
Режим и средства для контроля качества скручивания куполов аэрозольных баллонов, на которых установлен клапан.
ПРИМЕЧАНИЕ
Аэрозоли оснащены клапаном дозирования продукта, который крепится к верхней части металлического колпачка или купола контейнера. Монтаж этого клапана выполняется наполнителем, поэтому к его надлежащему исполнению привлекаются изготовитель контейнера, клапан и наполнитель. Первые два — при поставке подходящих компонентов, а третий — при их правильной сборке.
Особенно важно, чтобы отверстие, в котором расположен клапан, имело правильные размеры и находилось в пределах очень точных допусков. Это отверстие стандартизировано по всему миру по цене 25. 4 мм ( 1″). Она увенчана закруткой, на которой зажимается клапан. См. рисунок № 1
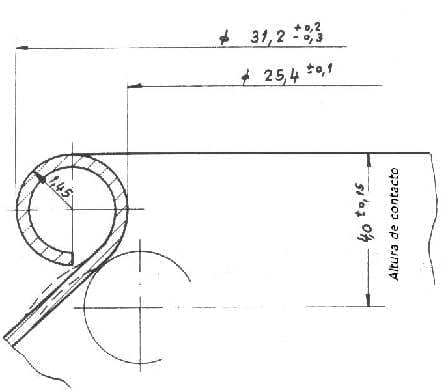
Рисунок № 1: Скручивание для корпуса клапана
Производитель контейнера должен установить систему контроля качества, чтобы гарантировать, что этот завиток находится в пределах спецификации. В этой операции используется материал, который является особым случаем при контроле качества металлических контейнеров. Мы определим и опишем измерительные приборы, которые необходимо использовать для осуществления мониторинга качества скручивания. Остальные измерения купола такие же, как если бы это была обычная крышка, и поэтому мы не будем их рассматривать. Более того, этот вопрос уже обсуждался на этом сайте в работе:
Меры, которые должны быть контролированы на куполообразном скручивании:
— Наружный диаметр махровых
— Скручивание внутренних диаметров
— толщина закручивания
— Высота контакта клапана.
Допуски, показанные на чертеже 1, являются теми, которые отражены в стандарте FEA 201, но на практике они несколько завышены и должны быть сокращены до 31,15 + 0,10 и 24,5 + 0,05.
1º.- НАРУЖНЫЙ ДИАМЕТР ЗАКРУЧИВАНИЯ КЛАПАНА
Первое, что нужно проверить, это наружный диаметр махрового полотна. Это делается с помощью кольцевого типа «пасс-пасс» манометра. Это показано на рисунке 2.
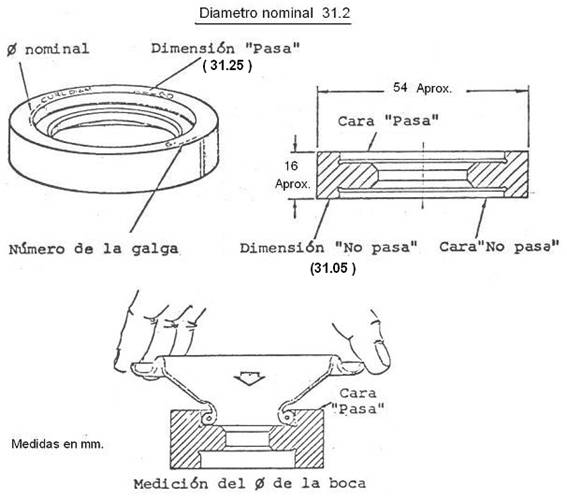
Рисунок № 2: Манометр «Pass-fail» для махрового наружного диаметра
Просто поместите конус на «проходной» стороне и убедитесь, что он хорошо сидит, а затем на «не проходной» стороне и убедитесь, что он не подходит. Если это так, то деталь хороша, в противном случае она неисправна. Действие можно увидеть на рисунке 2.
2º.- ВНУТРЕННИЙ ДИАМЕТР
Вместе с предыдущим измерением можно проверить внутренний диаметр рта аэрозольных конусов. Для этого используется специальный индикатор циферблатного типа с прямым считыванием. На рисунке 3 показан прибор и его принадлежность. Как видно, он состоит из зонда, который вставляется в рот конуса и образуется из сегментов, которые расширяются при нажатии на курок. Аксессуар представляет собой регулировочное и обнуляющее кольцо, его внутренний диаметр должен быть точно равен номинальному значению устья конуса.
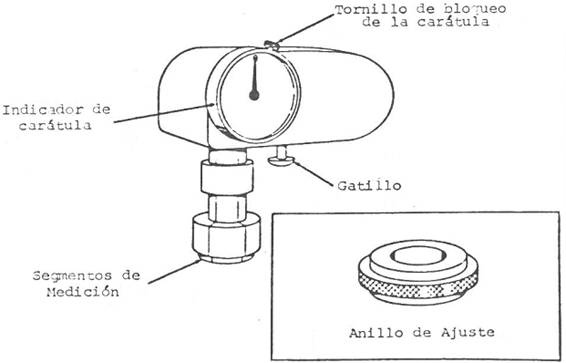
Рисунок № 3: Конический ротовой измеритель
Чтобы отрегулировать его, выполните следующие действия:
— Шаг 1: Удерживая курок в нажатом положении, поместите измерительные сегменты внутрь регулировочного кольца и отпустите курок.
— Шаг 2: Поверните циферблат в нулевое положение и зафиксируйте стопорным винтом. См. рисунок № 4

Рисунок № 4: Установка датчика открытия конуса
Чтобы измерить ротовую полость конуса, удерживая спусковой крючок, поместите измерительные сегменты внутрь ротовой полости и отпустите спусковой крючок. На циферблате появится дифференциальное считывание относительно номинала. См. рис. 5
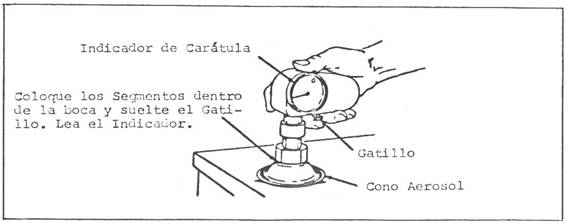
Рисунок № 5: Измерение рта конуса щупом.
Для правильной эксплуатации манометра все его части должны всегда содержаться в чистоте.
Датчики, похожие на показанные, могут быть найдены в коммерческих целях. Пример показан на фото № 6.

Рисунок № 6: Действующий коммерческий манометр для внутреннего диаметра махровой ткани
Другая простая и экономичная система проверки внутреннего диаметра, хотя и с ограничением на прямое считывание, — это использование датчика типа «go — no go», например, показанного на чертеже № 7.
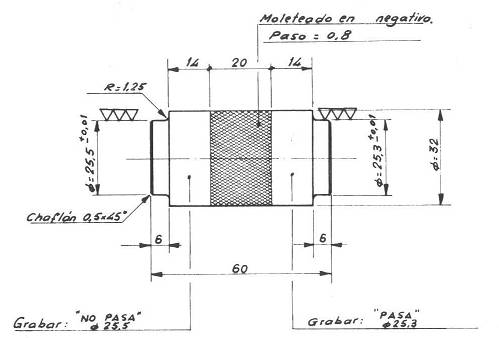
Рисунок № 7: Проходной манометр для внутреннего диаметра
Значения этого прибора приведены для соответствия стандарту FEA 201.
3º.- ТОЛЩИНА ЗАВИТКА
Для получения этих данных используется измерительный прибор, позволяющий определить размерное качество обжимной толщины на конусах. Измерьте эту толщину под углом 20º от оси симметрии контейнера.
Это микрометр с минимальным ходом 10 мм. На рис. 8 изображен манометр с различными частями. Его можно приготовить из микрометра, к которому добавляется стопор для позиционирования оси микрометра под углом 20º к вертикали и кольцо захвата.
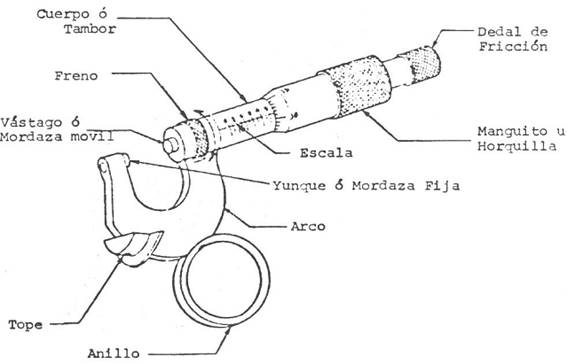
Рисунок № 8: Специальный микрометр для махровой толщины
Режим работы следующий:
Шаг 1: Когда тормоз находится в положении «off», отрегулируйте микрометр таким образом, чтобы показания его шкалы указывали на отверстие примерно 5 мм. См. рис. 9.
Шаг 2: Вставьте манометр в скрученную горловину контейнера, как показано на шаге 2 чертежа № 9.
Шаг 3: Положите указательный палец правой руки на кольцо и слегка надавите вниз, чтобы вставить манометр.
Шаг 4: Крепко держите микрометр и контейнер в левой руке так, чтобы верхняя часть микрометра опиралась на верхнюю и боковую части закрутки.
Шаг 5: Закройте микрометр, поворачивая фрикционную муфту до тех пор, пока стержень не коснется закрутки. Запишите показания на соответствующий стенографический лист.
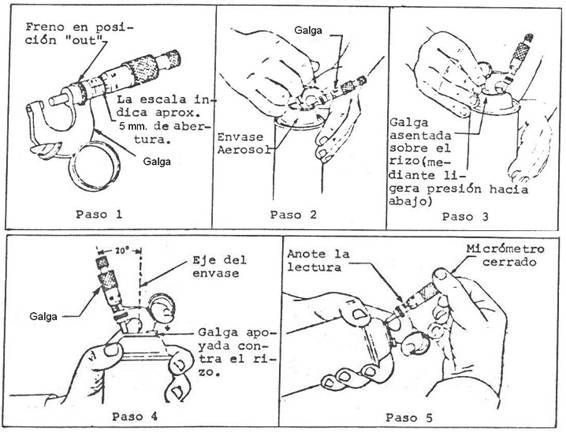
Рисунок № 9: Различные этапы процесса измерения толщины махровой ткани
Прибор должен периодически подстраиваться к нулю, следуя типичной процедуре для этой операции на микрометре.
Может быть установлена еще одна испытательная альтернатива, основанная на манометре типа «go-no-go». Она проще в использовании, но может быть использована только для определенной толщины ворса, в то время как предыдущая действительна для любой толщины.
На рисунке 10 показан этот прибор и как им пользоваться. Он измеряет толщину с наклоном 30º. Достаточно проверить, что скручивание вводится без затруднений через «сквозной» слот и не вводится через «не сквозной» слот.
Номинальное значение для измерения толщины обжима составляет 2,90 мм в диаметре. Нормальный диапазон допусков + 0,15 мм. Однако есть некоторые махровые конструкции, которые имеют слегка овальную форму, с их главной вертикальной осью.
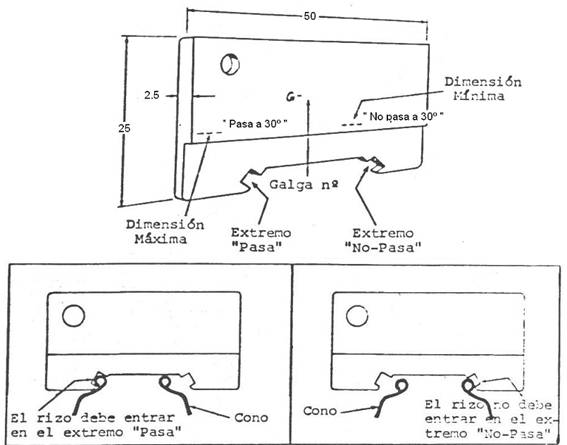
Рисунок № 10: «Пас» — манометр для определения толщины махрового слоя.
Данный тип манометров должен быть изготовлен из нержавеющего материала.
Хорошее техническое обслуживание всех вышеперечисленных приборов требует, чтобы они всегда содержались в чистоте и не содержали посторонних частиц. Если она не будет использоваться очень часто, периодически наносите легкую пленку машинного масла.
4º.- ВЫСОТА КОНТАКТА
Основной функцией отверстия купола является размещение клапана, поставляющего содержащийся в нем материал. Поэтому важно проверить, чтобы точка, а точнее окружность, на которой зажимается клапан, была правильно расположена по высоте. Подходящими инструментами для этой цели являются боксовые манометры типа I и II.
Боксальный тип I: Он специально разработан для измерения высоты обжима, которая совпадает с высотой, используемой для определения глубины зажима клапана.
Боксальный тип II: Используется для проверки качества махровых изделий в качестве абсолютного измерения и, при необходимости, для определения значения высоты махровых изделий.
Основная идея датчиков Boxal заключается в том, чтобы сделать функциональное и практическое измерение, которое точно отражает состояние шинчадо. Если размеры щупа Боксального шаблона и фактический контур зажима одинаковы, то глубину зажима можно определить с помощью Боксального шаблона (Боксального типа I). Точность измерений основана на предварительном сравнении шаблона с помощью стандартизированного калибровочного кольца, а также зависит от точности изготовления шаблона.
Принцип действия метода показан на рисунке 11.
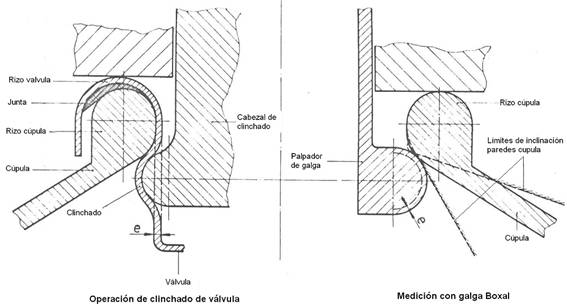
Рисунок № 11: Работа боксового манометра
Речь идет о том, чтобы сравнить фактическую высоту зажима с номинальной высотой зажима и убедиться, что они совпадают. На этом рисунке слева показана операция зажима клапана толщиной «е» на сопле аэрозоля — в данном случае при изготовлении алюминиевого моноблока. На правой стороне предыдущего измерения этого же рта в точке зажима, щуп был увеличен на толщину «е» для моделирования одних и тех же условий в обоих случаях. . Вариации показаний будут указывать на ошибку в операции зажима с учетом толщины прокладки и металла клапана.
Измерение с помощью боксового датчика типа I:
Калибровка манометра должна быть сначала выполнена с помощью калибровочного кольца, как показано на рисунке 12, слева. Это кольцо подстраивает манометр под теоретическую высоту контакта в соответствии со спецификацией или используемым стандартом. В нашем случае 4 + 0.15, как показано на рисунке nº1.
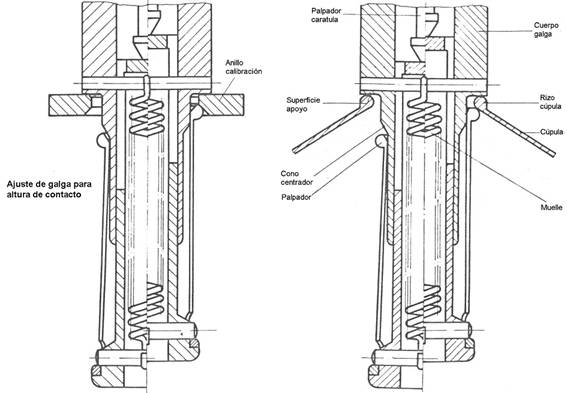
Рисунок № 12: Регулировка и использование боксового манометра типа I
После установки калибровочного кольца диск калибровки устанавливается на 4,00 мм. Измерение на контейнере производится аналогичным образом, см. рисунок 11 справа, для этого нажмите кнопку на измерительном приборе, поместите его в горловину 1″ (25,4 мм) и медленно отпустите кнопку. Это измерение повторяется три раза, каждый раз поворачивая контейнер примерно на 40°. За значение глубины зажима принимается наименьшее измерение.
Измерение с помощью боксового манометра типа II:
Слева от иллюстрации № 13 показана высота этого манометра, установленного на горловине аэрозольного баллона. На плане показан его участок в области, где проводятся измерения. Основное применение этого манометра заключается в проверке однородности обжима по его окружности в зоне зажима.
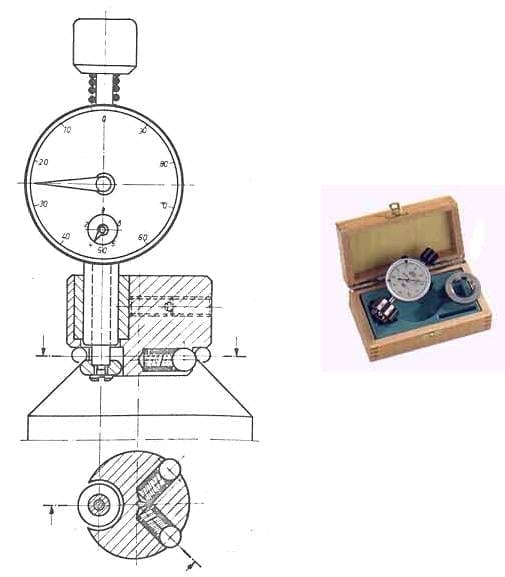
Рисунок № 13: Боксальный манометр типа II
Это измерение выполняется, как и в случае с манометром типа I, путем нажатия кнопки манометра и вставки манометра в отверстие 1″ (25,4 мм) контейнера с помощью поворотного движения. Неравномерность, возникающая при показаниях, никогда не должна превышать ранее установленного предельного значения, которое зависит от типа применяемого уплотнения.
С помощью манометра выполняются три измерения, и контейнер для каждого измерения должен поворачиваться на 120º по отношению к манометру.
Расчет высоты контакта (СН), при которой осуществляется заклинивание, должен производиться по формуле:
CH = (Hmax. + Hmin)/2 + ½ | 25.4 — (Dmax + Dmin)/2|
В котором:
Хмакс. Самое высокое значение измерений, выполненных на махровом покрытии, при использовании манометра типа II.
Хмин. Наименьшее значение измерений, выполненных на махровом поле, с помощью измерительного прибора типа II.
Дмакс. = Максимальный внутренний диаметр.
Дмин. = Минимальный внутренний диаметр.
Слева на рис. 12 находится серийный боксовой манометр типа II с регулировочным кольцом в корпусе.
Преимущества применения боксальных манометров:
Использование этих манометров и предлагаемый метод имеют следующие преимущества по сравнению с использованием других измерительных систем.
1º.- Контакт с высотой закручивания купола позволяет определить глубину закручивания клапана с учетом других факторов, таких как толщина материала и толщина шва.
2º.- Знания, необходимые для использования этих манометров, и уход за ними минимальны.
3º.- Возможные изменения формы купола скручивания (внутренний диаметр, внутренний радиус и угол плеча), а также точность радиуса зажимного инструмента оказывают очень слабое влияние на точность измерения высоты скручивания.
 Tata Steel Packaging и Sensory Analytics объявляют о партнерстве для повышения качества продукции
Tata Steel Packaging и Sensory Analytics объявляют о партнерстве для повышения качества продукции
 контроль закрытия масляных фильтров
контроль закрытия масляных фильтров
 контроль качества при изготовлении металлических контейнеров
контроль качества при изготовлении металлических контейнеров
 ЗАДАЧИ КОНТРОЛЯ КАЧЕСТВА НА 3-Х-КОМПОНЕНТНОЙ ЛИНИИ
ЗАДАЧИ КОНТРОЛЯ КАЧЕСТВА НА 3-Х-КОМПОНЕНТНОЙ ЛИНИИ
 КОНТРОЛЬ РАЗМЕРОВ ТРЁХКОМПОНЕНТНЫХ КОНТЕЙНЕРОВ
КОНТРОЛЬ РАЗМЕРОВ ТРЁХКОМПОНЕНТНЫХ КОНТЕЙНЕРОВ
 КОНТРОЛЬ РАЗМЕРОВ ДНА ИЛИ КРЫШЕК
КОНТРОЛЬ РАЗМЕРОВ ДНА ИЛИ КРЫШЕК
 КОНТРОЛЬ КАЧЕСТВА ЛИТОГРАФИЧЕСКИХ МАТЕРИАЛОВ
КОНТРОЛЬ КАЧЕСТВА ЛИТОГРАФИЧЕСКИХ МАТЕРИАЛОВ
 КОНТРОЛЬ КАЧЕСТВА НА ЛИНИЯХ ПРОДОЛЬНОЙ РЕЗКИ РУЛОНОВ
КОНТРОЛЬ КАЧЕСТВА НА ЛИНИЯХ ПРОДОЛЬНОЙ РЕЗКИ РУЛОНОВ
 ПАРАМЕТРЫ КОНТРОЛЯ КАЧЕСТВА ПО ПЕРЕМЕННЫМ
ПАРАМЕТРЫ КОНТРОЛЯ КАЧЕСТВА ПО ПЕРЕМЕННЫМ
 РАЗМЕРЫ ДЛЯ КУПОЛОВ С НАДРЕЗАМИ
РАЗМЕРЫ ДЛЯ КУПОЛОВ С НАДРЕЗАМИ



0 Comments