表面粗糙度与清漆质量的关系
有时,涂有众所周知的清漆并在完美指定条件下施涂的马口铁会表现出异常差的物理抵抗性能。 在这些情况下,通常归咎于清漆批次或过程本身,尽管同一批清漆导致其他应用完全正确,
除了马口铁表面上油或钝化的问题,很少有人认为问题可能与钢材的表面光洁度有关,技术上称为表面粗糙度,因为这是钢铁工业贡献的一个特性信息很少,参考 2001 年标准 UNE-EN 10202 或其美国或日本类似标准中定义的定义和特征。
在本标准中,表面光洁度被定义为“包装产品的表面外观,由钢材的表面特性和涂层条件决定”,并由称为 Ra(平均粗糙度)的参数决定。
尽管该参数是标准中定义的参数,但它仍然是一个以非常笼统的方式定义钢表面特性的术语,因为它是粗糙度的“算术平均值”,表示具有较宽的公差范围,并且它适用于钢材,不适用于成品,因此通过表面涂层减弱。

从上图中可以看出,实际粗糙度比标准中定义的术语所指示的粗糙度更不规则。
我们还需要知道其他粗糙度参数,以便我们确定什么是粗糙度的“真实”高度,以评估这如何影响我们的清漆质量。 这被定义为 Rmax,即最高峰在粗糙度轮廓最近谷上的最大高度。
当我们在马口铁表面涂上液体清漆时,由于其良好的润湿性,它覆盖了表面,并填充了马口铁表面由于粗糙度而出现的山谷。 我们通过表面上的平均重量来评估涂漆的量,但是很难测量所述涂漆层的厚度,尽管如果我们知道干漆的密度(不是液体,因为它看起来像液体)可以粗略地完成在大多数清漆的技术表中)。
因此,如果我们考虑溶剂的平均密度为 0 , 88,则液体密度为 1.05 克/毫升且固体百分比为 40% 的清漆的固体清漆密度约为 1.30 克/毫升克/毫升。 涂装重量为 5 克/平方米的清漆薄膜的平均层厚为 3.8 微米米(微米)。
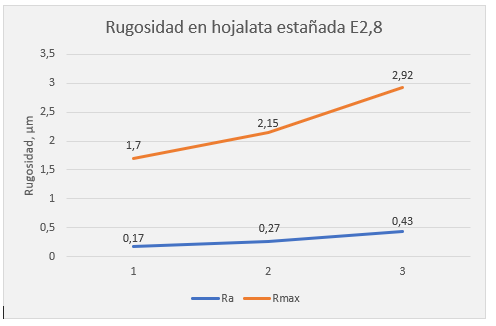
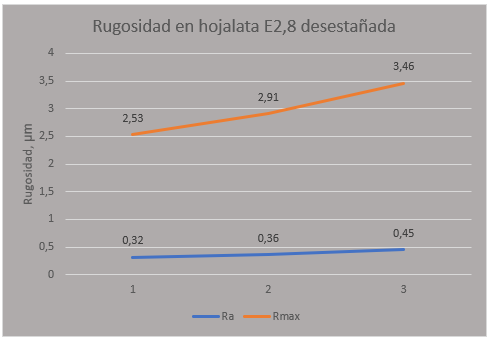
当我们用马口铁进行粗糙度研究时,马口铁为 2.8 gr/m²(锡膜厚度约为 0.25微米m) 并且我们评估上面指出的其他参数,我们找到类似于以下的值:
|
样品 E2.8 镀锡 |
样品 2.8 脱粘(钢) |
||
|
电阻到 |
电阻最大限度 |
电阻到 |
电阻最大限度 |
|
0,17 |
1,7 |
0,32 |
2,53 |
|
0,27 |
2,15 |
0,36 |
2,91 |
|
0,43 |
2,92 |
0,45 |
3,46 |
这表明存在粗糙度峰值 高度远高于指示的 Ra 值,这让我们立即想到,虽然它们是具体的,但有相当多的点,清漆层仅“略微”覆盖了金属的脊部,这会削弱物理阻力清漆对机械化和容器使用的摩擦和磨损的影响。
在马口铁中,锡层在一定程度上软化了原始钢材的粗糙度,但随着我们降低马口铁,这种改善越来越小。
当用图形表示这些值时,我们清楚地看到,粗糙度(Ra)越高,Rmax 的值不是线性增加,而是呈指数增长,这表明粗糙度越大,Rmax 的值就越高,因此有一个清漆层的风险更高。
|
|
粗糙度越大,清漆的附着力越好,但也确实如此,清漆层越低,硬度越低,因此物理阻力越小,脱离和孔隙的可能性越大,所以如果我们具有非常高的粗糙度,可能会出现剥离问题,不是由于缺乏附着力,而是由于缺乏耐化学性。
如果我们将获得的数据与表 1 中所示的粗糙度值进行比较,标准 EN-UNE 10202: 2002 马口铁,我们有钢铁厂为容器(石头和细石)提供的不同最常见饰面的粗糙度) 是:
精细石材饰面:Ra = 0.25-0.45
石材饰面:Ra = 0.35-0.60
考虑到这一点,很容易假设,在许多情况下,马口铁的 Rmax 可能过高,无法保持清漆层的良好物理特性。
我们必须牢记,对于涂漆马口铁,我们应该始终使用具有精细石材饰面的马口铁,控制或至少要求钢铁行业指示两个指示参数 Ra 和 Rmax 的粗糙度值。 ,以了解它如何影响我们的清漆。 如果最大粗糙度 (Rmax) 大于 3 微米m,应建立较高的清漆克重,以增加清漆层厚度,从而在清漆中获得良好的物理阻力。
何塞 FCO。 佩雷斯·戈麦斯
MUNDOLATAS 顾问










0条评论