
Есть две возможные конфигурации для этой матрицы:
Используйте типичную конструкцию, используемую в обычных донцах (используется для консервирования или других применений). В этом случае расположение фигур будет выглядеть так, как показано на рисунке 1.
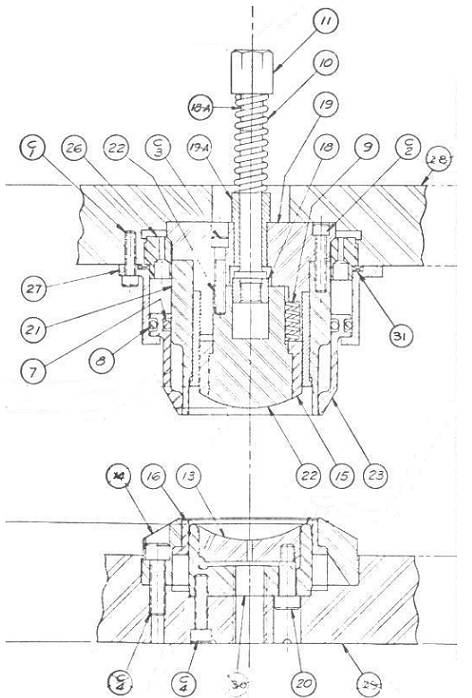
Рис. 1: Умереть для аэрозольных задников с конвенциональной конструкцией.
Этот умирают могут быть одно-, двух-, многократные, управляемые, неуправляемые, с твердосплавным лезвием, и т.д., так же, как и любой другой умирают. При высечке дна, заусенец, произведенный в разрезе, размер которого будет зависеть от типа используемого ножа и пуансона и состояния его обслуживания, будет располагаться на внешней стороне кромки скручивания, как показано на рисунке nº 2, в котором дно представлено после прохождения скручивания через скручивающий станок.
Ниже мы обсудим преимущества и недостатки использования данной конструкции пресс-формы.
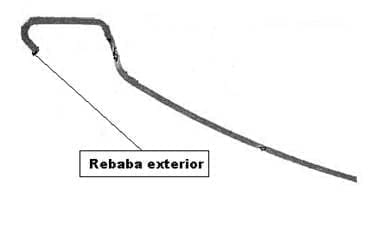
Рисунок № 2: Изогнутое дно спрея с внешними заусенцами
2ª.- Используйте реверсную матрицу конфигурации. То есть, где вырезание производится вверх дном. В этом случае проект штампов может быть таким, как показано на чертеже № 3.
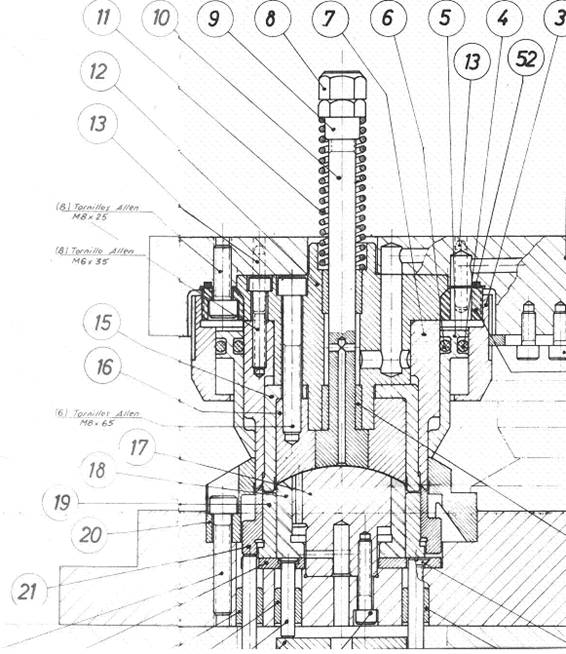
Рис. 3: Умереть для аэрозольных фонов обратного дизайна
Таким образом, режущий бор будет расположен внутри кромки махрового полотна, как показано на чертеже № 4.
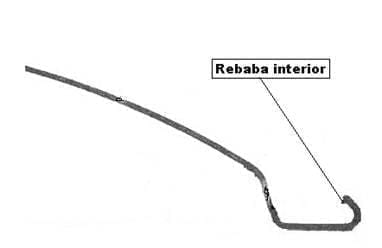
Рис. 4: Кудрявое аэрозольное дно с внутренним бором
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ
Сравнивая оба варианта, можно сделать следующие комментарии:
— Инвертированный высекальный раствор (внутренний заусенец) обеспечивает более стабильный выход детали, особенно в канале выгрузки пресса и подаче в скручивающую машину. Конструкция этого разряда упрощается тем, что нижняя часть опирается на верхнюю часть крыла.
— Операция скручивания также упрощается, так как достаточно повернуть центральный диск скручивающего устройства и его внешние сегменты, чтобы выполнить скручивание в перевернутом положении. Если бы они оставались на своем первоначальном месте, уровень пазы для завивки на этих кусочках должен был бы быть поднят, чтобы соответствовать очень высокому дну.
— Передача дна от машины для скручивания к машине для дезинфекции проще, так как оно правильно расположено на выходе из машины для скручивания, чтобы получить резинку внутри своего крыла. Поэтому разгрузочная каретка исключается, что в данном случае было бы сложнее из-за формы дна.
— Положение заусенца на внутренней стороне закручивающейся кромки позволяет избежать прямого контакта между заусенцем и различными частями различных машин, например:
o 1º.- Горловины керлинговальных станков
o 2º.- Основания эмалировочных машин
o 3º.- шпиндели донного питателя моряка
o 4º.- Рулины первой операции закрытия
Это значительно снижает износ этих деталей, продлевая их срок службы. Этот благоприятный эффект очень очевиден в 1-м и 4-м случаях.
С другой стороны, для вложенных средств более сложная задача. Среди прочего, ей нужна система двойного давления, а значит, ее стоимость возрастает.
Рассматривая обе возможности в целом, мы выбрали конструкцию матрицы с заусенцем изнутри, чтобы обеспечить большую стабильность качества в процессе производства, и в течение более длительного периода времени, без необходимости действий на оборудовании.
 УМЕРЕТЬ ЗА BACKGROUNDS
УМЕРЕТЬ ЗА BACKGROUNDS
 КЁРЛИНГОВЫЕ СТАНКИ
КЁРЛИНГОВЫЕ СТАНКИ
 CURLERS
CURLERS
 ЛЕЗВИЯ ДЛЯ УМИРАЮЩИХ
ЛЕЗВИЯ ДЛЯ УМИРАЮЩИХ
 УТИЛИЗАЦИЯ ДЛЯ ЛЮДЕЙ Контейнеры с краской
УТИЛИЗАЦИЯ ДЛЯ ЛЮДЕЙ Контейнеры с краской
 ЛИТЬЁ ПОД ДАВЛЕНИЕМ КРУГЛОГО ДНА
ЛИТЬЁ ПОД ДАВЛЕНИЕМ КРУГЛОГО ДНА
 СКРУЧИВАНИЕ ДНА НА СКЛЕИВАЮЩЕЙ МАШИНЕ
СКРУЧИВАНИЕ ДНА НА СКЛЕИВАЮЩЕЙ МАШИНЕ
 СПЕЦИАЛЬНЫЙ ШТАМП ДЛЯ ФОНА С ВСТРОЕННЫМ ЗАВИХРЕНИЕМ
СПЕЦИАЛЬНЫЙ ШТАМП ДЛЯ ФОНА С ВСТРОЕННЫМ ЗАВИХРЕНИЕМ
 ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ОБЩЕЙ ПЕРВИЧНОЙ ПРОКРУТКИ ДЛЯ ДВОЙНОЙ ИЛИ ОДИНАРНОЙ ПОЛОСЫ
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ОБЩЕЙ ПЕРВИЧНОЙ ПРОКРУТКИ ДЛЯ ДВОЙНОЙ ИЛИ ОДИНАРНОЙ ПОЛОСЫ
 КОММЕНТАРИИ ПО ОБСЛУЖИВАНИЮ НА УПАКОВОЧНОМ ЗАВОДЕ
КОММЕНТАРИИ ПО ОБСЛУЖИВАНИЮ НА УПАКОВОЧНОМ ЗАВОДЕ




0 Comments