
РЕЗЮМЕ
В данной работе описывается возможность скручивания неокругленных дна одновременно с их высечкой. Для этого детально прописаны необходимые изменения, которые необходимо внести в конструкцию обычной пресс-формы для их изготовления.
ВВЕДЕНИЕ
Существует два классических способа сделать закручивание начинающимся на прямоугольном или овальном дне. Самое обычное, это делать то же самое только на двух больших сторонах, проходя дно через два диска керлинговой машины для фигурного дна. Другим более сложным является скручивание всего контура с использованием различных систем (тампонный инструмент, скручивающая головка и т.д.). И то, и другое всегда выполняется после резки.
Не так-то просто получить качественные завитки по периметру прямоугольного или овального дна. Особенно в случае прямоугольных фонов, если радиус углов небольшой. Наблюдается явная тенденция к образованию морщин в закрутке, что приводит к низкому качеству герметизации в этих областях.
Эти морщины и складки являются следствием сжимающих напряжений, которые возникают при уменьшении внешних размеров дна. Чем меньше радиус углов или толщина листа, тем больше проблемы.
При описанной здесь конструкции пресс-формы материал вырезается, формируется крышка, а затем за одну операцию производится завивка под углом по всему периметру.
ОПИСАНИЕ ФОРМОВОЧНОГО И ОБЖИМНОГО ШТАМПА
В его основе лежит принцип формирования закрутки, увеличивающий внешние размеры дна после высечки. Таким образом, усилия на участке скручивания не являются компрессионными, как это было в упомянутых выше случаях, поэтому наличие морщин устраняется.
На рисунках 1-4 в приведенной ниже последовательности показан принцип работы данного формовочного и обжимного штампа за одну операцию. Некоторые части инструмента обладают особыми характеристиками по сравнению с обычными, например:
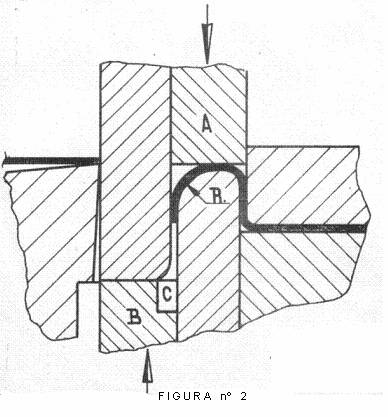
— Внешние размеры центра пресс-формы меньше и имеют больший радиус — 2 мм — чем обычно. (Радиус R на рисунке 2)
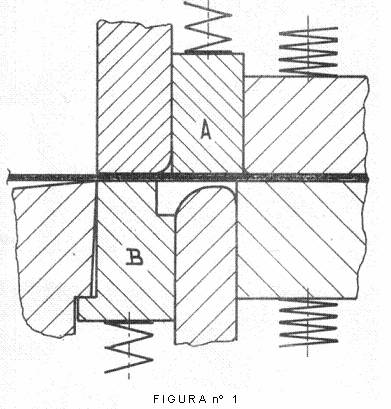
— Выталкивающее кольцо A — или толкатель — действует под действием упругой нагрузки (рис. 1).
— Интерьеры пуансонов и штампов также подпружинены (рис. 1).
— На внутреннем краю гладильного кольца В имеется специальная канавка С (рис. 2).
Последовательность работы инструмента, показанная на рисунках 1-4, выглядит следующим образом:
a.- Рисунок nº 1: Резка — В момент резки все «активные» части, контактирующие с жестью, находятся на одном уровне. Конструкция пресс-формы должна быть выполнена в соответствии с этим условием.
b.- Рисунок nº 2: Пунш закончил свой ход и находится в нижней мертвой точке. Дно уже пробито. На выталкивающем кольце A действуют силы эластичной системы давления. На радиусе R центра матрицы образовалась щепотка.
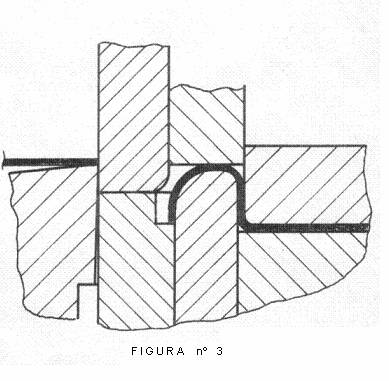
c.- Рисунок № 3: Пунш начинает подниматься. Нижняя часть паза C гладильного кольца B, соприкасается с нижним краем нижнего предварительного изгиба. При этом начинается образование завихрения, вызванного действием системы кольцевого давления, действующей на гладильное кольцо.
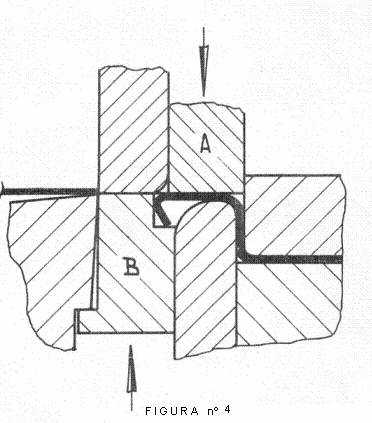
d.- Рисунок № 4: Радиус обжима уменьшен при увеличении его внешних размеров, что заставляет материал выходить наружу. Выталкивающее кольцо A располагается на том же уровне, что и пуансон, завершая формирование завитков.
Готовое дно поднимается пуансоном обычным способом и выбрасывается в верхнюю мертвую точку хода.
Таким образом, у нас есть дно, готовое к жеванию, без необходимости прибегать к системе кёрлинга. Железирование может быть выполнено любой из типично используемых систем: подушечка, душ ….. стараясь приспособить оснастку к фактической ширине махрового каркаса.
Эта система, помимо уже описанных преимуществ, имеет еще одно важное: лучшая штабелируемость днищ на выходе из пресса, так как она не позволяет им вставляться друг в друга, что очень часто встречается в обычных инструментах.
 УМЕРЕТЬ ЗА BACKGROUNDS
УМЕРЕТЬ ЗА BACKGROUNDS
 РАСЧЁТ МИГАЮЩЕГО КУБИКА
РАСЧЁТ МИГАЮЩЕГО КУБИКА
 КЁРЛИНГОВЫЕ СТАНКИ
КЁРЛИНГОВЫЕ СТАНКИ
 CURLERS
CURLERS
 ДЕФЕКТЫ И РЕШЕНИЯ: ВЫСЕЧКА КРЫШЕК
ДЕФЕКТЫ И РЕШЕНИЯ: ВЫСЕЧКА КРЫШЕК
 КОММЕНТАРИИ ПО ШТАМПАМ ДЛЯ АЭРОЗОЛЬНОГО ДНА
КОММЕНТАРИИ ПО ШТАМПАМ ДЛЯ АЭРОЗОЛЬНОГО ДНА
 УТИЛИЗАЦИЯ ДЛЯ ЛЮДЕЙ Контейнеры с краской
УТИЛИЗАЦИЯ ДЛЯ ЛЮДЕЙ Контейнеры с краской
 ОСНАСТКА ДЛЯ ОБРУЧЕЙ — КОНТЕЙНЕРЫ ДЛЯ КРАСКИ
ОСНАСТКА ДЛЯ ОБРУЧЕЙ — КОНТЕЙНЕРЫ ДЛЯ КРАСКИ
 U-ОБРАЗНАЯ ЛИНИЯ ДЛЯ ПРЯМОУГОЛЬНЫХ ЗАДНИКОВ
U-ОБРАЗНАЯ ЛИНИЯ ДЛЯ ПРЯМОУГОЛЬНЫХ ЗАДНИКОВ
 ИСПОЛЬЗОВАНИЕ КОЛПАЧКОВОЙ ШТАМПОВКИ
ИСПОЛЬЗОВАНИЕ КОЛПАЧКОВОЙ ШТАМПОВКИ



0 Comments