
以下规格的重要性:车身制造商顶墙VS可以进行颈部塑形过程
我们从本文开始简要地说明当我们允许变化或不遵循既定过程的规范时,在制罐过程中会发生什么。
每个过程都由原材料,设备和质量控制组成。 对所有这些的控制是确保我们拥有出色最终产品的原因。
为了追求当今的竞争力,通常以卓越的运营为目标对原材料,工艺和工艺规格进行调整。 我们可以做到这一点而不会影响最终产品。
非常重要的一点是,对此链进行任何更改,我们都必须进行适当的调整以满足客户的要求。
一旦定义了过程参数,我们将必须有效地遵循和控制它们。
我们将解释Topwall变量如何直接影响罐颈成型过程。
在获得Topwall之前,我们有一些流程导致这一点,还有一些其他流程需要控制变量。 我们将按以下顺序描述一些示例:
- 金属线圈(条件,厚度,后润滑润滑剂)。
- 片式压力机(线圈润滑,空气和真空压力,常规设备校准,工具条件)。
- 装饰器(保证100%覆盖外部清漆,规定范围内的清漆层,受控的清漆粘度,设备的常规清洁)。
- 内部喷涂(保证100%的内部清漆覆盖,在规定的设备清洁范围之内的清漆层)。
- 颈缩(保证在工具的指定条件下在颈部,空气和真空压力下100%上蜡)。
我们正在考虑对这些变量具有完全控制权,因此我们可以专门讨论Topwall及其影响。
顶壁是我们在制罐过程中控制的变量之一,它发生在BodyMaker团队中。
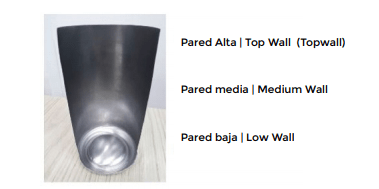
这是熨烫金属的最后阶段,其中我们有一部分高壁,即要形成罐头颈部的区域。
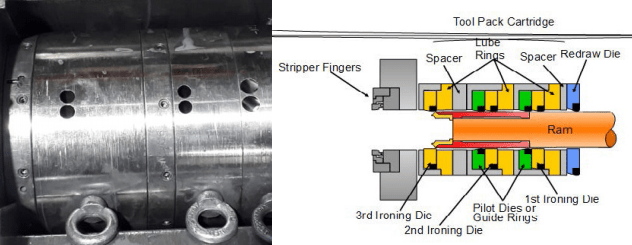
下面是工具包,它们各自的模具座和垫片的图像。
工具顺序为重绘(绘制),第一,第二和第三模具。
在许多公司中,它们被称为Midle Die的第二个模具,而他们被称为End Die的第三个模具。 重要的是每个熨烫过程中都有其减少的百分比。
理论减少率%理论减少率::第三模具38%至40%-第二模具和第一模具27%-重绘模具3%
冲头前进并到达薄片,薄片将被成形为罐,并在“重拉伸”操作(拉伸)中减小其直径,而不会改变厚度。
依次熨烫3个模具中的金属,在这些模具中厚度逐渐分布,直到达到罐头的高度。
最终,冲头与圆顶锥接触,该圆顶锥与罐头底部成为罐子的底部。 那里我们有没有修剪器的光滑罐(修剪过的)。
修整器操作(修整)后,我们在其标准高度上安装了光滑的罐头。
考虑到我们平滑制作的Wall的尺寸控制,我们可以得到:
要提供壁厚值,请使用下面的进度表作为理论示例,其中包括BodyMaker金属规格,打孔步骤和工具进度。 请记住,每个工厂都有其工具进度表。
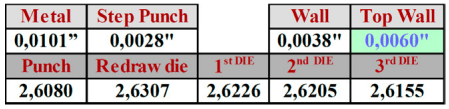
根据缩颈工具需要建立罐的顶壁。
如果我们要遵循“金属”,“打孔间距”和“工具进度”的此规范,则将得到0.0060英寸的顶壁。 (例子)
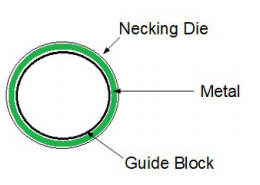
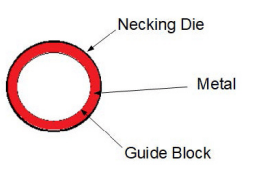
从理论上讲,这意味着我们必须在将要接受此顶壁厚度的缩颈工具中的工具之间建立间隙。
缩颈设备制造商通常是工具供应商,并根据公司工程部门提供的信息提供工具套件(缩颈模和导向块),并遵守这些间隙以及从罐子颈部到成型的相应进度。
考虑到平均值0.0060”,该颈缩工具可以支撑上壁的0.0004”的变化而没有重大问题,因为该变化来自成型过程。
在这种情况下,我们的规格为0.0058英寸/分钟。 0.0060英寸 0.0062英寸以下
通过确保罐子在此范围内工作,我们将对颈部进行控制。
然而,这并非总是如此。 想象一下,我们有超出这些规格限制的变化。
实施例01
让我们用顶壁罐,改变尺寸0.0058“最小”和“最大0.0065”。
在这种情况下,我们具有0.0007“的高变化范围,超过了0.0062”的上限,并且平均值为0.0061“也很高。
请注意,在上图中,金属进入工具的干扰很大,因为金属超出了工具之间的自由空间范围。 最厚的点在成型时会变形。 这种类型的偏差可能导致:
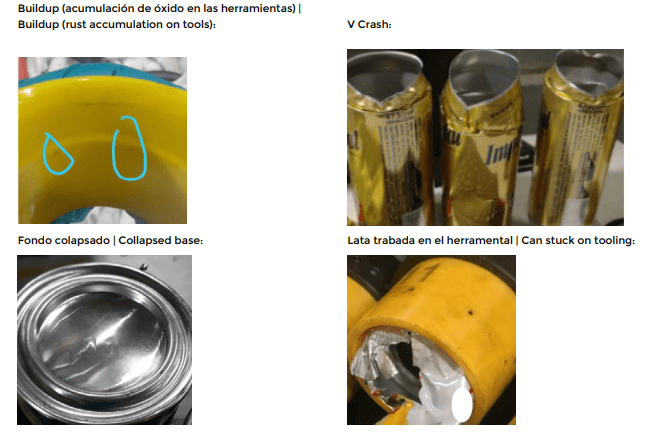
这些类型的缺陷使机器可以运行,但可用性较低。
它增加了对罐装机器的拒绝率,由于堆积和更换工具而增加了停机时间,由于订单和清洁度问题而取消了工作区的配置。
识别这些偏差并立即采取行动,使流程具有连续性。
实施例2
让我们以尺寸为0.0053英寸(最小值)和0.0059英寸(最大值)的Topwall罐为例。
在这种情况下,我们还有0.0006“的高变化范围,现在它已经超过了下限0.0058”,并且平均值为0.0056“,这非常低。
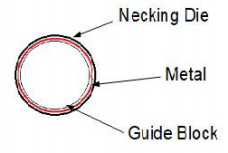
请注意,在上图中,金属进入工具时的间隙和间隙很大,超出了工具之间的间隙范围。 厚度较小的点在成型时会变形。 这种类型的偏差可能导致:
皱纹|皱纹:

这些类型的缺陷也使机器正常运行,但是检查机器的报废率却大大增加,从而影响了设备的可用性。 在大多数情况下,这些罐头检查设备具有联锁,在高拒绝率的情况下,这些联锁会放慢设备的运行速度,有时甚至使设备停止运转。
颈部成型设备通常以从最旧到最新的高速运行,操作速度从每分钟2000到3400罐不等,由于这些原因,必须以严格的方式和例行程序对工艺链进行控制偏差可能对设备造成有害影响。
通过所有受控流程,缩颈设备可以提供高于95%的效率的可用性。












0条评论