的轮廓变化很小
— G:最后阶段:绑定完成后,需要执行一些补充操作,具体取决于容器的目的地。
o如果是可处理的容器,接缝必须在外部用锡合金焊接,并且在固化之前必须清除多余的焊料。
o如果无法加工,并且已在接缝内部涂抹了水泥,则必须对其进行加热,以使热塑性水泥再次熔化,并纠正粘结过程中可能发生的裂纹。
要执行我们编写的所有这些阶段,您可以使用非常简单和半手动的方式,也可以使用自动设备。 我们将在下面描述这些方法。
手动程序
对于小型且用途广泛的生产,可以使用小型手动或半自动机器准备每分钟5至15个容器的低速生产线,因此我们的流程很容易。 最大的问题是它需要大量的直接人工。
由于上面已经进行了嫁接,因此我们将阐明进行嫁接的每个阶段,而无需返回其解释,我们将指出进行每个阶段的必要设备,并简要说明其工作方式。
1º。-切纸:要将马口铁或其他原材料的薄片切成扁平的尺寸,可以使用简单的手动圆刀-或剪切机-众所周知的用途就足够了,这里不需赘述。 参见照片编号12中的示例

图nº12:手动圆刀
从逻辑上讲,将需要一台机器,一台用于减小开发尺寸,另一台用于减小机身高度。
2º。-角落准备:修剪四个角或修剪两个角,再修剪两个角,需要正确使用两个小型台式压力机或一个小的修剪器。 见图13
图nº13:按下以进行浇头
每台压力机的模具包括一个固定在压力机托架上的上板,该板载有一对冲头,一个下端板在压力机工作台上,带有两个相应的模具。 在印刷机的每个行程中,根据纸张的厚度和印刷机的功率,可以使数十个本体变钝。
3º.-热塑性水泥的应用。 如果接缝是胶合的,则必须在车身平坦时(即打底后)进行施工。 它包括将一根细小的熔融水泥帘线紧靠扁平主体的左侧边缘放置,以便在折叠时形成内钩,使其保持滞留在其中。
能够执行此任务的最简单的机器可以是带有拖爪的双链输送机,它可以在支撑导轨上水平移动车身,其外表面朝下。 车身还必须通过侧向引导装置完美地运动。 沿着路径的某一点,在一侧且在车身的运动高度以下,有一个电加热的储槽,用于容纳熔融的水泥。 一个小型电动轮将其下部浸入该水箱中,并用水泥浸渍。 它的顶部与车身摩擦,在车身通过时提供了一条线性水泥线,刷过车轮的上部。
您也可以使用热塑性胶枪手动执行类似的工作。
4º.-身体构造:如果容器是圆柱形的,则将扁平体通过手动绕线器一一通过。 它由一个用来支撑主体的小桌子组成,该桌子的末端有一对或一组直径不同的辊,当旋转时会弯曲板材。 见图14。 这类机器的变体可以执行相同的功能。

图nº14:手动车身绕线或弯曲机
如果容器是矩形或非圆形,则使用小型手动弯管机在与将来容器的拐角重合的点处弯曲主体。 该机器基本上是具有不同挡块的桌子,用于将车体的后边缘靠在它们上面,从而将要弯曲的区域放在滚子上,该滚子位于桌子的末端并在同一水平线上,在第二个位置上压路机通过控制杆移动。 取决于第一辊的直径,将获得主体拐角的曲线的半径。
5.-挂钩的形成:在具有某种复杂性的机构的手动进给机上执行折叠容器的主体的侧边缘以形成将允许形成缝合的一对钩子的动作。
这台机器被指定为钩子形成器,因为它仅形成钩子,而不连接钩子。
它基本上是一个坚固的垂直支撑,带有一个上水平臂,曲轴和飞轮悬挂在该上臂上。 该曲轴通过将刀片折叠到砧板上来驱动作用在主体边缘上的刀片。 在15号照片中,以侧视图展示了这些机器的正常模型。

图15:钩形
照片16显示了从侧面通过铰接臂从曲轴驱动百日草薄片的细节。 在床单下方,您可以看到所述床单作用于其上的支撑砧。
图nº16:钩形机的机理详图
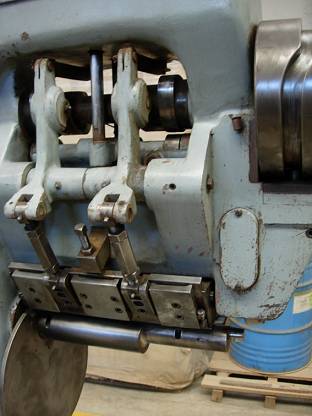
6th。-恩加尔古拉多:形成挂钩后,将车身接缝沉积在下一台机器的砧座上,用手将挂钩连接起来并将组件铆接。 这在称为平地机的砧压机上完成。 见图17

图17:Agrafadora(铁砧压机)
在其中,由曲轴移动的,带有锤子的滑架击中了位于砧座上部的条状和块状。
7º。-接缝:对于弯钩的形成及其后续的缝制,可以对先前露出的钩子进行一些变形。 这是一台同时执行两项操作的机器。 它被称为卷边或卷边,类似于钩子成型机,但由于具有双重作用,因此在形成钩子后即可进行铆接。 该设备的型号如图18所示。

图nº18:接缝机
通常,它的接缝光滑,但也可以进行加固。 砧座固定钩的操作是自动的,闩锁压力可以略有变化。 在图19中,示出了用于形成接缝的该机器的工作顺序。
与第一步骤相比,第二步骤的精确度较低,并且缝合质量较低。
8º.-士兵或拒绝:领带完成后,继续固定接头。 正如我们已经提到的,可能有两个选择。
—锡合金焊缝:在这种情况下,必须对接缝区域进行加热,例如通过使容器的主体穿过带有一连串气体打火机的传送带。 在非常热的区域,合金直接以手工形式以金属丝或电极的形式施加。 以前,在同一台输送机上,必须使用稀酸对要焊接的零件进行蚀刻。 可以用刷子或多或少地自动完成。
—胶合缝:如前所述,在成型车身之前先涂上水泥。 现在仅需重新加热接缝,从而使包裹在其中的水泥帘线再次熔化并均匀地分布在接缝中,并消除了在接缝过程中在打浆中产生的任何可能的裂缝。 可以通过使容器通过带有燃气燃烧器的输送机进行循环来施加热量,这与前面的情况类似,但是热量强度较小。
9º.-其余过程:这样,我们就完成了接缝的缝合,在包装完成之前的其余过程中,我们将不会输入它,因为这不是本文的主题。
自动过程
自动进行装订过程的机器(我们先前在手动过程中已进行过详细介绍)被称为接缝机,尽管它们也被称为“上装机”或成型机,但它们基本上是由表格组成的机器。 -或板-非常坚固,通过该容器,容器的主体在水平位置逐步前进,始终保持相同的高度。 这些机构通常是通过浸入油浴的凸轮轴从底部驱动的,因此,它们是从在剪切机上的先前操作中切割的物体开始的,它们执行一系列的顺序操作,直到完成带有其容器的容器的主体为止完成的雕刻及其适当的几何形状。
在20号照片中,您可以看到自动成型机的侧视图,在其上,不同的工作站都标有标签。 在桌子的尽头,坚固的拱门支撑着身体的形成和嫁接站。
在健美运动员中,身体通过另一条线性运动来运动,该运动由一对装有钉子的刚性杆执行。 这些酒吧来回移动。 培训师执行的连续阶段是:
-尸体一一分开:在尸体的进料器中,前者将它们从堆中取出。 该馈线包括:
o侧导板,使堆叠的车身在所有四个侧面上正确对齐。
o在这些导板的底部,刮板以棱柱形或圆柱状排列,其表面粗糙或带有小的爪子,这些刮板支撑着切屑堆,只允许一个切屑通过。
o一对交替上下移动的吸盘,可吸取并拉下接触的物体。 这种抽吸是通过真空完成的,当吸盘的臂与烟囱接触时,真空将打开,而当将主体放置在水平前进杆上时,真空将关闭。
21号照片显示了简单进纸器的俯视图,其中包含组成它的元素
-切顶和切开:它们与手动过程中使用的相同。 如上所述,通过两个冲模对来准备边缘。 模具固定在模具的工作台上,冲头上下安装在从底部驱动的支架上。
在照片中,第22号照片出现在前景中,是车身制造厂顶部区域的俯视图。
-钩子形成:在下一步中,将钩子折叠起来。 它是通过移动两对作用在两种固定的对位胺上的薄片来实现的。从成型机的每一侧一对。 在左侧,第一折页向上移动,使主体的边缘在对页上弯曲90º。 然后,通过以45º折叠对折纸上的边缘,将第二折纸从外向内水平移动。 在第22号图纸中,出现了这些图纸,并且其运动方向由箭头表示。 同样的情况发生在右侧,但是在这种情况下,第一折页向下移动。 参见图23。
图23:吊钩的形成顺序和方式
这样,我们就形成了两个钩子,它们的折叠方向相反,以便能够在下一次自动操作中轻松地将它们交织在一起。
-剥去或涂抹热塑性水泥:现在必须准备好左钩以容纳密封胶。 这是在身体形成之前的下一步中完成的。 正如我们已经指出的,可能有两个选择:
o缝制焊接:必须在内钩的外表面(左)涂上剥离剂,以便以后焊接顺利进行。这是通过在该区域中放置一小块剥离剂来完成的,该剥离剂将其掉落到毛毡轮上,当毛毡轮在其下方滑动时,毛毡轮会摩擦该毛刺。
o水泥夹紧:将水泥施加到左钩的内顶点上,使用了独立的自动设备,该设备包括以下部分: A)通过电阻使热塑性水泥熔化的沉积物。 B)一个特殊的泵,它能够将熔融的水泥从储罐驱动到施工现场。 C)隔热和绝热的臂,在泵的压力下有两条管,一条用于通向喷头,另一条用于将多余的化合物送回储罐。 D)在适当位置注入水泥的喷头。 E)用于检测主体通过的系统,该系统可打开和关闭涂药器喷嘴,从而仅在主体的钩子穿过主体的钩子之前的时间间隔内允许水泥在压力下通过。 这些团队非常专业。
-身体形态。 它在称为脚踝的鼓上制成,以使其具有近似容器的形状。 除其边缘的钩子外,迄今为止保持平坦的主体必须采用适当的容器形状。 为此,位于身体上方并容纳在前者弓中的两个近似对称的部分像鸟的翅膀一样运动,迫使身体包裹在砧周围并形成其形状。 照片24。 用两个黄色的翅膀在砧板上半封闭地显示了前者弓的后部或出口部分;在这种情况下,存在形成圆形容器主体的问题。
为了便于进行此操作,将砧座分为半圆柱体形式的两部分。 其中一个是固定的-固定壳-另一个是移动的-移动壳-首先打开和关闭。 当活动壳体关闭时,在两个部分之间形成的圆柱体的最终展开小于容器的展开。 这允许钩子在身体上相交。 当活动壳体与固定壳体分离或膨胀时,它们的接合部发展与容器的接合部重合,并且挂钩相互连接,从而使容器的主体包裹砧座。 砧座-可移动壳体-的打开和关闭运动是通过其内部倾斜平面的位移来实现的,该倾斜平面由固定在下锤上的手指驱动,该手指上下移动。
该制造过程使得可以获得非圆柱形容器。 为此,在铆接其钩子时将适当的形状赋予在其上形成主体的砧座。
-夹紧:将两个钩子钩在一起,只需铆钉该接头即可使其牢固且永久。 这是通过用锤子敲打接缝来完成的,该锤子位于砧座的下方,并具有上下往复运动。 上面已经说明了此操作。 在照片25中,可以在身体的入口部分(前部)和出口部分(后部)的两个位置看到前者的这一部分。
士兵或拒绝:与手动过程一样,完成缝合后,必须使用两个已知选项之一来固定接头。
—锡合金焊缝:为了它,尽管与前者同步,但需要一台专用的独立机器,称为焊机。 我们不会详细介绍它,我们只会说它包括: A)接缝区的加热区。 B)装有合金熔池的水箱。 C)旋转辊,其轴线平行于容器的接缝,并具有特殊的阶梯形轮廓,其下部浸入浴槽中,而上部与卷曲接缝对齐。 D)带有夹具的链条用于集装箱主体的运输系统。 当容器通过辊子时,合金接缝被浸渍。 E)通过旋转刷清洁多余合金接缝的系统。 照片#26显示了组装好的成型和焊接机的整体视图。
—胶合缝:所采用的方法与手动过程中说明的方法类似。
至此,engargolado的制作完成。 某些正在运行的设备的制造速度确实很高,达到了每分钟500多个容器的水平,这是其极高的精度。
其余操作在组成生产线的机器上执行。













0 Comments