
РЕЗЮМЕ
Операция закрытия в прямоугольном контейнере имеет некоторые характеристики, которые отличают его от круглого, так как он представляет собой более высокую степень сложности. Следующее исследование объясняет эту сложность и дает указания по ее решению.
ИСТОРИЯ ВОПРОСА
Закрытие состоит из прочного соединения дна или крышки с корпусом контейнера. Это достигается путем обжима края крышки — называемого «фланцем» — к краю корпуса — называемого «фланцем». Основные инструменты крепления:
— Мандрель: пластина, которая помещается в корыто крышки и служит прочной опорой для операции.
— Закрывающие ролики: ролики, оснащенные канавкой со специальным профилем для каждого случая. Существует два типа роликов — первого и второго действия. Первые из них имеют своей задачей изгиб и перекатывание края или крышки крышки по фланцу корпуса, тем самым инициируя сшивание. Вторые, крепко раздавите все. Эти ролики называются по-разному, в зависимости от типа шкивов и их площади: тачки, катки, ролики, ролики, срезы и т.д.
На рисунке 1 показана схематическая схема разработки крепежа. В нем 1) указана замыкающая оправка, 2) ролик первого действия, 3 ) корпус контейнера, 4) крышка. 5) второй рабочий валик и 6) закрываемая зона: фланец и фланец.
Последовательность а) является начальной позицией, б) является приведением в действие первого рабочего валика и в) второго рабочего валика.
Рисунок 1: Последовательность закрытия
Для получения более подробной информации о технике хорошего закрытия мы рекомендуем ознакомиться со следующими работами, опубликованными на этом сайте:
—«Спецификации по закрытию контейнеров для напитков«.
Целью данной статьи не является рассмотрение более общих вопросов о закрытии контейнеров, мы остановимся на конкретном случае некруглых контейнеров, особенно прямоугольных. Они делают самый трудный случай для закрытия.
Причина этой сложности заключается в том, что две крайние и противоположные ситуации сочетаются в одном замкнутом пространстве. По четырем сторонам прямоугольника замыкание следует прямым путем, можно сказать, что он описывает дугу окружности бесконечного радиуса. С другой стороны, в четырех закругленных углах описывается дуга с очень малым радиусом — обычно от 15 до 30 мм. Сочетание этих двух ситуаций, чтобы закрытие было адекватным по всему периметру, предполагает достижение компромисса между различными элементами.
Конечно, для того, чтобы добиться хорошего закрывания прямоугольной тары, недостаточно просто отрегулировать настройки моряка. Все задействованные элементы должны быть надлежащим образом подготовлены. Самое главное:
— Верхнее крыло
— Вкладка «Кузов
— Закрывающая оснастка
— Статус моряка
Из этих четырех компонентов мы сосредоточимся в настоящем документе на первых трех, так как они более специфичны для этой темы. Состояние моряка решается с применением хорошей системы техобслуживания.
Войдя в детали этих элементов, мы будем присутствовать конкретным образом на определенных факторах того же, как они есть:
— Конструкция и размеры фланца крышки и его скручивания.
— Применение соединения крыла
— Форма и размеры фланца корпуса
— Профиль горловин первого и второго рабочих валиков.
— Размеры корпуса
Точное определение каждого из них в значительной степени зависит от достижения хорошей укупорки в прямоугольном контейнере.
КОНСТРУКЦИЯ И РАЗМЕРЫ ФЛАНЦА ПРЯМОУГОЛЬНОЙ КРЫШКИ
Фланец можно определить как внешнюю область крышки, расположенную между стенкой чаши и внешним периметром. Во время закрытия она становится крючком крышки. Существует два типа крыльев: плоское и кудрявое.
Плоский фланец абсолютно гладкий и заканчивается острым краем, определяемым разрезом материала. То есть, его внешняя кромка — это режущая кромка. В настоящее время его использование очень ограничено, так как это устаревшая технология.
В закрученном крыле внешняя кромка складывается внутрь так, что режущая кромка заправляется. Это облегчает закрытие и укладку крышек. Внутри этого типа существует две версии.
- а) Тот, что с плоским верхом. См. рис. 2.
- б) Тот, что с изогнутым. Этот второй случай больше способствует формированию замыкания, но его изготовление более сложное, особенно если это прямоугольная крышка, так как она является нашим предметом.
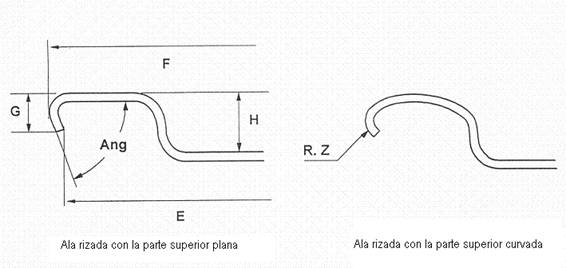
Рисунок 2: Кудрявые версии
В целом, для простоты в следующих комментариях мы будем считать, что крыло имеет тип a).
Для определения ширины фланца крышки, она будет измеряться снаружи, если она имеет волнистую форму, закручивание будет выпрямлено, а в случае прямоугольных крышек — в прямых участках.
Во время операции закрытия, когда фланец крышки заправляется, чтобы сформировать крючок крышки, случается, что в прямых участках это действие представляет собой простой изгиб металла, что не вызывает затруднений, но в углах материал ведет себя так, как будто мы пытаемся согнуть стержни вентилятора. Металл, расположенный на периферии крыла, должен быть сложен на радиус меньше первоначального, то есть он должен быть уменьшен до объема, меньшего, чем оригинальный. Это приводит к тому, что она течет по направлению к свободной части, т.е. к режущей кромке, или деформируется в виде морщин или складок. Второй вариант очень негативный, поэтому мы должны выбрать первый.
Поэтому, чтобы облегчить этот поток материала, необходимо обеспечить его умеренную твердость. Первый вывод — для прямоугольных крышек следует использовать жесть средней или низкой твердости — или TFS, чем меньше радиус угла, тем ниже твердость. Закалка Т 3 или Т 57 дает удовлетворительные результаты.
С другой стороны, если ширина фланца крышки равномерна по всему ее периметру, то при такой ползучести ее материала в углах произойдет увеличение ее ширины на момент закрытия в этих зонах. Это привело бы к чрезмерным крючкам крышки на спицах, оставляя закрытие несбалансированным. Чтобы избежать этого дефекта, необходимо уменьшить размеры фланца в четырех углах, это следует делать постепенно, начиная с существующего размера в прямой части и достигая минимума при 45º в арке. Таким образом, меньший начальный размер в криволинейных участках фланца будет компенсирован его увеличением длины в процессе работы, в результате чего по всему периметру заслонки появится равномерный крючок.
Чем меньше радиус дуги по углам, тем больше должно быть это уменьшение материала. На рисунке 3 приведены рекомендуемые значения этого уменьшения как функция от номинальной ширины крыла и значения радиусов.
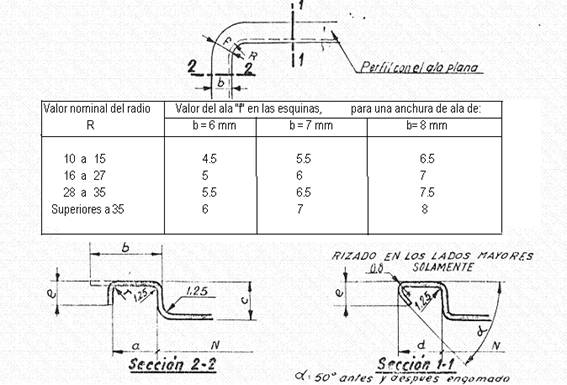
Рисунок № 3: Рекомендуемые значения фланцев по углам
Эти значения берутся при 45º, в его минимальной точке длины. Конструкция головки матрицы должна включать в себя это уменьшение фланца по радиусу. С другой стороны, высота закручивания должна быть более или менее равномерной, чтобы облегчить образование крючка крышки при закрытии. Последнее приводит к необходимости уменьшать ширину канала крыла в тех местах, где меньше материала, т.е. в четырех углах. Это приводит к тому, что центры радиусов наружной поверхности центра матрицы и внутренней поверхности пуансона не совпадают с центром других частей внутри матрицы. Кроме того, в этих двух частях углы имеют составные радиусы. См. рис. 4. Для того чтобы определить значения этих радиусов, необходимо определить их по геометрической трассировке, которая впоследствии будет подтверждена практическим путем.
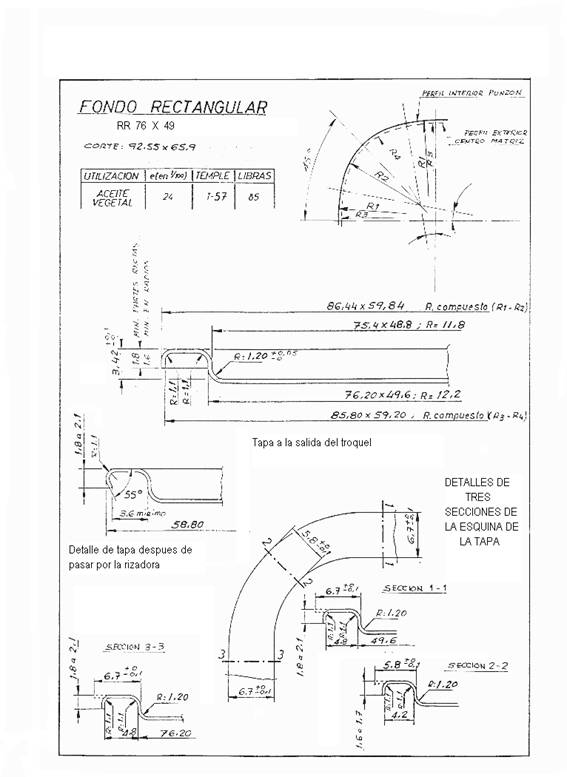
Рисунок № 4: Прямоугольный кожух с уменьшенной шириной фланца по углам
. На рисунке № 4 изображена крышка формата RR 76 x 49 радиусом 12 мм. Вышеуказанные указания были учтены при его проектировании. Видно, что в сечении 2-2, соответствующем углу крышки, ширина канала составляет 4,2 мм, а в остальных 4,8, т.е. в этом измерении в основном предполагается уменьшение материала.
После высечки кромка скручивается под углом 55 градусов. Эта операция может быть выполнена:
— 1-е: С двух основных сторон. Это классическая и простая процедура.
— 2-е: По всему периметру: Требуется более сложное оборудование, но это лучшее решение для закрытия.
Мы избегаем вдаваться в детали, чтобы не отклоняться от нашей темы. Достаточно сказать, что любой из них может дать хорошее завершение, хотя по возможности лучше выбрать второй вариант.
НАНЕСЕНИЕ КОМПОЗИТА НА ФЛАНЕЦ ПРЯМОУГОЛЬНОЙ КРЫШКИ
Прямоугольные крышки можно клеить двумя различными способами:
— По тампону. Это традиционная и до сих пор наиболее распространенная процедура.
— В душ. Обеспечивает лучшее качество.
В обоих случаях, если крышка была скручена только с больших сторон, то количество используемого компаунда на этих двух сторонах меньше, так как канал доступа для приложения является более узким. Это приводит к отсутствию равномерности в объеме резины, наносимой по периметру крыла.
Другим желательным условием является нанесение компаунда как можно ближе к внешнему краю фланца, так как это гарантирует его расположение в замыкании в зоне перекрытия крышки и крючков корпуса. Этого трудно добиться на сторонах с инициируемым кёрлом, но необходимо максимально приблизиться к этой цели.
В углах, так как ширина канала фланца узкая, чем по бокам без инициированного скручивания, объем резины, наложенной на него, также будет уменьшен. В этом месте составной след будет уменьшаться от точки стыка с несжимающимися сторонами до инициируемых пульсационных сторон.
На рисунке 5 показана форма жевательного тампона для прямоугольной крышки, с более крупными сторонами с начальным закручиванием. Размеры привязаны к ширине фланца крышки.
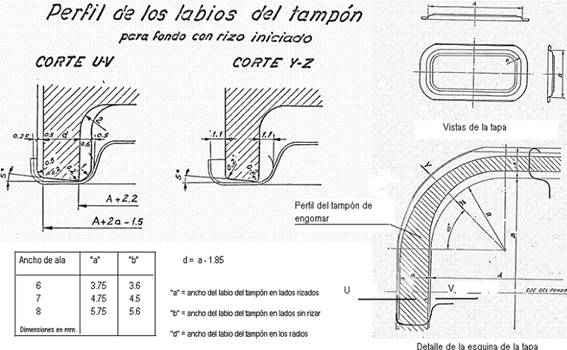
Рисунок № 5: Размеры подушечки для жевательной резинки
Для хорошей герметизации очень важно, чтобы резина:
— расположен в предусмотренном месте и не загрязняет другие участки крыла.
— которая упругая, чтобы вписываться в пересечения затвора.
— хорошо полимеризована и приклеена к металлу.
Количество смазки, которое необходимо нанести для достижения хорошего уплотнения, зависит от ширины фланца крышки. Это проверяется путем взвешивания крышки до и после жевания. Для расчета теоретического веса, который будет применяться, необходимо предварительно знать объем, который после высыхания должен занять на крыле. После того, как это будет определено, достаточно применить удельный вес компаунда, используемого после высыхания, и его процентное содержание в твердых веществах — оба эти показателя должны быть предоставлены производителем — для расчета влажного веса компаунда, который будет осаждаться на крыло.
В следующей таблице указан соответствующий теоретический объем, который необходимо осадить на фланец, выраженный в мм3 на линейный метр фланца. Зная эти данные и периметр крышки, простой пропорцией определяется объем на крышку и на их основе разрабатывается расчет теоретического увлажненного объема
Ширина фланца заслонки Объем в мм3/линейные м. ( V )
6 мм 180
6.7 “ 200
7 “ 210
8 “ 250
Формулы: p = V x L x d /1000 P = 100 x p/E
Где:
p = теоретический вес сухого вещества на фонд, выраженный в мгр.
P = теоретический вес жидкого соединения на фонд в мгр.
d = удельный вес соединения
E = % твердые частицы соединения
V = объем соединения на линейный метр в мм3/м
L = Развитие периметра крышки в мм.
ФОРМА И РАЗМЕРЫ ФЛАНЦА КОРПУСА
В целом, влияние корпусов менее значимо, чем крышки, при получении хорошей герметичности. В общем, мы можем сказать, что они должны:
— имеют достаточную жесткость и прочность для того, чтобы правильно выдержать операцию закрытия.
— быть размером так, чтобы крышка плавно прилегала к его рту.
— фланец имеет соответствующий радиус и ширину.
Мы сосредоточимся только на третьем пункте, потому что он, пожалуй, самый важный. Первое связано с выбором подходящего металла, а второе — просто взять за основу размеры центра матрицы крышки.
Выполнение фланца на прямоугольном контейнере обычно выполняется тремя различными способами:
— Путем складывания — или также называемым «выжималкой». Фланец образуется путем складывания края корпуса над внешними губками, которые его обнимают, подталкиваемыми открывающимися расширительными лопастями. См. рис. 6.
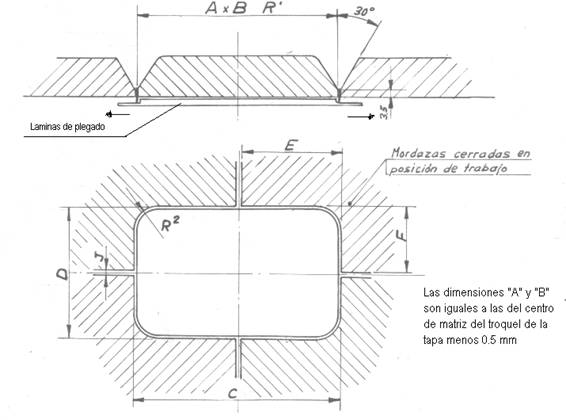
Рисунок № 6: Выжимающая консервация
— По тампону. В этом случае вкладка формируется путем нажатия тела на кубик вкладки, имеющий свою форму. Этот тип оснастки обычно имеет упоры на прямых деталях, а угол наклона фланца изменяется по радиусам. См. рис. 7.
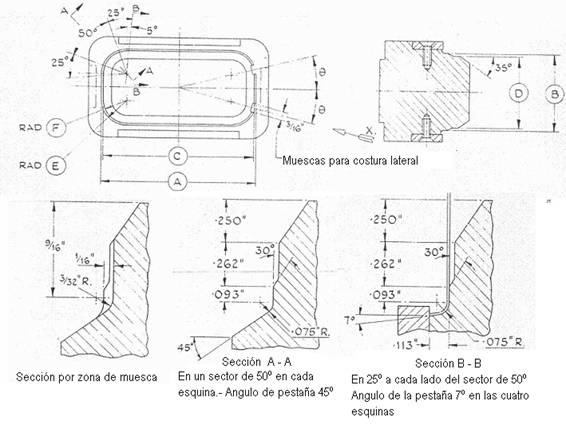
Рисунок № 7: Покрытие буфера
— С помощью смешанной оснастки, которая сочетает в себе технику фальцовки — расширения — листами по четырем прямым сторонам контейнера и набивки по четырем углам. Это делает вкладку не однородной в вашем профиле. В прямых частях радиус небольшой и фланец стремится к горизонтали, а в углах радиус больше и фланец меньше и имеет определенный наклон. Это скорее проблема внешнего вида, чем качества. Если фланец имеет хорошие размеры, то эти изменения формы по периметру не переносятся на затвор. Из трех систем это лучшая.
Значение фланца связано с размером крыла. В прямых участках его значение немного больше, чем в радиусах. Как правило, эта разница составляет 0.15 мм. Отчасти это связано с конструкцией оснастки, а отчасти с эластичностью материала. Таким образом, в одной и той же области лучше соотношение между крылом на спицах и фланцем. Ориентировочные значения приведены ниже.
Ширина крышки фланца Фланец кузова Фланец корпуса на спицах
6 2.55 2.40
6.7 2.85 2.70
7 3.00 2.85
8 3.70 3.50
Ширина фланца будет оцениваться снаружи и будет получена на основе среднего значения, полученного при измерениях в разных точках, так как трудно добиться однородности фланца по всему периметру.
ЗАПИРАЮЩИЕ РОЛИКИ
Наиболее важной частью стопорной оснастки являются стопорные ролики. Правильный выбор профиля, особенно первой операции, зависит от достижения в нем хорошего качества. В нашем случае прямоугольные контейнеры обладают особыми характеристиками, как мы видели на различных участках. Их можно обобщить как отсутствие однородности во фланце крышки и во фланце корпуса.
По этой причине роликовые профили, используемые в круглых контейнерах, с теоретическим значением фланца и отбортовки, равным прямоугольному контейнеру, который мы собираемся закрыть (например, фланец 7 мм и отбортовка 3), обычно не дают полностью удовлетворительного результата. Проблема часто возникает на спицах, где «шипы» часто появляются в основании закрытия и морщины появляются на крючке крышки.
Мы еще раз настаиваем на том, что когда это происходит, лучше всего не тратить время, пробуя различные типы профилей роликов, пока вы не найдете тот, который работает, это не всегда дает результат. Мы должны быть уверены, что фланец и фланец, особенно на спицах, соответствуют требованиям, описанным выше, а колпачки — хорошего качества, в противном случае мы будем тратить время на «битву» с моряком. Однако если мы начинаем с правильных компонентов, самое время изучить ролики.
Первая операция «Рулина»: Это очень важно для хорошего закрытия. Определяет правильное формирование крюка.
Опыт показывает, что хорошие результаты обычно достигаются при использовании профиля, который отвечает следующим условиям:
— Высота горла: Высота, которая соответствовала бы круглому закрытию контейнера с фланцем, меньшим, чем прямоугольный контейнер, о котором идет речь. Например, если прямоугольная крышка имеет высоту фланца 6,7, следует использовать ролик с высотой фланца 6 мм.
— Глубина горла: В этом случае глубину горла следует увеличить на 015 мм, что соответствовало бы круглому закрытию контейнера с меньшим фланцем. Продолжая предыдущий пример, возьмем глубину горловины для крыла 6 мм и добавим еще 0.15 мм.
Короче говоря, речь идет о выборе ролика, который подойдет для закрытия круглого контейнера с фланцем на шаг ниже прямоугольного, который мы хотим закрыть, углубляя его горло на 0,15 мм.
Эти ценности были получены практическим путем, но в этом есть логика. Принимая во внимание уменьшение размеров в радиусах закрывающих элементов, цель состоит в том, чтобы найти профиль горловины, промежуточный по отношению к значениям, которые по отдельности соответствовали бы прямым деталям и радиусам контейнера. На рисунке 8 показан профиль, который хорошо работает для прямоугольных контейнеров с номинальным фланцем примерно 7 мм.
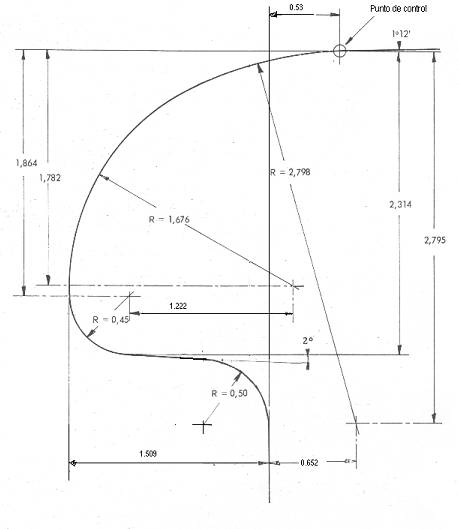
Рисунок № 8: Профиль ролика 1 операция
Вторая операция «Рулина»: Не так важна, как предыдущая. Можно использовать эквивалент круглого закрытия контейнера с теми же параметрами, хотя есть и такие, которые имеют небольшие корректировки для улучшения его характеристик. На рисунке № 9 приведен пример, который дает хорошие результаты; он также рассчитан на крыло 7 мм.
Рисунок № 9: Профиль 2-го рабочего валика
Существуют и другие компоненты, о которых необходимо позаботиться, такие как оправка и компрессионный патрон. А также ее регулировка: указатель высоты, нажимная пружина и т.д… Но это уже часть того, что является техникой закрытия, которая не является предметом этой работы.
МЕРЫ ПО ЗАКРЫТИЮ
Шаги, которые необходимо предпринять, чтобы достичь хорошего закрытия в прямоугольном контейнере являются общими для этой операции, и мы уже направили читателя на некоторые работы, связанные с ними, так что мы не будем расширять на него.
Только для ориентирования мы показываем стандартные значения для закрытия на прямоугольном контейнере с 3 мм фланцем и 7 мм фланцем крышки, что, как правило, является наиболее распространенным случаем. На рисунке 10 они показаны.
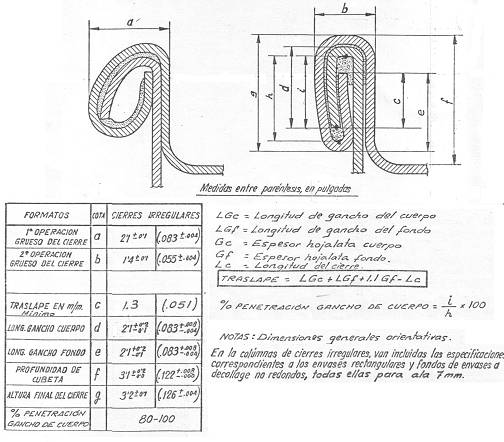
Рисунок № 10: Измерения прямоугольного закрытия
Однако следует отметить следующие замечания:
— Угловые крепления имеют небольшие различия в размерах по сравнению с прямыми деталями.
— Толщина уплотнения увеличивается на 0,1 мм по углам.
— Если давление увеличить, чтобы попытаться выровнять толщину по периметру, это создаст избыточную высоту закрытия по углам.
— Для обеспечения равномерного уплотнения корпус должен всегда располагаться на пластине в одном положении по отношению к боковому шву пластины.
— В шпаклевочных машинах, в которых для каждой операции используется более одного валика, важно, чтобы их профили были идентичны, а настройки были одинаковыми.
 Герметизация тонких высокопрочных материалов для пищевых банок
Герметизация тонких высокопрочных материалов для пищевых банок
 ПЕРИФЕРИЙНОЕ РЕЗИНОВОЕ РАЙОНИРОВАНИЕ
ПЕРИФЕРИЙНОЕ РЕЗИНОВОЕ РАЙОНИРОВАНИЕ
 контроль качества при изготовлении металлических контейнеров
контроль качества при изготовлении металлических контейнеров
 Поставщик для прямоугольных металлических крышек для оливкового масла
Поставщик для прямоугольных металлических крышек для оливкового масла
 РАЗМЕРЫ ПРЯМОУГОЛЬНЫХ КОНТЕЙНЕРОВ
РАЗМЕРЫ ПРЯМОУГОЛЬНЫХ КОНТЕЙНЕРОВ
 РОЛИКИ 1-Я ОПЕРАЦИЯ ЗАКРЫТИЯ
РОЛИКИ 1-Я ОПЕРАЦИЯ ЗАКРЫТИЯ
 ШПАКЛЁВОЧНЫЕ МАШИНЫ ДЛЯ БАНОК ИЛИ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
ШПАКЛЁВОЧНЫЕ МАШИНЫ ДЛЯ БАНОК ИЛИ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 U-ОБРАЗНАЯ ЛИНИЯ ДЛЯ ПРЯМОУГОЛЬНЫХ ЗАДНИКОВ
U-ОБРАЗНАЯ ЛИНИЯ ДЛЯ ПРЯМОУГОЛЬНЫХ ЗАДНИКОВ
 ПЕРЕКРЫТИЯ И ЗАЩЕЛКИВАЮЩИЕСЯ КРЫШКИ ДЛЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
ПЕРЕКРЫТИЯ И ЗАЩЕЛКИВАЮЩИЕСЯ КРЫШКИ ДЛЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 ДВОЙНАЯ ЖЕСТЬ
ДВОЙНАЯ ЖЕСТЬ




0 Комментариев