
РЕЗЮМЕ
Основные принципы электродуговой сварки в металлообрабатывающей промышленности и критерии хорошего формирования точечного шва.
Эта работа обобщает и дополняет ту, которая уже опубликована на этом сайте под заголовком:
ОПРЕДЕЛЕНИЕ
В металлических контейнерах, сваренных с помощью электросварки, точка сварки получается между двумя соединяемыми металлическими частями, без какого-либо внешнего вклада, достаточно прохождения интенсивного тока через эти металлические части, в зоне, которая считается присоединенной.
Тепло, необходимое для сварки, вырабатывается сопротивлением материала прохождению этого тока в свариваемой точке.
Непрерывная линия сварки получается с помощью последовательности точек, образующихся между двумя соединяемыми металлическими частями, под давлением двух круговых электродов, через которые циркулирует электрический ток, анимированный вращательным движением в противоположном направлении. См. чертеж № 1:
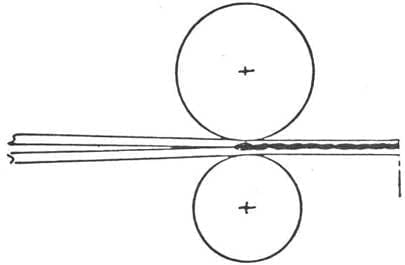
Рисунок № : Формирование непрерывной линии сварки
БАЗОВЫЕ ПРИНЦИПЫ
A.- Понятие электрического тока: Закон Ома
Ток, измеряемый в ампер, в любой электрической цепи, равен напряжению, измеренному в вольтах, на клеммах цепи, деленному на сопротивление, в Омах, этой цепи:
I = В/Р
См. рис. 2:
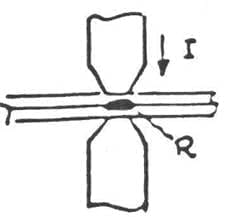
Рисунок № 2: Схема места сварки
Б.- Понятие жары: Закон Джоуля.
От этого зависит количество тепла, вырабатываемого в проводнике при прохождении электрического тока:
— ток I
— сопротивление проводника R
— текущее время протекания t
все связаны между собой выражением:
W = 0.24 R I t
С. — Сопротивления в сварочном оборудовании
В цепи сварки присутствуют следующие резисторы:
— R1 = Сопротивление между верхним шкивом и медным проводом
— Re = Сопротивление между проволокой и металлом
— Ri = Внутреннее сопротивление металла (1-я зона)
— Rc = Сопротивление контактов (интерфейсов)
— R’i = Внутреннее сопротивление металла (2-я зона)
— R’e = Металл/медная проволока сопротивления
— R2 = резистивный провод/нижний шкив
См. рисунок № 3:
Рисунок № 3: Резисторы в цепи сварки
Сопротивления Re, Rc и R’e, изменяются как функция:
— сварочное давление между электродами (шкивами)
— состояние поверхности металлов
— форма и размеры электродов
— материал электродов
— состояние поверхности электродов.
Резисторы R1, Re, R’e и R2 являются паразитными резисторами и производят следующие потери энергии:
Wp = W1 + Мы + W’e + W2
Резисторы Ri, Rc и R’i являются эффективными резисторами для формирования пятна сварки и вызывают энергию:
Мы = Wi + Wc + W’i.
Замечания:
а.- Энергия W1 и W2 возрастает как функция от грязи и деформации канавок сварочных колес.
b.- Мы и W’e нагреваем поверхность металла и способствуем окислению сварного шва. Количество генерируемого окисления зависит от времени и температуры.
Д.- Энергетический баланс
Потребляемая энергия: Q = We + Wp.
Количество тепла, необходимое для достижения температуры пайки, является функцией:
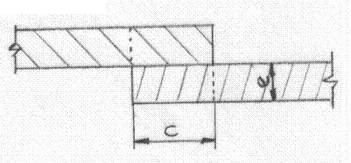
— объём металла. См. рис. 4. Этот том:
V = 2e x c x в сравнении со скоростью сварки .
— удельная теплоёмкость металла
— Потери тепла.
Эти потери тепла:
— По проводимости в электрод, в соответствии с:
o Поверхность электрода
o Контакт между металлом и электродом
o Время
— По проводимости в сварном металле, в зависимости от:
o Тепловая проводимость.
o Толщина металла
— По излучению
— Охлаждая холодную воду шкивов.
E.-Основные функции давления сварки:
1.- Содержит свариваемые материалы в контакте друг с другом.
2.- Предотвращает поступление воздуха в зону сварки.
3.- Он заставляет электрический ток проходить между контактирующими поверхностями.
4.- Поддерживает постоянное сопротивление контакта с воздухом.
5.- При этом происходит деформация кристаллов металла путем ковки.
6.- Предотвращает образование карманов и пористости в зоне сварки.
7.- обеспечивает рекристаллизацию сварного металла, когда он остывает.
8.- Предотвращает выталкивание расплавленного металла во время сварки.
9.- Позволяет вытягивать шкив при вращении.
Вывод:
Идеальный сварочный контур должен быть сконструирован таким образом:
— Потери энергии — Wp — минимальны.
— Количество генерируемого окисления минимально.
— Эффективная энергия — Мы — максимальна
— Полученная структура однородна
МЕТАЛЛИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Материалы, используемые в электросварных контейнерах, изготовлены из низкоуглеродистых сталей. Содержание C < 0,5 % и < до 1% в других элементах.
Влияние различных элементов, которые входят вместе с железом в сталь для формирования стали, вызывают различные эффекты, например:
Углерод: поверхностная твердость стали имеет тенденцию к увеличению с содержанием углерода. Не оказывает существенного влияния на сварку для C < 0.2 %.
Марганец: повышает твердость и устойчивость к поломкам. Если Mn > 0,6 %, то при высоком содержании углерода сварной шов хрупкий. Если Mn < 0,3 %, то возникает пористость и сварной шов становится хрупким. Поэтому Mn должен находиться в % между обоими граничными значениями.
Сера: Ее присутствие должно быть 0,035 %, если это возможно, и никогда не превышать 0,05 %, потому что это создаст риск возникновения слабых мест в структуре сварного шва, особенно если углерод имеет тенденцию к увеличению.
Кремний: от 0,01 % до 0,10 % улучшает свариваемость.
Фосфор: Это примесь, которая должна присутствовать в минимально возможном количестве. Он не должен превышать 0,04%. Он делает сварной шов хрупким, вызывает переломы, снижает устойчивость к ударам и усталость.
Влияние поверхностных покрытий:
Олово: Олово на поверхности жести снижает сопротивление на границе раздела фаз, поэтому необходимо увеличить ток пайки в зависимости от содержания олова на поверхности, т.е. его покрытия. Другим аспектом является то, что чем выше содержание олова, тем выше поверхностное загрязнение электродов.
Хром: Обработка на основе хрома и оксида хрома препятствует прохождению тока и не подходит для электросварки.
ОБРАЗОВАНИЕ ПЯТЕН СВАРКИ
A.- Изменение контактных сопротивлений (Re, Rc и R’e)
1º.- Функция давления:
— Если давление сварки повышается, то это вызывает:
o Снижение паразитарных сопротивляемостей Re и R’e
o Уменьшение сопротивления интерфейса Rc
См. рис. 5:
— Это уменьшение является функцией:
o Характер поверхности
o Твердость материалов
o Его проводимость.
2º.- Функция температуры:
— Под влиянием температуры Т происходит смягчение шероховатости поверхности, уменьшение Rc (контактного сопротивления) и увеличение Ri (внутреннего сопротивления металла).
См. рис. 6:
3º.- Эволюция во время сварки:
— 1) Во время начала сварки самая важная энергия, потребляемая при сварке, обусловлена сопротивлением Rc.
— 2) Rc уменьшается к 0, до точки плавления.
— 3) Ri увеличивается до температуры плавления.
— 4) Затем Ri уменьшается с увеличением объема точки.
На графике nº 7 показана эволюция общего R благодаря действию Rc и Ri во время точечной сварки.
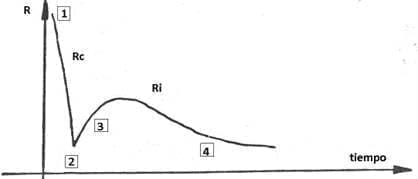
Рисунок 7: Изменение сопротивлений в зависимости от времени сварки
Rc выступает в качестве катализатора в начале процесса сварки и позволяет увеличить Ri.
Re и R’e (сопротивление между металлом и медной проволокой) являются источником потерянной энергии, значение которой слабое, но не меняется во время сварки, при условии, что электрод является хорошим проводником и достаточно охлажденным.
В.- Интенсивность сварочного тока — время сварки:
Для того чтобы явления, описанные в пункте А, хорошо развивались, необходимо:
— Высокая интенсивность I
— Короткое время сварки Тс.
Помните, что по закону Джоуля (W = 0,24 R I t) потребляемая энергия W является функцией силы тока I и времени сварки t, при равном сопротивлении R. Таким образом, можно получить одинаковое значение W:
— Я слабый и длинный
— Я сильный х т короткий
Если мы выберем слабый вариант I, это случится:
— Температура металла в целом повышается, но без плавления.
— Рост потерь
— Ухудшение состояния электродов
Во всех случаях баланс тепла будет тем выше:
— Я трачу впустую, увеличивая
— T слабый, уменьшается
Принято считать, что время сварки обратно пропорционально квадрату тока.
Диаграмма энергии сварки(Вт) в зависимости от тока(I) и времени(t) показана на графике 8 ниже:
В которых мы можем определить различные зоны:
— Зона А = зона соединения металла
— Зона В = Зона сварки металла
— Зона C = зона проекций, внешняя к точке металла
Практичный способ регулировки сварочного аппарата для заданного металла и давления сварки:
— Схема сварки должна быть построена, искать:
o Предел склеивания
o Предел проекции
Все это для данного трансформаторного крана. Затем такая же операция выполняется для следующего верхнего и нижнего гнезда.
Таким образом, получаются три зоны сварки, из которых мы выберем самую большую, настроив машину на 50%.
C.- Влияние размеров места сварки
Факторы, влияющие на размеры точки сварки:
— Толщина металла
— Значение перекрытия края, которое мы обозначаем C
— Длина пятна сварки L, которая зависит от скорости сварки по отношению к скорости сварки.
Наиболее благоприятные условия возникают при L/C = 1. В такой точке тепло от сварного шва распределяется правильно и получается равномерно распределенная цепь горячих точек.
Если L/C = 2, условия не столь благоприятны, так как в этот момент тепло сварного шва распределяется плохо, и может быть получена альтернативная последовательность горячих и застрявших (холодных) пятен. См. график № 9
Рисунок № 9: Диаграммы точечной сварки
ТОЧЕЧНАЯ СВАРКА МЕТАЛЛОВ
1º.- Период разминки:
— Прохождение тока вызывает локализованный нагрев, который приводит к плавлению материала, соответствующего двум частям.
— При нагревании линза из материала расширяется, при этом под линзой понимается область расплавленного материала, имеющая такую форму.
— Для нейтрализации осевого напряжения плавящегося металла требуется высокое сжимающее напряжение.
— Если сжимающее напряжение слишком слабое, металл уходит в виде проекций.
— Это приводит к значительным внутренним дефектам (пустоты, поры…) в сварном шве.
2º.- Тепловое состояние пятна при резке сварочного тока:
— Зона А = плавка металла
— Зона B = пастообразный металл
— Зона С = критическая температура
— Зона D = Ниже критической температуры
— Зона Е = температура окружающей среды
См. чертеж № 10:
Рисунок № 10: Тепловое состояние точки сварки
— Температурный градиент переходит от 1500º C к комнатной температуре в несколько миллиметров.
— Отключение сварочного тока знаменует начало охлаждения.
3º.- Фаза охлаждения:
— Расплавленный металлический стержень расположен в пределах большой охлаждающей массы, состоящей из:
сварные части
o Электроды, которые охлаждаются
— Тепловые обмены происходят быстро
— Кристаллизация происходит путем сближения по направлению к центру точки:
o Зона D = без изменения структуры
o Зона С = Зерно рафинируется
o Зона В = тонкая структура
o Зона А = тонкая структура
При неправильном охлаждении под давлением сварки могут образовываться дымовые отверстия. Термическая усадка может также привести к внутренним напряжениям в определенных точках.
ИСПЫТАНИЕ СВАРОЧНОЙ ЦЕПИ
1º.- Проблемы, возникающие при сварке
— Геометрия внутреннего шва.
Внутренний шов всегда неровный, с волнами, расплавленным металлом, острыми краями, все это вредно для хорошей защиты с помощью накладного лака.
— Однородность сварного металла
o Увеличение скорости сварки или
o Уменьшение значения перекрытия шва при одинаковой скорости.
производит слабые места в сварном шве, которые материализуются разрывами внутреннего шва.
2º.- Описание сварочного контура
Рассмотрим нормальный сварочный контур, который в основном состоит:
— Верхний валик (большой диаметр)
— Нижний шкив (малый диаметр)
— Сварочный трансформатор
Эта схема характеризуется тем, что оба колеса имеют разные диаметры, поэтому контактные поверхности различны, что и подразумевается:
1º.- R2 < R6 и, следовательно, W6 > W2
Это означает, что внутри сварной шов горячее, чем снаружи.
2º.- Кроме того, уже сформированные стежки поддерживают определенную температуру в уже выполненной части перекрывающегося шва выше, чем в задней части, которая будет холоднее.
3º.- Так как проволока остается в контакте с внешним электродом в течение более длительного периода времени, наружная сварка будет охлаждаться быстрее.
Поэтому можно сказать, что распределение температуры является асимметричным, от чего оно снижается:
— Внутри и снаружи
— Спереди и сзади
Исследование показывает, что пятно на внутренней стороне сварного шва характеризуется следующими тремя элементами:
— а) Отпечаток точки
— б) край листа
— в) Фестон из расплавленного металла, вытолкнутый из сварного шва.
См. рис. 11.
Рисунок 11: Элементы внутренней стороны сварной конструкции
3º.- Последствия:
Поперечное сечение сварного шва показывает, что пятно сварного шва образует гребень по направлению к передней (самой горячей) части, т.е. к самой горячей части:
1º.- Недостаточное распределение температуры приводит к тому, что металл остается в пастообразном состоянии между двумя следующими друг за другом точками сварного шва, этот металл нагружается шкивом в момент подачи следующего импульса на сварной шов.
2º.- Этот металл, который толкается, не подвергается ковочному давлению и не охлаждается шкивом, поэтому существует опасность неоднородности сварного шва.
3º.- Если условия сварки таковы, что отношение L/C является неблагоприятным:
— Между самыми горячими точками создаются липкие точки.
— Недостаточное распределение энергии усиливается.
В результате, металл, находящийся в тестообразном состоянии, подвергается нагрузке в виде шкива, создающего скрепленное, но не сваренное пятно.
4º.- Расширение металла, вызванное нагревом, не может производиться вертикально, а горизонтально в зоне формирования конька. Поэтому после охлаждения в области сварного шва создается зона сужения и натяжения, которая представляет риск хрупкости.
Рисунок № 12: Нагрузки в сварном шве после охлаждения
 Герметизация тонких высокопрочных материалов для пищевых банок
Герметизация тонких высокопрочных материалов для пищевых банок
 ВЛИЯНИЕ ДИЗАЙНА ЛИНИИ НА ПРОИЗВОДИТЕЛЬНОСТЬ
ВЛИЯНИЕ ДИЗАЙНА ЛИНИИ НА ПРОИЗВОДИТЕЛЬНОСТЬ
 РАСЧЁТ МИГАЮЩЕГО КУБИКА
РАСЧЁТ МИГАЮЩЕГО КУБИКА
 ИЗГОТОВЛЕНИЕ ФАСОННЫХ КОРПУСОВ КОНТЕЙНЕРОВ
ИЗГОТОВЛЕНИЕ ФАСОННЫХ КОРПУСОВ КОНТЕЙНЕРОВ
 ОБНОВЛЕНИЯ СВАРОЧНОГО АППАРАТА
ОБНОВЛЕНИЯ СВАРОЧНОГО АППАРАТА
 УЛУЧШЕНИЕ ХАРАКТЕРИСТИК ПРОВОЛОКИ НА СВАРОЧНЫХ АППАРАТАХ
УЛУЧШЕНИЕ ХАРАКТЕРИСТИК ПРОВОЛОКИ НА СВАРОЧНЫХ АППАРАТАХ
 ПОЧЕМУ НЕЛЬЗЯ СВАРИТЬ МАТЕРИАЛ TFS?
ЭЛЕКТРОСВАРКА
ПОЧЕМУ НЕЛЬЗЯ СВАРИТЬ МАТЕРИАЛ TFS?
ЭЛЕКТРОСВАРКА
 ЛИНИЯ ДЛЯ КОНТЕЙНЕРОВ ДЛЯ НАПИТКОВ «ТРИ КУСКА».
ЛИНИЯ ДЛЯ КОНТЕЙНЕРОВ ДЛЯ НАПИТКОВ «ТРИ КУСКА».




0 Комментариев