
抽象的
金属工业中点焊的基本原理和形成良好焊接点的标准。
这项工作总结并补充了已经在本网站上发表的标题为:
定义
在通过电焊进行焊接的金属容器中,在没有任何外部影响的情况下,仅在被认为粘附的区域中有强电流通过这些金属零件,即可获得两个待连接金属零件之间的焊接点。
焊接所需的热量是由材料在待焊接点处与该电流的通过相对的电阻产生的。
连续的焊接线是通过在两个要连接的金属零件之间出现的一系列点来实现的,这些点要承受两个圆形电极的压力,电流通过该圆形电极流通,并通过反向旋转运动来实现。 参见图1:
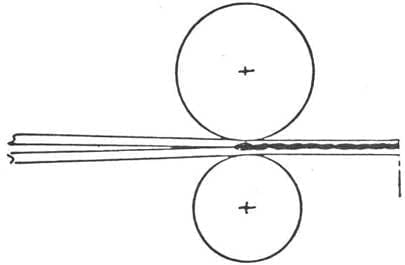
图编号:连续焊接线的形成
基本原则
A.-电流概念:欧姆定律
每个电路中的电流强度(以安培为单位)等于电路端子处的电压(以伏特为单位)除以该电路的电阻(以欧姆为单位):
我= V / R
见图2:
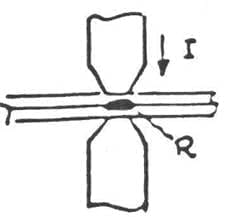
图2:焊接点示意图
B.-热的概念:焦耳定律
通过电流在导体中产生的热量取决于:
-当前强度一世
-导体电阻[R
-电流流通的时间Ť
全部由表达式链接:
W = 0.24 RI t
C.-焊接设备中的电阻
焊接电路中存在以下电阻器:
-R1 =上皮带轮和铜线之间的电阻
-Re =电线与金属之间的电阻
-Ri =金属的内部电阻(第一区域)
-Rc =接触电阻(界面)
-R´i =金属的内部电阻(第二区域)
-R´e =金属/铜线电阻
-R2 =底线/皮带轮阻力
参见图3:
图nº3:焊接电路中的电阻
电阻器Re,Rc和R´e,是变量,取决于:
-电极(皮带轮)之间的焊接压力
-金属表面的状态
-电极的形状和尺寸
-电极材料
-电极的表面状况。
电阻器R1,Re,R´ey R2 ,是寄生电阻,会产生以下能量损失:
Wp = W1 +我们+ W´e + W2
电阻器Ri,Rc和R´i它们是形成焊接点的有效电阻,并产生能量:
我们= Wi + Wc + W´i
观察结果:
a。-能量W1和W2它们随着灰尘和焊轮凹槽变形的增加而增加。
b.-我们和韦它们加热金属表面并有助于焊缝的氧化。 产生的氧化量是时间和温度的函数。
D.-能量平衡
消耗的能量为: Q =我们+ Wp
达到焊接温度所需的热量是以下功能的函数:
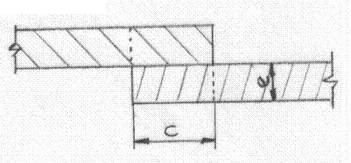
-金属的体积。 参见图4。 该卷是:
V = 2e X C X与存在与焊接速度。
—金属的比热
-热损失。
这些热量损失为:
-通过电极中的导电,取决于:
o电极表面
o金属与电极之间的接触
o时间
-通过焊接金属中的传导,取决于:
o导热系数。
o金属厚度
-通过辐射
-通过冷却滚筒的冷水。
E.-焊接压力的主要功能:
1.-使要焊接的材料保持接触
2.-防止空气进入焊接区域
3.-它迫使电流在接触的表面之间通过
4.-保持恒定的空气接触电阻
5.-通过锻造导致金属晶体变形
6.-防止在焊接区域形成气穴和气孔
7.-确保焊接金属在冷却时重结晶
8.-防止在焊接过程中排出熔融金属
9.-允许滚轮旋转拖动
结论:
理想的焊接电路必须以以下方式设计:
-能量损失- p -最小
-产生的氧化量很小
-有效能量-我们-做到最大
-获得的结构是均匀的
金属特性
电焊包装中使用的材料由低碳钢制成。 它在C中的内容是 < 在0.5%和 < 其他元素占1%。
与铁结合形成钢的不同元素的影响会产生不同的影响,例如:
碳:钢的表面硬度倾向于随着碳含量的增加而增加。 对C的焊接无明显影响 < 0.2 %.
锰:增加硬度和抗断裂性。 是锰>0.6%,在高碳含量的情况下,焊缝易碎。 是锰<0.3%时会出现气孔,焊缝变脆。 因此,Mn必须在两个极限值之间以%计。
硫:如果可能的话,其含量应为0.035%,并且不得超过0.05%,因为这可能会导致焊缝结构薄弱,尤其是碳趋于增加时。
硅:从0.01%到0.10%改善了可焊性。
比赛:它是一种杂质,必须以尽可能最少的量存在。 它不必超过0.04%。 它会使焊缝变脆,导致断裂,降低抗冲击和抗疲劳性。
表面涂层的影响:
锡:马口铁表面的锡会降低界面处的电阻,因此有必要根据表面锡的含量(即其涂层)来增加焊接电流。 另一方面是锡含量越高,电极的表面污染越大。
铬合金:基于铬和氧化铬的处理会阻止电流通过,因此不适用于电焊。
焊接点的形成
A.-接触电阻(Re,Rc和R´e)的变化
1º.-压力功能:
-如果增加焊接压力,则会导致:
o降低寄生电阻回覆ÿ回覆
o界面电阻降低钢筋混凝土
参见图5:
-减少的原因是:
o表面性质
o材料的硬度
o它的电导率。
2º。-温度功能:
-在温度的影响下Ť ,表面粗糙度会变软,钢筋混凝土(接触电阻)并增加日(金属的内阻)
参见图6:
3º.-焊接过程中的演变:
-1)开始焊接时,消耗的最重要的能量是由电阻引起的RC。
– 二)钢筋混凝土在熔点之前降低到0
-3)日增加到熔点
-4)之后日当点的数量增加时减少
图7代表了[R总的行动钢筋混凝土ÿ日点焊过程中。
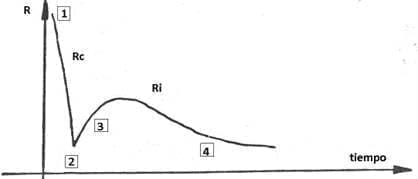
图nº7:电阻随焊接时间的变化
钢筋混凝土在焊接过程开始时起催化剂作用,并允许增加日。
Re and R´e (金属/铜线之间的电阻)是能量损失的来源,其值很弱,但在焊接过程中不会改变,只要电极是良好的导体并充分冷却即可。
B.-焊接电流强度-焊接时间:
为了使A点中描述的现象发展良好,有必要:
-强度一世高架
-一次焊接s , 简短的。
请记住,根据焦耳定律(W = 0.24 RI t)消耗的能量w ^是强度的函数一世焊接电流和时间Ť ,电阻相等R.因此,相同的价值w ^可以通过以下方式实现:
—一世弱x Ť长度
—一世强x Ť短的
如果我们选择一世弱,发生:
-金属组件的温度升高,但未达到融合状态。
-损失增加
-电极变质
在所有情况下,热平衡都将更高,因为:
—一世强劲,不断增长
— Ť衰弱,下降
可以认为,焊接时间与电流的平方成反比。
焊接能量图( w ^ )与强度(一世)和天气( Ť ),如下图8所示:
在其中我们可以将不同区域定义为:
-A区=金属结合区
-B区=金属焊接区
-区域C =到金属点的外部投影区域
针对给定的金属和焊接压力调整焊机的实用方法:
-必须建立焊接图,寻找:
o胶合极限
o投影极限
所有这一切都针对特定的变压器抽头。 接下来,对上方和下方的镜头进行相同的操作。
因此,获得了三个焊接区域,我们将从中选择最大的焊接区域,将机器调节到其中的50%。
C.-焊接点尺寸的影响
影响焊接点尺寸的因素有:
-金属的厚度
-边缘重叠的值,我们用C
-焊接点的长度大号,它是焊接速度的函数与。
最有利的条件是何时信用证= 1。在这一点上,来自焊接的热量被正确地分布,并且获得了一连串的均匀热点。
是的信用证= 2 ,条件不是很理想,因为在这一点上焊接的热量分布不均,并且可以获得交替的热点和胶合(冷)点。 参见图9
图nº9:焊点图
点焊机的冶金
1º。-加热时间:
-电流的通过引起局部加热,该加热达到对应于两片的材料的融合
-在加热过程中,材料小扁豆膨胀,将具有这种形状的熔融材料区域理解为小扁豆。
-需要高的压应力来抵消熔融金属的推动应力。
-如果压应力过弱,则金属会以凸起形式逸出。
-因此,焊缝中存在重要的内部缺陷(空腔,气孔…)。
2º.-点的热状态,在切断焊接电流时:
-A区=熔融金属
-B区=糊状金属
-C区=临界温度
-D区=低于临界温度
-E区=室温
参见图10:
图nº10:焊接点的热状态
-温度梯度从1,500ºC到室温仅几毫米。
-切断焊接电流标志着冷却的开始。
3º。-冷却阶段:
-熔融金属的芯位于重要的冷却物质中,该物质包括:
o焊接零件
o电极,已冷却
-换热很快
-通过收敛到点的中心进行结晶:
o D区=结构不变
o C区=精制谷物
o B区=精细结构
o A区=精细结构
如果未正确执行焊接压力下的冷却,则会形成气孔。 热收缩还会在某些点导致内部应力。
焊接电路的检查
1º。-焊接引起的问题
-内部焊缝的几何形状。
内部焊缝总是不规则的,并呈现出波纹,熔融金属,锋利的边缘,所有这些都不利于通过涂层清漆的良好保护。
-焊接金属的均质性
o提高焊接速度或
o以相等的速度减小接缝的重叠值
在焊缝中产生弱点,由于内部焊缝的破裂而变得脆弱
2º。-焊接回路说明
让我们考虑正常的焊接电路,它主要包括:
-上辊(大直径)
-下辊(小直径)
-焊接变压器
该电路的特点是两个滚轮的直径不同,因此接触面也不同,这意味着:
1st。-R2< R6,因此是W6> W2
这意味着内部的焊料比外部的焊料更热。
2º.-此外,即使在没有意识到温度较低的情况下,重叠接头的已制成部分中的已经形成的点仍比其背面中的部分保持较高的温度。
3º.-由于焊丝与外部电极的接触时间更长,因此外部焊接会更快地冷却。
因此,可以说温度分布是不对称的,从以下方面降低:
-由内而外
– 从前到后
检查表明,焊缝内部的点具有以下三个元素:
-a)点的足迹
-b)纸张边缘的边缘
-c)从焊接处推出的熔融金属花彩。
参见图11。
图nº11:焊缝内表面的元素
第三-后果:
焊缝的横截面表明,焊缝形成了向前的凸脊(最热的部分),因为:
1º。-温度分布不足会导致金属在焊缝的两个连续点之间处于糊状状态,这种金属会在下一个脉冲印刷到焊缝时被滑轮打乱。
2º.-这种被推动的金属不会受到锻造压力,也不会通过皮带轮冷却,因此存在焊缝不均匀的风险。
3º.-如果焊接条件不利于该关系信用证:
-在最热的点之间创建了胶合点。
-不良的能源分配增加。
因此,处于浆糊状态的金属会由于皮带轮的打乱而产生胶合而不是焊接的点。
4º.-由加热引起的金属膨胀不能垂直发生,而是在形成凸脊的区域水平进行。因此,在冷却之后,在焊缝的区域中产生收缩和拉伸区域,这存在脆性的风险。
图12:冷却后焊缝中的应力











0 Comments