
(محفور أو مخطوب)
ملخص
فهو يصف ما تتكون منه ، وكيف يتم ذلك وماذا يعني مع الإجراء اليدوي أو التلقائي.
ديباجة
هذا العمل له قيمة أكبر كسجل تاريخي من كونه تقريرًا تقنيًا. يكاد يتم نسيان استخدام الكلاّب في صناعة المعادن. بقيت فقط كأسلوب هامشي لبعض التطبيقات مثل التغليف الزخرفي ، لكنها كانت في أوجها في منتصف القرن العشرين. لذلك ، هذه الوثيقة مخصصة لأولئك الذين يريدون أن يعرفوا بشكل أفضل كيف تم تصنيع التغليف منذ أكثر من 50 عامًا.
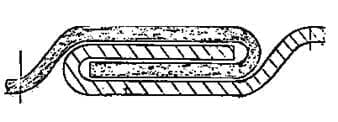
يقال أن الاتحاد بين الصفائح الفولاذية يتم عن طريق ربطة عنق أو تجعيد ، عندما يتم تشكيل خطافات في الأطراف ليتم ربطها عن طريق طي المعدن ، تكون هذه الخطافات في وضع معاكس بحيث يمكن عبورها ، كما هو الحال لاحقًا يتم ربطها وتثبيتها أو سحقها معًا ، مما ينتج عنه مفصل ثابت ومتين. يوضح الشكل 1 قسمًا من مفصل متفاقم
تعود طريقة تجميع اللحام الجانبي لهيكل الحاويات المعدنية عن طريق التماس أو التجعيد إلى منتصف القرن التاسع عشر. في البداية كانت عملية حرفية تمامًا ، كل خطوة من الخطوات يتم القيام بها والتي سنشرحها لاحقًا يدويًا بالكامل ، ولكن سرعان ما بدأت العملية تتم آليًا.
وهكذا في البداية ، كان الجسم المسطح المراد قصه منحنيًا عن طريق تمرير قالبه عبر نظام أسطوانة أو آلة لف. في عام 1861 ، حصل بيلييه في فرنسا على براءة اختراع لماكينة – آلة تجعيد – كانت قادرة على تحضير النهايات لربطها ، وطيها وتشكيل خطافات تم ربطها وشدها من الخارج.
في العقود التالية ، ظهرت آلات معينة بدرجة معينة من التعقيد. على سبيل المثال ، في عام 1883 ، اخترعت شركة Norton Brothers Company في شيكاغو صانع جسم شبه آلي (صانع أجسام) ، والذي يقوم بإجراء الخياطة عن طريق الخياطة ، باستخدام ماكينة لحام جانبية مدمجة ، تصل إلى طاقة إنتاجية تبلغ 40 جثة / دقيقة. في أقل من عقد من الزمان ، تم تحسين هذه المعدات وكانت قادرة بالفعل على تجاوز 100 فيلق / دقيقة من السلك والجنود. تم إنشاء شركة Norton Brothers في عام 1868 في توليدو (أوهايو) ، وكانت في البداية شركة لتعليب الخضروات ، والتي قامت بتصنيع الحاويات الخاصة بها ، على الرغم من أنها كانت مخصصة لاحقًا لهذه الأخيرة فقط.
ظلت طريقة خياطة الحاوية بالتغليف سارية لأكثر من 125 عامًا ، ولكن منذ عقد “70” من القرن العشرين ، انخفض استخدامها بطريقة عامة عندما ، لأسباب صحية ، استخدام القصدير لحام الرصاص ، كعنصر لإصلاح التجعيد. هذا يعني عدم القدرة على استخدام هذا النوع من الروابط لتغليف المواد الغذائية. لهذا السبب ، يعد استخدامه اليوم هامشيًا ، فقط للعلب والعلب غير القابلة للمعالجة ، والتي تستخدم غراء لدن بالحرارة لتحقيق إحكام معين.
الأنواع
هناك بعض المتغيرات في طريقة أداء ربطة العنق ، ليس فقط بسبب حجم الخطافات ، والتي يتراوح عرضها عادة بين 2 إلى 3 مم ، ولكن بسبب ترتيبها. يمكن تصنيفها إلى ثلاث مجموعات.
1º.-Graffito ناعم :
الشكل الأول هو الشكل الموضح في الشكل 2 ، وفي هذه الحالة يكون الخطاف الخارجي في نفس مستوى الجدار الخارجي للجسم ، أي أنه لا يقدم أي راحة ، على العكس من ذلك ، فإن الخطاف الداخلي لديه خطوة عند انها بداية. هذا النوع من التماس له الخصائص التالية:
– المظهر الجمالي للغاية ، حيث يظهر سطح أملس من الخارج.
– لديه خطر معين من فك الخطاف بسبب الضربات ، حيث أن الخطاف الخارجي لا يوجد لديه أي توقف يمنع حركته ، على العكس من ذلك ، الداخل كذلك ، لأن خطوة الخطاف الداخلي تقلل من إمكانية انزلاقه.
– لهذا السبب ، يجب تأكيد هذا النوع من العقص بمساهمة اللحام. يتم تطبيقه من الخارج ويودع في أخدود المفصل. يتم استخدام سبيكة من الرصاص والقصدير – بنسبة متغيرة تتراوح بين 2 إلى 33٪ من القصدير – والتي تخترق النقطة أ – انظر الشكل رقم 2 – وتنتشر عن طريق الشعيرات الدموية عبر الجزء الداخلي من الكسب غير المشروع.
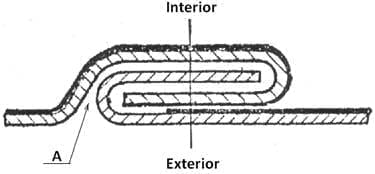
الشكل رقم 2: ربطة عنق ناعمة
يتم استخدامه قليلًا جدًا اليوم ، على الرغم من أنه كان من قبل الأكثر شيوعًا حيث كان يستخدم للحاويات التي تخضع لعملية حرارية ، وهي في الأساس جميع المحميات.
2. – عززت التعادل
في هذا النوع ، كلا الخطافين لهما خطوة أو شطب في بدايته ، وبالتالي يعزز كل منهما الآخر ويمنع فك الارتباط المحتمل إلى درجة معينة. يظهر مثال في الشكل 3.
من الناحية الجمالية ، فهي أقل تفضيلًا من النوع السابق ، ولكن في الحاويات المطبوعة بالكامل بالحجر ، فإنها تمر دون أن يلاحظها أحد تقريبًا إذا لم تكن مستديرة الشكل ، ويتم إجراء التماس ليتزامن مع زاوية الزجاجة.
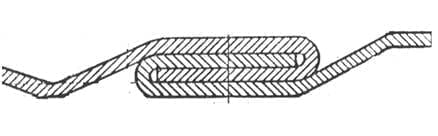
الشكل رقم 3: غرافيتو مقوى
يستخدم هذا التصميم للحاويات غير الملحومة ، ولكن مع إضافة الأسمنت بالحرارة لتحقيق الختم. بالإضافة إلى الختم ، فإن هذا الأسمنت يساعد على إبقاء الخطافات ملتصقة ببعضها البعض. لذلك لا يمكن استخدامها في المحميات. إذا كان لديك مجال واسع للتطبيق في علب الزيوت النباتية والمعادن والدهون والدهانات …
3º. – متدرج أكثر من اللازم
إنها مجموعة متنوعة من الحالة السابقة ، حيث تكون الدرجات ذات ارتفاع أكبر ، وتتجاوز سمك engargolado. انظر الشكل 4. إنه يمنحها أمانًا ميكانيكيًا فائقًا. له تطبيقه الرئيسي في الوصلات بدون أي نوع من عناصر الختم ، أي بدون لحام أو أسمنت ، وفي أشكال معقدة من الحاويات التي تولد ضغطًا أكبر على التماس ، مثل الحاويات المستطيلة بزوايا نصف قطرها الصغيرة.
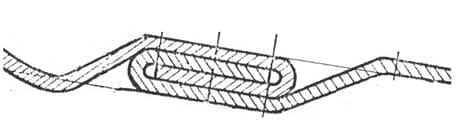
شكل رقم 4: جديلة مقواة بشكل مفرط
المراحل
يتضمن تشكيل التماس الجانبي الموسع في حاوية معدنية التسلسل التالي من العمليات أو المراحل:
– ج: قطع الصفائح المعدنية – مادة خام – على شكل قطع مناسبة للتطوير الهندسي لجسم الحاوية بالإضافة إلى القسم الإضافي اللازم لتشكيل الخطافات هذه الإضافة تسمى “خسارة التجعيد” ، وتختلف حسب عرض الخطافات بين 5 إلى 10 مم.
– ب: تجهيز الزوايا . حتى لا تحتوي نهايات التماس على سمك مفرط يمنع الإغلاق الجيد للقاع في هذه المنطقة ، يتم التخلص من جزء من المادة في الزوايا. إذا كانت حواف التماس سميكة بأربعة ، فسيكون الخطاف السفلي مشوهًا ومتناثرًا في الإغلاق ، مما ينتج عنه تسرب في هذه المنطقة. لذلك ، في هذه النقاط ، يجب إزالة كمية معينة من الورقة للتأكد من وجود سمكين فقط. تسمى هذه العملية “القمة” ، وتختلف في شكل وكمية المواد المقطوعة في الزوايا حسب نوع القطع المراد تنفيذه. تبسيط الكثير هناك نوعان من الإضافات:
أو أنا .- للحصول على تصنيف سلس وملحم : الطبقة المناسبة هي تلك الموضحة في الشكل 5. هذا الجزء العلوي مناسب لخسارة تجعيد قدرها 6.4 ملم.بالنسبة للخسائر الأخرى ، يكون التصميم مشابهًا ولكن بأبعاد مختلفة قليلاً.
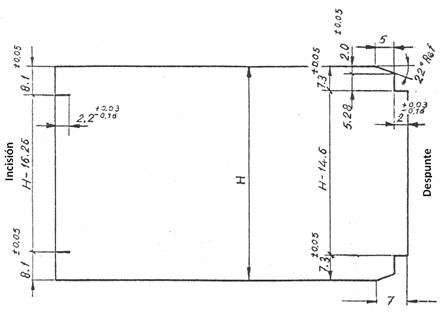
الشكل رقم 5: القطع والشق للقصاصات المسطحة والملحومة
على الجانب الأيسر ، لا توجد طبقة علوية ، ولكن يتم عمل شقين موازيين للقاعدة مما يؤدي إلى ظهور مناطق متداخلة – غير مجعدة – عند نهايات التماس. في وقت لاحق سوف نوضح السبب.
أو II.- للرباط المقوى أو المقوى بشكل مفرط ، مع أو بدون الأسمنت بالحرارة: في هذا الخيار يتم احتلال المرتبة الأولى في الزوايا الأربع. على الرغم من الاختلاف في كل جانب. يمثل الرسم 6 حالة خاصة من هذا النوع ، لخسارة تجعيد تبلغ 7.6 مم
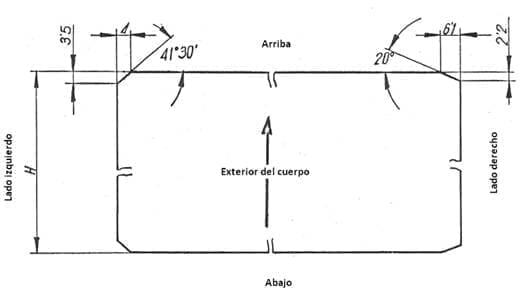
الشكل رقم 6: غطاء للرباط المقوى والأسمنت
– ج: تشكيل الخطاف: الخطوة التالية هي تشكيل خطافات للربطة ، من خلال طي الحواف الجانبية للجسم بزاوية 45 درجة تقريبًا. يوضح الرسم رقم 7 ترتيب هذه الخطافات وطولها ، من الداخل والخارج ، اعتمادًا على الخسارة المتوقعة للتطعيم. يتم أيضًا تقديم الصيغ الأساسية لتحديدها.
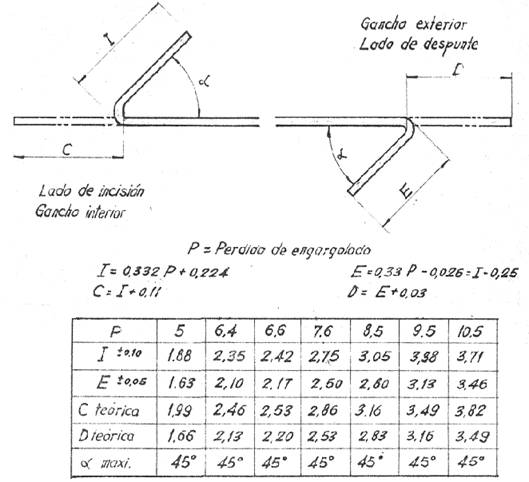
الشكل رقم 7: تشكيل الخطاف
– D: تخليل أو تطبيق الأسمنت بالحرارة: بمجرد تشكيل الخطافات ، اعتمادًا على نوع المفصل الذي سيتم تطبيقه في التماس ، هناك 3 خيارات:
أو أ- إذا كان سيتم تطبيق لحام سبيكة القصدير على التماس ، فقم بفك الوجه الخارجي للخطاف الداخلي – إلى اليسار – بحمض مخفف مناسب.
ب- ضع حبة من الإسمنت الحراري المصهور على الرأس الداخلي للخطاف الأيسر الداخلي. إذا كانت عملية التصنيع المستخدمة يدوية ، يتم هذا التطبيق قبل التثبيت. سيتم توضيح ذلك لاحقًا.
أو C.- اترك الخطافات كما هي ، إذا لم يتم تطبيق أي نوع من وصلات مانع التسرب.
– هـ: تكوين الجسم: يجب إعطاء جسم الحاوية بشكل دائري أو مستطيل أو أي شكل آخر حسب شكل العلبة. يمكن تنفيذ هذه العملية في نقاط مختلفة من العملية. إذا كانت تلقائية ، يتم إجراؤها الآن ، ولكن إذا كانت يدوية ، يتم ذلك من قبل ، مباشرة بعد التشذيب. سنعود إليهم عندما نفصل كلتا العمليتين.
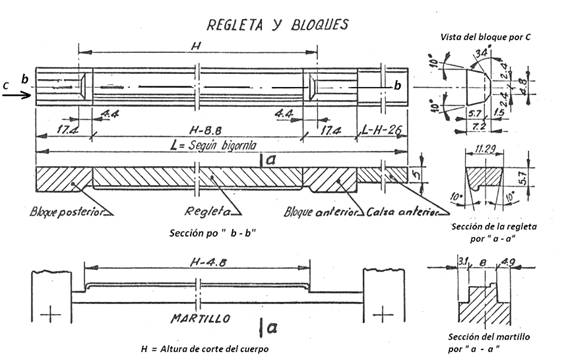
– F: صنع الديكور: يتم إدخال جسم الحاوية في سندان أو أسطوانة تعمل كسندان ، وتكون الخطافات متشابكة ، مما يجبرها على دعامة ضد بعضها البعض. في هذا الموضع ، يتم ضرب خط اللحام خارجيًا على السندان ، بواسطة كتلة معدنية تتلقى اسم “المطرقة” بسبب الوظيفة التي تؤديها. كل من السطح المضرب للمطرقة ومنطقة السندان الداخلي التي تتلقى التأثير ، لهما شكل مناسب في كل حالة اعتمادًا على نوع التصارع الذي نريد القيام به.
أو 1: إذا كان التجعيد ناعمًا المطرقة هي أيضًا مطرقة ، والسندان به قطعة ذات أخدود يحتوي على كلاب ، وتسمى هذه القطعة الشريط. انظر الشكل 8. في هذه الحالة ، فإن الطبقة العلوية المستخدمة هي الموضحة في الشكل 5
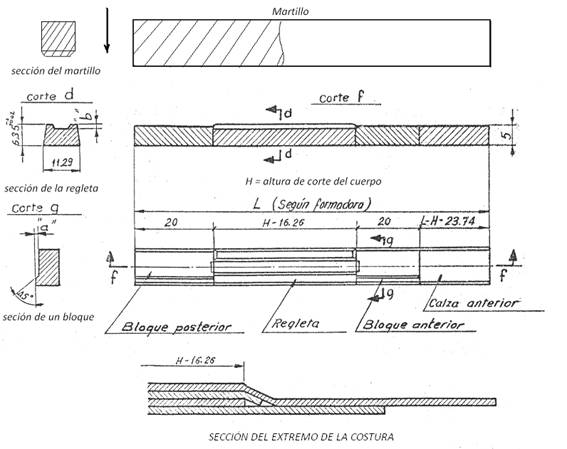
الشكل رقم 8: تفاصيل الشريط والكتل والمطرقة لدرزة ناعمة
يوجد على جانبي الشريط قطعتان خاصتان تسمى “الكتل” ، وتتمثل مهمتها في تسطيح التماس في المناطق التي تم فيها صنع الطبقة العلوية ، حيث يبلغ سمكها سماكتين فقط ، وهي أيضًا غير مبشورة ولكنها متداخلة . هذا يحقق أنه في المناطق التي تؤثر على الإغلاق ، تتصرف الحاوية كما لو كانت متداخلة ، أي بسمك اثنين فقط في خطاف الجسم. انظر الشكلين 8 و 9.
الشكل رقم 9: نهاية التماس بخياطة ناعمة وملحومة
أو 2: إذا تم تقوية التجعيد يختلف شكل المطرقة والشريط والكتل عن الحالة السابقة ، بحيث عند ضرب الخطافات المتصلة ، فإنها تنتج خطوات التعزيز التي وصفناها سابقًا. في الرسم 10 ، يتم تحديد الأشكال والمقاييس التي يجب أن تحتوي عليها هذه القطع لتتصدر من النوع المنعكس في الرسم 6. كما أشرنا بالفعل ، فإن مجموعة الشريط والكتل موجودة في السندان.
الشكل رقم 10: تفاصيل الشريط والكتل والمطرقة للدرز المقوى
في الشكل ، يمكن ملاحظة أن هذا النوع من التماس يتطلب شريطًا بخطوة ، لتمييز خطوة التعزيز للخطاف الداخلي في داخل الجسم ، والمطرقة هي نفسها بالنسبة للخارج. تحتوي الكتل على سطح عمل مائل ، بحيث عند ضرب أطراف المطرقة – المنحنية – فإنها تشوه حواف التماس في شكل علامة تبويب مسبقة للخارج. انظر الرسم على الجانب الأيسر من الشكل 11.
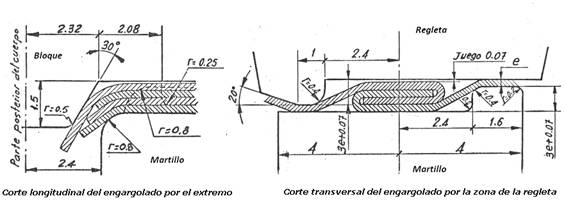
الشكل 11: تفاصيل نهاية ومركز التماس المقوى
هذا فيما بعد سيسهل بشكل كبير تحقيق شفة الجسم. لا ينبغي أن ننسى أن هذا التماس ، نظرًا لأنه غير ملحوم ، لا يقدم مقاومة كبيرة للضغط الداخلي ، وبالتالي عند صنع الحافة ، إذا لم تكن قد بدأت بالفعل ، يمكن أن تفتح التماس في النهايات.
يوضح الشكل 11 أيضًا قطعًا في التماس في منطقته المركزية على اليمين.
أو 3: إذا تم تعزيز ربطة العنق بشكل مفرط إنها حالة مشابهة للحالة السابقة مع اختلافات صغيرة في التشكيلات الجانبية للشريط والكتل والمطرقة
– G: المرحلة النهائية: بمجرد الانتهاء من الربط ، يلزم إجراء بعض العمليات التكميلية ، والتي تعتمد على وجهة الحاوية.
o إذا كانت حاوية قابلة للمعالجة و يجب أن يتم لحام التماس خارجيًا بسبيكة القصدير ، ويجب تنظيف اللحام الزائد قبل أن يصلب.
o إذا كان الأسمنت غير قابل للمعالجة وتم تطبيقه داخل خط اللحام ، فيجب تسخينه حتى يذوب الأسمنت البلاستيكي الحراري مرة أخرى ويصحح أي تشققات محتملة قد تكون حدثت به أثناء الالتصاق.
لتنفيذ كل هذه المراحل التي كتبناها ، يمكنك استخدام وسائل بسيطة جدًا وشبه يدوية أو استخدام معدات آلية. سوف نصف هذه الوسائل أدناه.
عملية يدوية
بالنسبة للإنتاج الصغير والمتعدد الاستخدامات ، يمكن إعداد خط تصنيع منخفض السرعة ، بين 5 إلى 15 حاوية في الدقيقة ، باستخدام آلات صغيرة يدوية أو نصف آلية ، وبالتالي سيكون لدينا عملية سهلة. أكبر مشكلتها هي أنها تتطلب الكثير من العمالة المباشرة.
سنعلن عن كل مرحلة من مراحل إجراء التطعيم ، وبدون الرجوع إلى شرحه ، نظرًا لأننا قمنا بذلك بالفعل أعلاه ، سنشير إلى المعدات اللازمة لتنفيذ كل مرحلة وبإيجاز كيف يعمل.
1º. – قص الورقة : لقطع الصفائح ، من الصفيح المقصدري أو غيره من المواد الخام ، إلى أبعاد الأجسام المسطحة ، يكفي استخدام قاطع دائري يدوي بسيط – أو قص – وهو معروف جيدًا ولا يستحق مزيدًا من التفاصيل. شاهد المثال في الصورة رقم 12

الشكل رقم 12: القاطع الدائري اليدوي
منطقيا ، ستكون هناك حاجة إلى زوج من الآلات ، أحدهما لقطع أبعاد التطوير والآخر لارتفاع الجسم.
2º. – إعداد الزوايا : يتطلب تقليم الزوايا الأربع أو تقليم الزاويتين وشق الزوايا الأخرى استخدام مكابس صغيرة أعلى البدلاء بشكل صحيح أو تشذيب صغير. انظر الشكل رقم 13
الشكل رقم 13: اضغط لتتصدر
تتكون الأدوات الخاصة بكل مكبس من لوحة علوية – مثبتة في عربة الضغط – والتي تحمل زوجًا من اللكمات وأخرى سفلية – على طاولة الضغط – مع القوالب المقابلة. في كل ضربة للضغط ، يمكن شد عشرات الجثث ، اعتمادًا على سمك الورقة وقوة آلة الضغط.
3º. – تطبيق الأسمنت بالحرارة . إذا تم لصق التماس ، فيجب تطبيقه عندما يكون الجسم مسطحًا ، أي بعد القمة. إنه ينطوي على وضع سلك صغير من الأسمنت المصهور بالقرب من الحافة الجانبية اليسرى من الجسم المسطح ، بحيث يظل مستقرًا فيه عند ثنيه لتشكيل الخطاف الداخلي.
يمكن أن تكون أبسط آلة قادرة على تنفيذ هذه المهمة عبارة عن ناقل مزدوج السلسلة بمخالب سحب ، والذي يترجم الجسم أفقيًا على أدلة الدعم ، مع وجهه الخارجي إلى الأسفل. يجب أن يتحرك الجسم أيضًا بشكل مثالي بواسطة المرشدين الجانبيين. عند نقطة واحدة على طول المسار ، على جانب واحد وتحت مستوى حركة الجسم ، يوجد خزان يتم تسخينه كهربائيًا يحتوي على الأسمنت المصهور. تغمر عجلة صغيرة مزودة بمحرك الجزء السفلي منها في هذا الخزان ، وتشرب نفسها بالإسمنت. يحتك الجزء العلوي منه بالجسم ، مما يوفر سلكًا طوليًا من الأسمنت أثناء مرور الجسم ، ويمرر العجلة من خلال الجزء العلوي منها.
يمكنك أيضًا استخدام مسدس تطبيق الغراء بالحرارة الذي يؤدي وظيفة مماثلة يدويًا.
4º. – شكل الجسم : إذا كانت الحاوية أسطوانية ، يتم تمرير الأجسام المسطحة واحدة تلو الأخرى من خلال جهاز لف يدوي. يتكون من طاولة صغيرة لدعم الأجسام ، وفي نهايتها زوج أو مجموعة بكرات ذات قطر مختلف ، والتي عند الدوران تنحني الورقة. انظر الشكل 14. هناك متغيرات لهذا النوع من الآلات يمكنها أداء نفس الوظيفة.

الشكل رقم 14: آلة لف أو ثني الجسم يدويًا
إذا كان للحاوية شكل مستطيل أو غير دائري ، يتم استخدام أداة ثني يدوية صغيرة لثني الأجسام عند النقاط التي تتزامن مع زوايا الحاوية المستقبلية. هذه الآلة هي في الأساس طاولة ذات نقاط توقف مختلفة ، لوضع الحافة الخلفية للجسم مقابلها ، وبالتالي وضع المنطقة المراد ثنيها على بكرة ، تقع في نهاية الطاولة وعلى نفس المستوى ، والتي عليها ثانية تعمل الأسطوانة ، وتحرك بندر بواسطة رافعة. اعتمادًا على قطر الأسطوانة الأولى ، سيتم الحصول على نصف قطر منحنى زاوية الجسم.
5.- تشكيل الخطافات: يتم إجراء عملية طي الحواف الجانبية لجسم الحاوية ، لتشكيل زوج من الخطافات التي تسمح بتشكيل الغرز ، على آلة تغذية يدوية ، مع آلية من بعض التعقيد.
تم تصنيف هذه الآلة على أنها خطاف سابق لأنها تشكل الخطافات فقط ولكنها لا تربطها.
إنه أساسًا دعامة رأسية قوية بذراع أفقي علوي يتدلى منه العمود المرفقي مع دولاب الموازنة. يقود هذا العمود المرفقي الشفرات التي تعمل على حواف الجسم عن طريق طيها على سندان. في الصورة رقم 15 ، يتم تقديم نموذج عادي لهذه الآلات ، في العرض الجانبي.

الشكل رقم 15: خطاف سابق
تُظهر الصورة 16 تفاصيل محرك صفيحة بلاجادورا على جانب واحد من العمود المرفقي من خلال أذرع مفصلية. أسفل الورقة يمكنك رؤية سندان الدعم الذي تعمل عليه الأوراق المذكورة.
الشكل رقم 16: تفاصيل آلية المشبك السابق
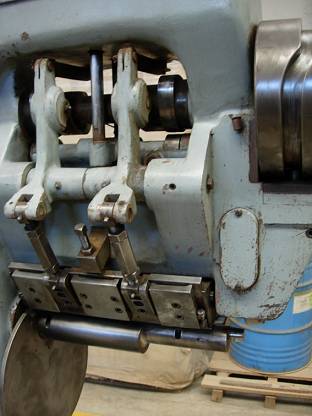
6 – انجارغولادو: بمجرد تشكيل الخطافات ، يتم ترسيب خط اللحام على سندان الآلة التالية ، ويتم ربط الخطافات يدويًا ويتم تثبيت التجميع. يتم ذلك على مكبس سندان يسمى ممهد. انظر الشكل رقم 17

الشكل 17: أغرافادورا (مطبعة سندان)
في ذلك ، يتم تحريك عربة تحمل المطرقة بواسطة العمود المرفقي ، وتضرب الشريط والكتل الموجودة في الجزء العلوي من السندان.
7º. – التماس : لتشكيل الخطافات وخياطتها اللاحقة ، هناك متغير محتمل لتلك التي عُرضت سابقًا. إنها آلة تقوم بكلتا العمليتين في وقت واحد. يطلق عليه العقص أو العقص وهو مشابه لمشكل الخطاف ولكن بفضل التأثير المزدوج ، فإنه يقوم بالتثبيت بعد تشكيلها. يظهر نموذج لهذا الجهاز في الصورة 18.

الشكل 18: آلة الاغلاق
عادة ما يعمل التماس سلس ، ولكن يمكنك أيضًا القيام بالتعزيز. يتم تشغيل خطاف تثبيت السندان تلقائيًا ، ويمكن أن يتنوع ضغط الإغلاق قليلاً. في الرسم رقم 19 تم عرض تسلسل عمل هذه الآلة لتشكيل اللحام.
هذا الإجراء الثاني أقل دقة ويعطي جودة خياطة أقل من الأولى.
8º.- الجندي أو الانقلاب: بمجرد الانتهاء من التعادل ، تابع لتأمين المفصل. كما ذكرنا بالفعل ، قد يكون هناك خياران.
– التماس الملحومة سبائك القصدير : في هذه الحالة ، يجب تسخين منطقة اللحام ، على سبيل المثال عن طريق تمرير جسم الحاوية عبر ناقل به بطارية من ولاعات الغاز. في المنطقة شديدة الحرارة ، يتم وضع السبيكة يدويًا يدويًا على شكل سلك أو قطب كهربائي. في السابق ، وعلى نفس الناقل ، يجب حفر الجزء المراد لحامه بحمض مخفف. يمكن أن يتم ذلك باستخدام فرشاة أكثر أو أقل تلقائيًا.
– التماس الأسمنتي : تم وضع الأسمنت كما سبق شرحه قبل تشكيل الجسم. الآن الأمر يتعلق فقط بإعادة تسخين خط اللحام ، بحيث يذوب الحبل الأسمنتي ، الذي كان محاطًا بداخله ، مرة أخرى ويتم توزيعه بالتساوي داخله ويزيل أي تشققات محتملة ناتجة عن الضرب أثناء الإغلاق. يمكن أن يتم تطبيق الحرارة عن طريق تدوير الحاوية عبر ناقل به مواقد غاز ، على غرار الحالة السابقة ، ولكن مع كثافة حرارة أقل.
9º. – باقي العملية: بهذا نكون قد انتهينا من خياطة التماس ، وبقية العملية حتى تنتهي العبوة ولن ندخلها لأنها ليست موضوع هذه المقالة.
عملية تلقائية
تسمى الآلات التي تقوم تلقائيًا بعملية الربط ، والتي قمنا بتفصيلها مسبقًا في العملية اليدوية ، بآلات اللحام ، على الرغم من أنها تُعرف أيضًا باسم “صانعي الأجسام” أو آلات التشكيل. وهي آلات تتكون أساسًا من طاولة – أو لوح – متين للغاية ، يتقدم من خلاله جسم الحاوية مرحلة تلو الأخرى في وضع أفقي ، مع الحفاظ دائمًا على نفس المستوى. يتم تشغيل الآليات من الأسفل عبر أعمدة الكامات ، وعادة ما تكون مغمورة في حمام زيت ، وبالتالي ، بدءًا من الأجسام المقطوعة في العملية السابقة على المقص ، فإنها تنفذ سلسلة من العمليات المتتابعة ، حتى يتم الانتهاء من جسم الحاوية مع النقش النهائي وشكله الهندسي المناسب.
في الصورة رقم 20 ، يمكنك رؤية منظر جانبي للسابق التلقائي ، وعليه يتم تمييز محطات العمل المختلفة بالملصقات. في نهاية الطاولة ، يوجد قوس قوي يدعم محطة تشكيل الجسم والتطعيم.
يتحرك الجسم في صانع الأجسام بحركة خطية بديلة ، يؤديها زوج من القضبان الصلبة المجهزة بمسامير. تتحرك هذه القضبان ذهابًا وإيابًا. المراحل المتعاقبة التي يؤديها المدرب هي:
– فصل الجثث واحدًا تلو الآخر: في مغذي الجثث ، يأخذ الأول كل واحد منهم من كومة. يتكون هذا المغذي من:
o الموجهات الجانبية ، التي تعمل على توسيط كومة الأجسام في محاذاة صحيحة على الجوانب الأربعة.
o في قاعدة هذه الأدلة ، يتم ترتيب الكاشطات في شكل موشوري أو أسطواني ، بسطحها الخشن أو بمخالب صغيرة ، والتي تدعم كومة الأجسام المقطوعة وتسمح بمرور واحد منها فقط.
o زوج من أكواب الشفط ، بحركة عمودية ترددية ، تمتص الجسم الذي يلامسه وتسحبه. يتم هذا الشفط عن طريق الفراغ ، والذي يفتح عندما يكون ذراع أدوات الشفط على اتصال مع المكدس ، ويغلق عند وضع الجسم على قضبان التقدم الأفقية.
تُظهر الصورة رقم 21 منظرًا علويًا لوحدة تغذية بسيطة ، حيث يمكن تقدير العناصر المكونة لها
– القمة والشق: هي نفسها المستخدمة في العمليات اليدوية. كما هو موضح أعلاه ، يتم تحضير الحواف عن طريق اثنين من أزواج مثقوبة. يتم تثبيت القوالب على طاولة السابق ، وتتحرك اللكمات لأعلى ولأسفل مثبتة على دعامات مدفوعة من الأسفل.
في الصورة رقم 22 يظهر في المقدمة منظر علوي لمنطقة القمة في صانع الجسم.
– تشكيل الخطاف: في الخطوة التالية ، يتم طي الخطافات. يتم تحقيق ذلك من خلال حركة زوجين من الأوراق التي تعمل على اثنين من الأمينات المضادة الثابتة ؛ زوج واحد من كل جانب من آلة التشكيل. على الجانب الأيسر ، تنثني الورقة المطوية الأولى ، في حركة تصاعدية ، حافة الجسم بزاوية 90 درجة على الورقة المقابلة. يتم بعد ذلك تحريك الورقة المطوية الثانية أفقيًا من الخارج إلى الداخل عن طريق طي الحافة فوق الورقة المضادة عند 45 درجة. تظهر هذه الأوراق في الرسم رقم 22 وتمثل اتجاهات حركتها بالسهام. يحدث الشيء نفسه على الجانب الأيمن ، ولكن في هذه الحالة ، يكون للورقة المطوية الأولى حركة هبوطية. انظر الرسم 23.
شكل رقم 23: تسلسل تشكيل الخطاف ووضعه
هذه هي الطريقة التي شكلنا بها الخطافين مع الطي بترتيب عكسي حتى نتمكن من تشابكهما بسهولة في العملية التلقائية التالية.
– تقشير أو وضع الإسمنت بالحرارة: الآن يجب تحضير الخطاف الأيسر لاستقبال المادة المانعة للتسرب. يتم ذلك في الخطوة التالية ، قبل تكوين الجسم. كما أشرنا بالفعل ، قد يكون هناك خياران:
o التماس الملحوم: من الضروري وضع أداة تعرية على الوجه الخارجي للخطاف الداخلي – إلى اليسار – حتى يتدفق اللحام جيدًا بعد ذلك. يتم ذلك عن طريق رواسب صغيرة من المتعرية الموجودة في هذه المنطقة ، والتي تسقطها على عجلة محسوسة ، والتي تحك الخطاف عندما تنزلق تحتها.
o التثبيت المعزز: لتطبيق الأسمنت على الرأس الداخلي للخطاف الأيسر ، يتم استخدام جهاز آلي مستقل يتكون من الأجزاء التالية: أ) رواسب اندماج الإسمنت بالحرارة بواسطة مقاومات كهربائية. ب) مضخة خاصة قادرة على دفع الأسمنت المنصهر من الخزان إلى نقطة التطبيق. ج) ذراع معزول حرارياً ومعزول حرارياً ، به أنبوبان تحت ضغط من المضخة ، أحدهما للذهاب إلى فوهة القضيب ، والآخر لإعادة المركب الزائد إلى الخزان. د) فوهة قضيب تقوم بحقن الأسمنت في النقطة المناسبة. هـ) نظام لاكتشاف ممر الجسم ، يفتح ويغلق فوهة القضيب ، بحيث يسمح فقط للأسمنت بالمرور تحت الضغط خلال الفترة الزمنية التي يمر فيها خطاف الجسم أمامه. هذه الفرق متخصصة للغاية.
– تشكيل الجسم. وهي مصنوعة على أسطوانة تسمى الكاحل لإعطائها الشكل التقريبي للحاوية. يجب أن يتخذ الجسم الذي ظل مستويًا حتى الآن ، باستثناء الخطافات على حوافه ، الشكل المناسب للحاوية. لهذا الغرض ، قطعتان متماثلتان تقريبًا ، تقعان فوق الجسم وموضعتان في قوس الأول ، تتحركان مثل أجنحة الطائر ، مما يجبر الجسم على الالتفاف حول السندان واتخاذ شكله. صورة رقم 24. يُظهر الجزء الخلفي أو الجزء الخارج من قوس سابق بجناحين – باللون الأصفر – شبه مغلق على السندان ؛ في هذه الحالة يتعلق الأمر بتشكيل جسم حاوية دائري.
لتسهيل هذه العملية ، يتم تقسيم السندان إلى جزأين على شكل نصف أسطوانات. أحدهما ثابت – غلاف ثابت – والآخر متحرك – غلاف متحرك – يفتح ويغلق من الأول. عند إغلاق الغلاف المتحرك ، يكون التطور الناتج للأسطوانة المتكونة بين الجزأين أقل من تطور الحاوية. هذا يسمح للخطافات الموجودة على الجسم بالتقاطع. عندما تنفصل الغلاف المتحرك عن الغلاف الثابت ، أو يتمدد ، يتزامن تطور مفصلهما مع تطور الحاوية ويتم ربط الخطافات ، مما يحافظ على جسم الحاوية يلف السندان. يتم تحقيق حركة فتح وإغلاق السندان – الغلاف المتحرك – عن طريق إزاحة الطائرات المائلة داخلها ، والتي يتم تشغيلها بإصبع ، والتي تتحرك لأعلى ولأسفل ، مثبتة بالمطرقة السفلية.
تتيح عملية التصنيع هذه الحصول على حاويات غير أسطوانية. لهذا ، يتم إعطاء الشكل المناسب للسندان الذي تشكل عليه الجسم وقت تثبيت خطافه.
– مثبت: ربط الخطافين تحتاج فقط إلى برشام هذا الاتحاد لجعله ثابتًا ودائمًا. يتم ذلك عن طريق ضرب خط التماس بواسطة المطرقة الموجودة أسفل السندان والمجهزة بحركة ترددية تصاعدية إلى أسفل. سبق شرح هذا الإجراء أعلاه. في الصورة 25 ، يمكن رؤية هذا الجزء من الأول في وضعين ، عند مدخل الجسم – الأمامي – وفي الجزء الخلفي – الخلفي.
الجندي أو الانقلاب: كما هو الحال في العملية اليدوية ، بمجرد الانتهاء من الخياطة ، يجب تأمين الاتحاد بأحد الخيارين المعروفين بالفعل
– التماس الملحومة سبائك القصدير: لذلك و مطلوب آلة محددة ومستقلة ، على الرغم من مزامنتها مع السابق ، تسمى آلة لحام. لن ندخل في تفاصيله ، بل نقول فقط أنه يتكون من: أ) منطقة تسخين منطقة التماس. ب) خزان مع حمام سبيكة مصهورة. ج) أسطوانة دوارة ، يكون محورها موازيًا لدرز الحاوية ، بمظهر جانبي متدرج خاص ، مع جزءها السفلي مغمور في الحمام والجزء العلوي محاذي للتماس المجعد. د) نظام نقل لجسم الحاوية بسلسلة بمشابك. عندما تمر الحاوية فوق الأسطوانة ، يتم تشريب خط اللحام السبيكي. هـ) نظام لتنظيف شقوق السبيكة الزائدة بفرشاة دوارة. تُظهر الصورة رقم 26 منظرًا عامًا لآلة التشكيل واللحام المجمعة.
– التماس الأسمنتي : يتم تطبيق وسائل مشابهة لتلك الموضحة للعملية اليدوية.
في هذه المرحلة ، ينتهي صنع إنجارغولادو. كانت سرعات تصنيع بعض المعدات التي كانت قيد التشغيل عالية جدًا ، حيث وصلت إلى أكثر من 500 حاوية / دقيقة ، نظرًا لكونها ميكانيكية عالية الدقة.
يتم تنفيذ بقية العمليات على الآلات التي يتكون منها خط التصنيع.













0 Comments