
Речь идетне о детализации всех возможных дефектов в высечке колпачков, которые были бы неограниченными, а о указании наиболее типичных, обнаруживаемых путем наблюдения, которые предполагают серьезный дефект, который может иметь трансцендентность в использовании этих колпачков, и которые в основном связаны с высечкой операции.

Для ясности, о чем мы говорим, мы указываем на чертеже № 1 имена, которые мы будем использовать для обозначения точек, на которые будет воздействовать крышка.
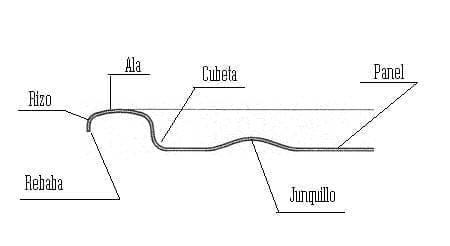
Рисунок № 1: Назначение ключевых точек на крышке.
Мы также перечисляем различные части матрицы с соответствующими названиями, чтобы избежать путаницы в обозначениях этих частей в следующих комментариях. На чертеже № 2 мы очень схематично показываем сечение матрицы и нумерацию ее частей.
Рисунок № 2: Схематическое сечение матрицы с частями, которые ее образуют.
1.- Ударный держатель 6.- Лезвие
2.- Удар 7.- Гладильное кольцо
3.- Ударный клин 8.- Центр кубика
4.- Выталкиватель или выталкивающее кольцо 9.- Внутренний матричный центр
5.- Ударный центр 10.- Ударный или обрезной центр
11. — Паук
1º.- РЕБАБАС
Заусенцы могут появиться на внешнем краю закрутки. Этот дефект препятствует хорошему закрытию крышки и сокращает срок службы 1-й операции закрытия.
Происхождение:
Заусенец вызван дефектной резкой материала. Это включает в себя пуансон и лезвие производственного штампа.
Причины и решения:
— О: Если штамп имеет тип «воздушное крепление», т.е. без направляющих колонн, то проблема может возникнуть из-за плохой установки пуансонов и штампов в сборе. Они не были установлены на прессе должным образом выровнены и отцентрированы. Необходимо повторить сборку, тщательно проверив ее центрирование. Если инструмент направляется, то вряд ли это будет связано с данной проблемой, если матрица была правильно отрегулирована в мастерской.
— Б: Плохое состояние губы пунша. Твоя передняя кромка может быть изношена. Требуется техническое обслуживание. Посмотри на работу:
— Перфораторы: строительство и техническое обслуживание
— C: Из-за чрезмерного износа после длительного периода эксплуатации режущая кромка лезвия закруглилась. Они должны быть отремонтированы или заменены. Посмотри на работу:
— D: Неправильное зажимание жести — или другого материала — ленточной ножкой, также называемой триммером. Проверьте состояние пружин — или уплотнительных колец, если они пневматические — убедившись, что давление в момент резки равномерное и достаточное.
2º.- ВЫТЯГИВАНИЕ НА ЗАКРУТКЕ ИЛИ КРАЮ КРЫЛА.
Неравномерное удлинение высоты закручивания. Этот дефект наиболее часто встречается в прямоугольных вершинах/нижах. Вызывает разницу в высоте нижнего крюка при закрытии.
Происхождение:
Во время высечки крышек и дна махровая ткань подвергается неоднородным растягивающим нагрузкам.
Причины и решения:
— О: Чрезмерные усилия, приложенные гладильным кольцом. Проверьте регулировку и состояние системы низкого давления — «паук». Давление может быть приложено пружинами, резиновыми лентами или ревматическим.
— Б: Плохое состояние внутренней губы пунша. Проверьте, достаточен ли внутренний радиус по всему периметру и достаточно ли он отполирован.
— C: Неправильное натирание воском или смазывание материала. Проверьте вашу дистрибуцию.
3º.- МОРЩИНЫ В КУДРЯХ
Пульсации и/или складки во внешнем закручивании верхней/нижней части. Эти морщины могут появиться при закрытии
Происхождение:
Во время высечки крышек и днищ материал в этой зоне не контролируется должным образом.
Причины и решения:
— О: Давление, передаваемое гладильным кольцом, является недостаточным. Проверьте регулировку и состояние системы низкого давления — «паук». Давление может быть приложено пружинами, резиновыми лентами или ревматическим.
— В: Угол рабочей поверхности гладильного кольца неправильный и не соответствует градусам кромки пуансона. Убедитесь, что обе части имеют одинаковый угол наклона и находятся в пределах технических характеристик.
— C: Чрезмерное натирание воском или смазывание материала. Убедитесь в том, что ваше приложение
4-ГРАДУСНЫЕ ПЕРЕРЫВЫ В КЁРЛИНГЕ
Трещины на краю фланца крышки. Опасность утечки на уплотнении контейнера
Происхождение:
Может быть несколько причин, связанных с неправильным типом используемого материала или неправильной регулировкой его скольжения при высечке колпачков.
Причины и решения:
— A: Чрезмерное усилие от системы низкого давления — «паук» — из-за чрезмерной жесткости или регулировки используемых эластичных сред: пружин, резины, сжатого воздуха. Это давление должно быть снижено.
— В: Рабочая поверхность гладильного кольца не очень гладкая. Отполируй.
В: Внутри ударной губы в плохом состоянии. Твой радиус может быть маленьким. Капитальный ремонт, приведите в соответствие спецификации и отполируйте то же самое.
— D: Внешний радиус центра разреженной матрицы. Редо и полировка.
— Д: Избыточная толщина жести. Изменить материал
— F: Избыток темперамента в жести. Изменить материал
— G: Наличие заусенцев в разрезе. См. пункт 1
— H: Наличие мелких морщинок в кудряшке. См. пункт 3
5º.- БРЕЙКИНГ В ЗОНЕ ЧАШИ
Трещины или разрывы в стенке корыта, в радиусе или на прилегающей территории. Генерирует затруднения в работе моряка и утечки в замыкании
Происхождение
Также в этой проблеме может быть несколько происхождений, связанных с качеством жести и конструкцией пресс-формы.
Причины и решения:
— О: Избыток темперамента в жести для предполагаемого рисунка. Изменить материал
— В: Избыточная толщина жести, не позволяющая ей скользить между кусочками пресс-формы. Поменяйте материал.
— C: Дефект зазора между диаметром центра пуансона и диаметром центрального отверстия матрицы. Это может быть связано с чрезмерной толщиной жести или плохой конструкцией штампа.
— D: Внутренний радиус центра штампа небольшой, плохо отполированный или поврежденный — следы, небольшие зазубрины и т.д. -. Произведите капитальный ремонт или переделайте этот радиус или замените деталь.
— E: Отсутствие достаточного зазора между деталями, образующими бусины и градиенты — внутри центров пуансона и штамповки — препятствует плавному скольжению материала. Проверьте конструкцию, размеры и степень полировки этих деталей.
— F: Малые радиусы в деталях, образующих бусины и градиенты, из-за неправильного проектирования или обработки. Проверьте и исправьте.
6º.- КРАЙ ПРИПОДНЯТОГО ЗАВИТКА
Скручивание крышки не является вертикальным, представляя собой определенный угол наклона наружу. вызывает проблемы в крючке крышки при закрытии.
Происхождение:
По различным причинам зазор между внутренней стороной кромки пуансона и наружной стороной центра матрицы является избыточным.
Причины и решения:
— О: Низкая толщина жести. Изменить материал
— B: Наружный диаметр пресс-центра меньше по размеру из-за износа, обработки или неисправности конструкции. Замените деталь.
— C: Внутренний диаметр кромки пуансона большой от размеров, вызванных износом, механической обработкой или поломкой конструкции. Приступайте к техническому обслуживанию.
— D: Скудная карьера в прессе. Также не хватало бы высоты корыта и уклонов. Отрегулируйте ход каретки пресса.
7º.- ПЕРЕПАД ВЫСОТ
Наличие зон в закрутке и чаше с разной высотой, чем остальные, в той же крышке. Способствует закрытию
Происхождение:
Различные, связанные с состоянием пресса, регулировкой штампов и состоянием штампов.
Причины и решения:
— A: Отсутствие параллельности между торцом каретки и столом пресса. Применить программу технического обслуживания на прессе.
— В: Неравное напряжение, вызываемое нажимным кольцом. Это может быть вызвано разными причинами:
o Разница в жидкостях между основанием гладильного кольца и его рабочей поверхностью, т.е. диаметр основания усеченного конуса рабочей поверхности данной заготовки не параллелен основанию этой заготовки. Проверка и повторная параллельность
o Рабочая поверхность гладильного кольца неровная, частично грязная, поцарапанная или изношенная… Повторите полировку.
o Напорные «паучьи» стержни с небольшим перепадом высот, согнутые, постучанные и т.д. Также потому, что один из них расслабился в своем корпусе. Устраняйте дефекты и шлифуйте их с точностью до одного размера.
— В: Дефицит удара как..:
o Пунш не квадратный со своей опорной плитой, или его посадка на опорную плиту неправильна из-за заусенцев, грязи и т.п. Проверка и исправление
o Радиус кромки пуансона неравномерен по всему периметру пуансона. Радио «Редо».
— D: Ошибки при сборке или обработке деталей, например:
o Недостаточная концентричность между внутренним диаметром кромки пуансона и наружным диаметром центра матрицы. Определите происхождение дефекта — который может быть вызван этими деталями или их корпусами — и исправьте его.
o Изменение зазора между наружной стенкой центра пуансона и внутренней поверхностью кромки пуансона. То есть центр пунша не концентрический с внутренней стороной губы пунша. Определите источник дефекта и исправьте его.
— Д: Несколько факторов, таких как:
o Нескользящая смазка
o Изменение толщины материала: жесть или другие.
 Инновационные решения по механической обработке от Danobat для консервной промышленности
Инновационные решения по механической обработке от Danobat для консервной промышленности
 УМЕРЕТЬ ЗА BACKGROUNDS
УМЕРЕТЬ ЗА BACKGROUNDS
 КОНТРОЛЬ РАЗМЕРОВ ДНА ИЛИ КРЫШЕК
КОНТРОЛЬ РАЗМЕРОВ ДНА ИЛИ КРЫШЕК
 ПОВЕРХНОСТНЫЕ ДЕФЕКТЫ ЖЕСТИ
ПОВЕРХНОСТНЫЕ ДЕФЕКТЫ ЖЕСТИ
 ВИДЫ УДАРОВ: ПРОЕКТИРОВАНИЕ И ОБСЛУЖИВАНИЕ
ВИДЫ УДАРОВ: ПРОЕКТИРОВАНИЕ И ОБСЛУЖИВАНИЕ
 ЛЕЗВИЯ ДЛЯ УМИРАЮЩИХ
ЛЕЗВИЯ ДЛЯ УМИРАЮЩИХ
 УПАКОВКА КРЫШЕК И ДНИЩ
УПАКОВКА КРЫШЕК И ДНИЩ
 СПЕЦИАЛЬНЫЙ ШТАМП ДЛЯ ФОНА С ВСТРОЕННЫМ ЗАВИХРЕНИЕМ
СПЕЦИАЛЬНЫЙ ШТАМП ДЛЯ ФОНА С ВСТРОЕННЫМ ЗАВИХРЕНИЕМ
 ИСПОЛЬЗОВАНИЕ КОЛПАЧКОВОЙ ШТАМПОВКИ
ИСПОЛЬЗОВАНИЕ КОЛПАЧКОВОЙ ШТАМПОВКИ
 ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ОБЩЕЙ ПЕРВИЧНОЙ ПРОКРУТКИ ДЛЯ ДВОЙНОЙ ИЛИ ОДИНАРНОЙ ПОЛОСЫ
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ОБЩЕЙ ПЕРВИЧНОЙ ПРОКРУТКИ ДЛЯ ДВОЙНОЙ ИЛИ ОДИНАРНОЙ ПОЛОСЫ


0 Комментариев