
El presente trabajo tiene por objeto describir de una forma sencilla la manera de trabajar de un troquel de conformar fondos de envases de conserva, detallando como actúan cada una de sus piezas a lo largo del proceso.
Para hablar con propiedad empezaremos por definir los nombres que reciben cada una de ellas:
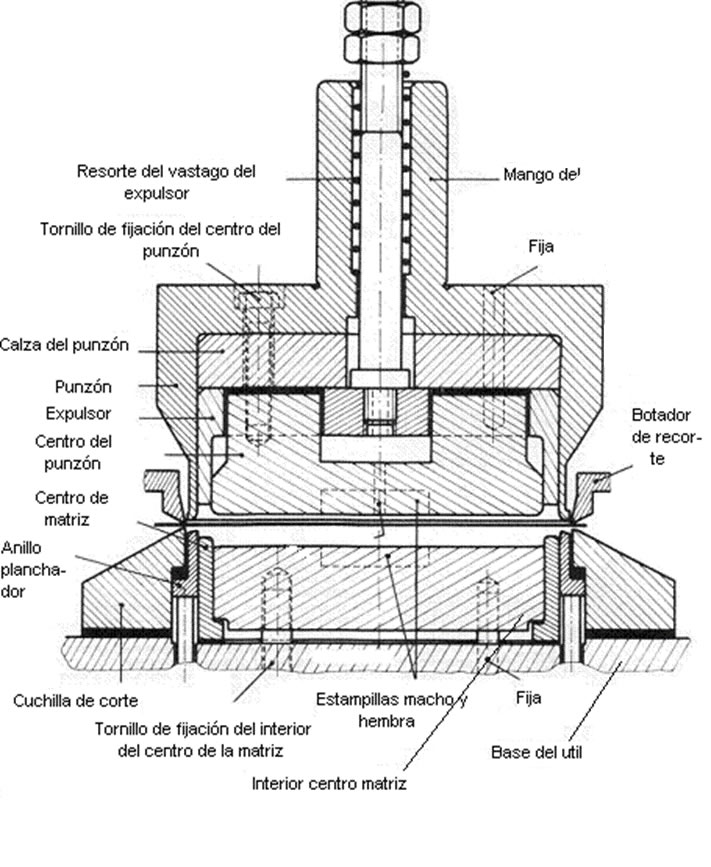
Un troquel consta de dos partes principales:
- a) La superior, – útil superior – que llamaremos genéricamente punzón, que va fijada al carro de la prensa y que sube y baja – en movimiento alternativo – siguiendo el recorrido – carrera – del mismo en su desplazamiento sobre las correderas de la prensa.
- b) La inferior, – útil inferior – que llamaremos genéricamente matriz, fijada sobre la mesa de la prensa. Sobre ella se encuentra la mesa de corte o tablero, sobre la cual desliza la banda del material a troquelar (Hojalata, aluminio, etc.).
Frecuentemente ambas partes están ligadas entre sí por un sistema de columnas-guía
Descripción del proceso:
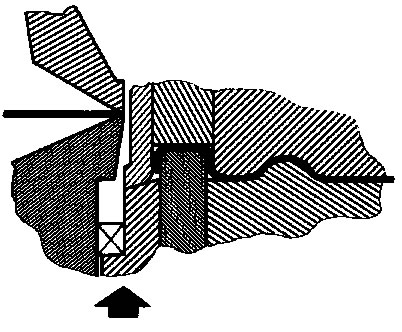
1º- Cuando desciende el útil superior– o “punzón” – la primera pieza que entra en contacto con la banda del material es botador de recorte, cuyo labio empuja enérgicamente la banda contra una ligera zona plana realizada sobre la parte superior de la cuchilla de corte, que se encuentra alojada en el útil inferior Esta acción va a permitir la inmovilización de la banda facilitando un corte correcto. Inmediatamente interviene el punzón realizando el corte de un disco por cizallamiento entre su filo y el de la cuchilla.
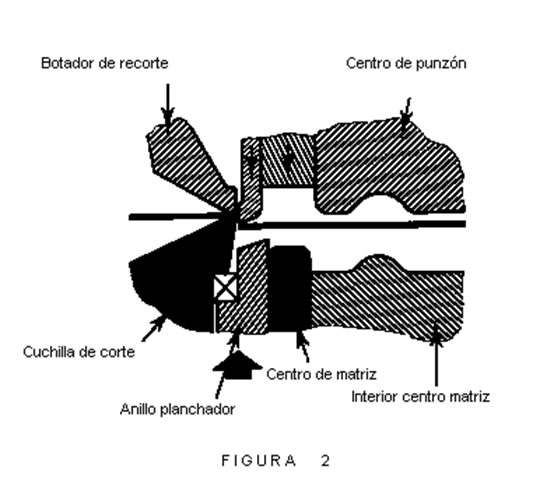
2º.- El carro de la prensa continua su descenso. El punzón de corte empuja delante de él al disco que acaba de cortar y lo apoya sobre el anillo planchador, el cual empieza a descender accionado por el labio del punzón. La embutición del material comienza a partir del momento en que el disco entra en contacto con el centro de la matriz.
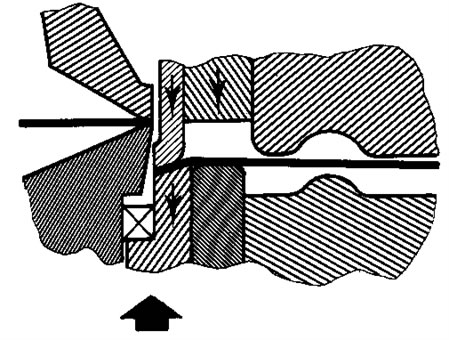
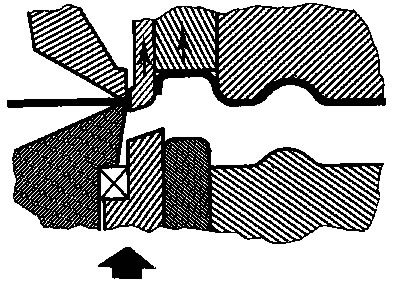
3º,- La embutición progresa. El bloque del punzón empuja el disco sobre el interior del centro de matriz. El metal desliza sobre los radios del centro de la matriz escapando progresivamente a la presión que ejerce el labio del punzón sobre el anillo planchador.
La inclinación que presenta tanto el labio del punzón como el anillo planchador facilitan el deslizamiento del metal.
La presión que ejercen los muelles a través de la araña al anillo planchador impide la formación de pliegues – arrugas – sobre el rizo exterior del fondo.
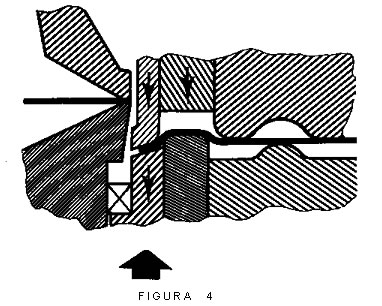
4º.- Se termina la embutición. El metal se ha liberado totalmente del contacto entre el anillo planchador y el labio del punzón de corte. Se llega al final de la carrera, en este momento debe quedar un ligero juego entre el bloque del punzón y el interior del centro de la matriz que no se indica en el dibujo. Por contrario debe haber un golpe firme en la zona comprendida entre el expulsor y el centro de matriz para eliminar las ligeras arrugas que podrían subsistir sobre la corona del fondo. Igualmente debe producirse un golpe entre las estampillas centrales de grabado si el troquel va dotado de ellas.
Las condiciones anteriores se obtienen por medio de un reglaje muy preciso del punto muerto inferior del carro de la prensa. Esta operación es muy delicada pues el golpe debe conseguirse sin obligar a la prensa a esfuerzos anormalmente elevados al pasar por su punto muerto inferior. En el caso contrario, se producirá una fatiga excesiva y un deterioro rápido de la prensa y del utillaje.
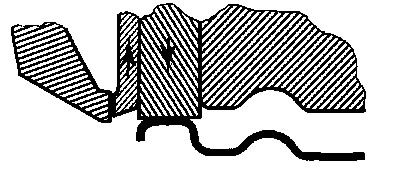
5º.- Después de pasar por el punto muerto inferior, el punzón le eleva ayudado para ello de la energía almacenada por el resorte de compresión durante su descenso. El fondo encajado en el útil superior remonta con el mismo. En este tipo de troquel, no es necesario aplicar vacío a través de él como se practica en otros tipos de útiles; el agarre del fondo entre el centro del punzón y la cara interna del mismo punzón de corte es suficiente para evitar su expulsión prematura.
6º.- El útil superior llega al punto muerto superior de la carrera. La acción de un tope fijo sobre la cabeza del expulsor produce el desplazamiento relativo del este ultimo con respecto al conjunto formado por el punzón de corte y el centro del punzón.
El avance del expulsor va a despegar el fondo. Dicho fondo, al quedar libre, será golpeado por el eyector que lo lanzará hacia la canal de evacuación a través de la cual será guiado a la rizadora.
 TROQUELES PARA ENVASES EMBUTIDOS
TROQUELES PARA ENVASES EMBUTIDOS
 CUCHILLAS PARA TROQUELES
CUCHILLAS PARA TROQUELES
 UTILLAJE PARA TAPONES Envases de pinturas
UTILLAJE PARA TAPONES Envases de pinturas
 UTILLAJE PARA AROS – ENVASES DE PINTURAS
UTILLAJE PARA AROS – ENVASES DE PINTURAS
 LÍNEA EN «U» PARA FONDOS RECTANGULARES
LÍNEA EN «U» PARA FONDOS RECTANGULARES
 ENGOMADO DE FONDOS REDONDOS POR INYECCIÓN
ENGOMADO DE FONDOS REDONDOS POR INYECCIÓN
 RIZADO DE FONDOS SOBRE ENGOMADORA
RIZADO DE FONDOS SOBRE ENGOMADORA
 TROQUEL ESPECIAL PARA FONDOS CON RIZO INCORPORADO
TROQUEL ESPECIAL PARA FONDOS CON RIZO INCORPORADO



0 Comments