
Cerradoras Lanico BF 280
.RESUMEN
Análisis de la evolución de la altura del cuerpo de un envase aerosol durante las diferentes etapas de su fabricación.
INTRODUCCIÓN
A lo largo del proceso de fabricación, la altura inicial del cuerpo plano del envase, se va reduciendo ligeramente en cada etapa, hasta llegar a su valor final una vez el envase terminado.
Es muy importante conocer la disminución de esta altura en cada paso, por varios motivos:
– La dimensión importante a obtener es la del envase terminado, pues es la que marca su capacidad. Por tanto, partiendo de ella es necesario saber cuanto hay que incrementar a la misma, para definir la altura del corte del cuerpo plano.
– Para que el proceso esté bajo control, se requiere ajustar debidamente cada paso del mismo. De ahí que se necesite conocer en cada uno de ellos los datos que varían de uno a otro. Como hemos indicado, la altura se va reduciendo en cada fase y su valor teórico debe ser conocido y controlado.
Las disminuciones de altura en cada etapa, están muy influidas por diversos factores:
– Por los estándares usados en cada operación, y por tanto del diseño del utillaje empleado en las mismas. Por ejemplo, la forma que se le dé al entallado de ambos extremos del cuerpo, influye en la perdida de altura del mismo.
– Por la técnica empleada en el proceso. Por ejemplo, no es lo mismo realizar un entallado por tampón a envase inmóvil, que por rulina a envase giratorio.
– Por el número de operaciones que comprenda el proceso completo, pues para llegar a un resultado igual, se pueden emplear diferentes opciones en la cantidad de pasos a seguir. Por ejemplo se puede hacer primero el entallado y a continuación el pestañado del cuerpo, o realizar ambas operaciones simultáneamente.
– Por las características de las maquinas empleadas en la fabricación. Por ejemplo no se consiguen los mismos resultados con maquinas combinadas – tipo transfer – de múltiples cabezales horizontales, que con maquinas independientes verticales.
VALORES
De los comentarios anteriores, se desprende que no es posible fijar a priori con precisión, las variaciones de altura que se van produciendo en los diferentes pasos en la fabricación de un envase aerosol. Lo mejor es determinar en cada caso las perdidas de altura que generadas de una manera primero teórica, y después prácticamente.
A nivel orientativo y teniendo en cuenta que la influencia de los factores arriba mencionados son siempre pequeñas, podemos poner un ejemplo concreto de la evolución de estas alturas.
Partiremos de un diseño de entallado y pestañado tal como se indica en el dibujo nº 1. El mismo es bastante usual en envases aerosoles, de diámetro de cuerpo 57 mm, fondo 54 y cúpula 52.
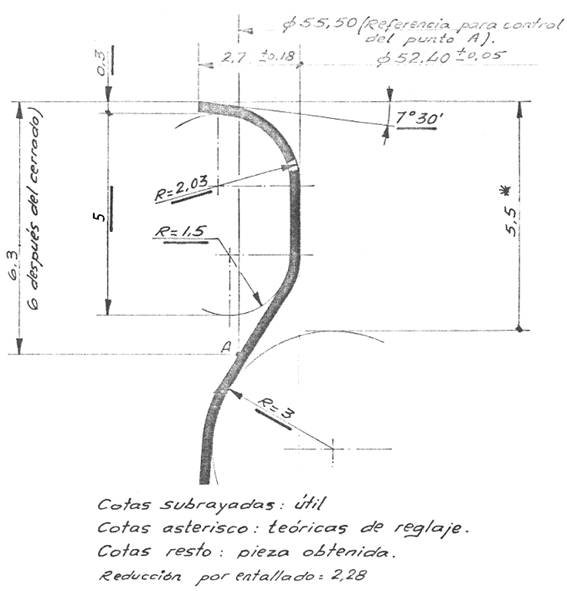
El otro extremo del cuerpo tendrá un entallado parecido al mostrado, pero con menor reducción de diámetro para ajustarlo al fondo de diámetro 54 mm.
Supondremos que realizamos el proceso sobre una maquina transfer de múltiples cabezales – tipo Lanico tipo BF 280 Ae o similar-, en ella la operación de entallado y pestañado es simultanea. Por tanto las etapas en la fabricación son:
– Formación del tubo sobre soldadora
– Entallado y pestañado del cuerpo sobre maquina Lanico
– Colocación del fondo del envase sobre maquina Lanico
– Colocación de la cúpula del envase sobre maquina lanico
Todo ello según la secuencia indicada en el dibujo nº 2.
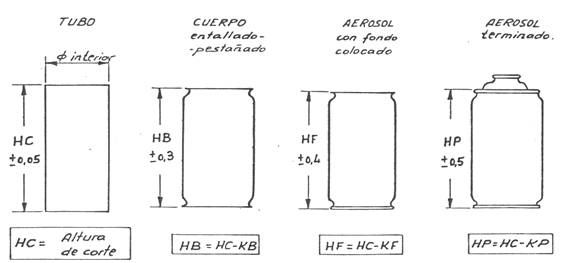
Figura nº 2: Evolución de las alturas en un envase aerosol
En este dibujo también se indica la formula que determina la altura resultante en cada caso – HB, HF o HP – en función de la altura inicial de corte – HC – y teniendo en cuenta una constante – KB, KF o KP – que refleja la perdida de altura correspondiente
Bastará por tanto saber los valores de KB, KF y KP para determinar la pérdida de altura en cada etapa.
Para el caso concreto que hemos definido los valores de estas constantes son:
KB = 3 mm
KF = 3.3 mm
KP = 3.6 mm
Como ya hemos indicados, los mismos pueden varias ligeramente cuando los factores mencionados cambien.
 control de calidad en la fabricacion de los envases metalicos
control de calidad en la fabricacion de los envases metalicos
 ENVASES CON CUERPO LITOGRAFIADO SIN RESERVAS
ENVASES CON CUERPO LITOGRAFIADO SIN RESERVAS
 FABRICACIÓN DE CUERPOS DE ENVASES DE FORMA
FABRICACIÓN DE CUERPOS DE ENVASES DE FORMA
 FICHA TÉCNICA DE PRODUCTO: ENVASES «TRES PIEZAS»
FICHA TÉCNICA DE PRODUCTO: ENVASES «TRES PIEZAS»
 ENVASES ENTALLADOS
ENVASES ENTALLADOS
 ESPECIFICACIÓN DE HOJALATA PARA CUERPOS DE ENVASES “3 PIEZAS”
ESPECIFICACIÓN DE HOJALATA PARA CUERPOS DE ENVASES “3 PIEZAS”
 FICHA TÉCNICA DE PRODUCTO: ENVASES EMBUTIDOS
FICHA TÉCNICA DE PRODUCTO: ENVASES EMBUTIDOS
 ENVASES DOS PIEZAS DRD
ENVASES DOS PIEZAS DRD
 DIMENSIONES PARA CÚPULAS DE AEROSOLES ENTALLADOS
DIMENSIONES PARA CÚPULAS DE AEROSOLES ENTALLADOS
 CÚPULAS DE AEROSOLES
CÚPULAS DE AEROSOLES



0 Comments