
Modo e meios para controlar a qualidade do enrolamento das cúpulas das latas de aerossol em que a válvula está montada.
PREÂMBULO
Os aerossóis estão equipados com uma válvula doseadora de produto, que é fixada na parte superior da tampa metálica ou da cúpula do recipiente. A montagem desta válvula é realizada pelo envasador, e portanto o fabricante do recipiente, o fabricante da válvula e o envasador estão envolvidos na sua execução adequada. Os dois primeiros no fornecimento de componentes adequados, e o terceiro na sua montagem adequada.
É especialmente importante que o orifício onde a válvula está alojada esteja correctamente dimensionado e dentro de tolerâncias muito precisas. Este orifício está padronizado em todo o mundo, com um valor de 25. 4 mm ( 1″). É encimada por um enrolamento no qual a válvula é cortada. Ver figura nº 1
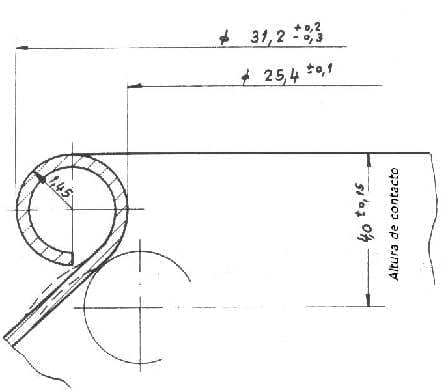
Figura nº 1: Cacho para carcaça da válvula
O fabricante do recipiente deve estabelecer um sistema de controle de qualidade para que este cacho esteja dentro das especificações. Esta operação utiliza um material que é um caso especial no controle de qualidade para recipientes metálicos. Vamos definir e descrever as bitolas necessárias para a implementação do monitoramento da qualidade da ondulação. O resto das medidas da cúpula são as mesmas como se fosse uma tampa normal e, portanto, não entraremos em sua consideração. Além disso, esta questão já foi discutida neste site no trabalho:
– Controle dimensional do fundo
As medidas a serem controladas na cúpula são:
– Diâmetro externo da felpa
– Diâmetros internos de encaracolar
– Espessura de ondulação
– Altura de contacto das válvulas.
As tolerâncias apresentadas no desenho 1 são as reflectidas na norma FEA 201, mas na prática são um pouco excessivas e devem ser reduzidas para 31,15 + 0,10 e 24,5 + 0,05.
1º.- DIÂMETRO EXTERNO DO ENROLAMENTO DA VÁLVULA
A primeira coisa a verificar é o diâmetro exterior da gaivota. É feito por meio de um anel do tipo “pass-fail”. É ilustrado na figura 2.
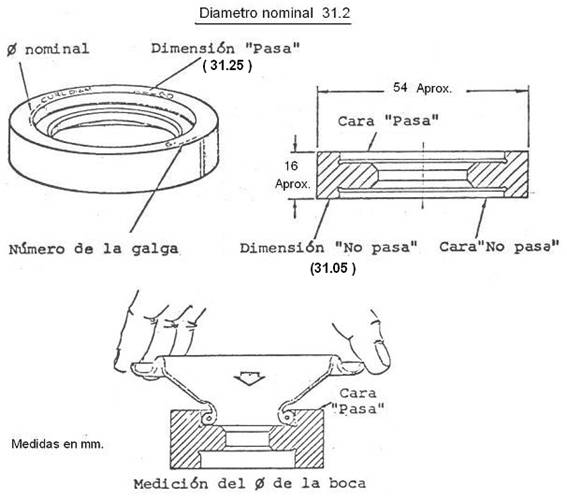
Figura nº 2: Calibre “Pass-fail” para diâmetro externo terry
Basta colocar o cone no lado “passar” e verificar se ele se encaixa bem e depois no lado “não passar” e ver se não se encaixa. Se for este o caso, a peça é boa, caso contrário está defeituosa. A acção pode ser vista na figura 2.
2º DIÂMETRO DO JANTEIRO
Juntamente com a medição anterior, o diâmetro interno da boca dos cones do aerossol pode ser verificado. Um indicador especial do tipo de mostrador com leitura direta é usado para este fim. A figura 3 ilustra o calibre e o seu acessório. Como você pode ver, consiste em uma sonda que é inserida na boca do cone, formada por segmentos que se expandem quando o gatilho é pressionado. O acessório é um anel de ajuste e zeragem, seu diâmetro interno deve ser exatamente o valor nominal da boca do cone.
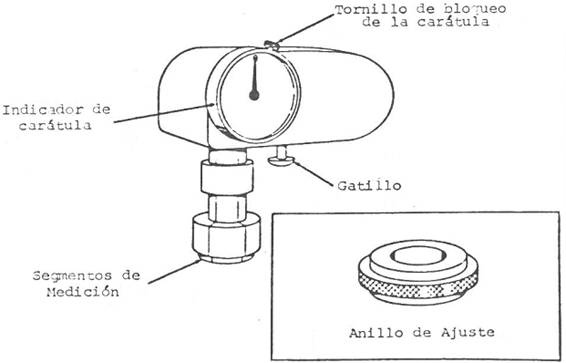
Figura nº 3: Medidor de boca do cone
Para ajustá-lo, proceda da seguinte forma:
– Passo 1: Com o gatilho apertado, coloque os segmentos de medição dentro do anel de ajuste e solte o gatilho.
– Passo 2: Rode o mostrador para a posição zero e bloqueie com o parafuso de bloqueio. Ver figura nº 4

Figura nº 4: Ajuste do calibre de abertura do cone
Para medir a boca do cone, com o gatilho pressionado, coloque os segmentos de medição dentro da boca e solte o gatilho. A leitura diferencial em relação à leitura nominal aparecerá no mostrador. Ver figura nº 5
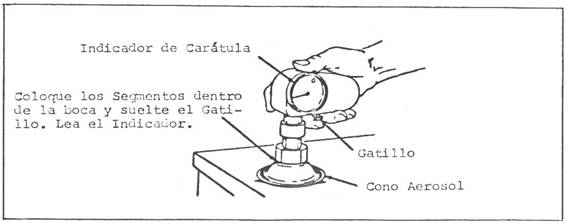
Figura nº 5: Medição da boca de um cone com um apalpador
Para uma boa utilização do medidor, todas as suas peças devem ser sempre mantidas muito limpas.
Medidores similares ao mostrado podem ser encontrados comercialmente. Um exemplo é mostrado na foto nº 6.

Figura nº 6: Calibre comercial válido para o diâmetro interno do tecido felpudo
Outro sistema simples e económico de verificação do diâmetro interior, embora com a limitação de não dar uma leitura directa, é a utilização de um calibre do tipo “go – no go”, como o indicado no desenho nº 7.
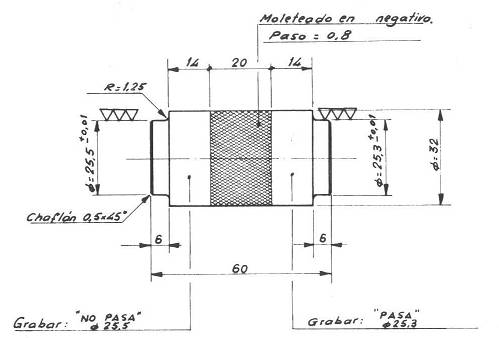
Figura n.º 7: Medidor de falhas de passagem para o diâmetro interior
Os valores desta bitola são dados para cumprir a norma FEA 201
3º.- ESPESSURA DO ENCARACOLAMENTO
Para estes dados é utilizado um calibre para determinar a qualidade dimensional da espessura de franzido nos cones. Medir esta espessura a um ângulo de 20º em relação ao eixo de simetria do recipiente.
É um medidor do tipo micrómetro com um curso mínimo de 10 mm. A figura nº 8 ilustra o gabarito com suas diferentes partes. Pode ser preparado a partir de um micrômetro ao qual se adiciona uma rolha para posicionar o eixo do micrômetro a 20º na vertical e um anel de aperto.
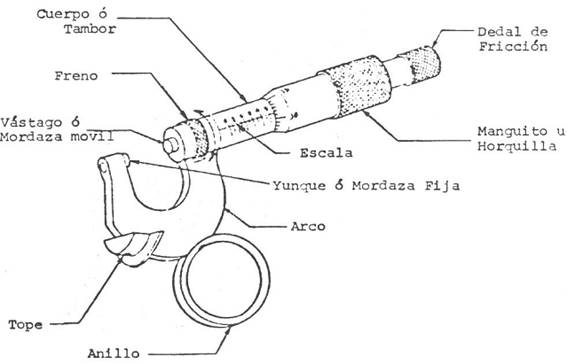
Figura nº 8: Micrómetro especial para espessuras terríveis
O modo de operação é o seguinte:
Passo 1: Com o freio na posição “off”, ajuste o micrômetro de modo que sua leitura de escala indique uma abertura de aproximadamente 5 mm. Ver figura nº 9.
Passo 2: Insira o calibre na boca enrolada do recipiente, como mostrado no passo 2 do desenho nº 9.
Passo 3: Coloque o dedo indicador da mão direita sobre o anel e aplique uma ligeira pressão para baixo para inserir o manómetro.
Passo 4: Segure firmemente o micrómetro e o recipiente na mão esquerda para que a parte superior do micrómetro se apoie na parte superior e lateral da ondulação.
Passo 5: Feche o micrómetro rodando o dedal de fricção até que a haste toque na ondulação. Grave a leitura na placa de esteno apropriada.
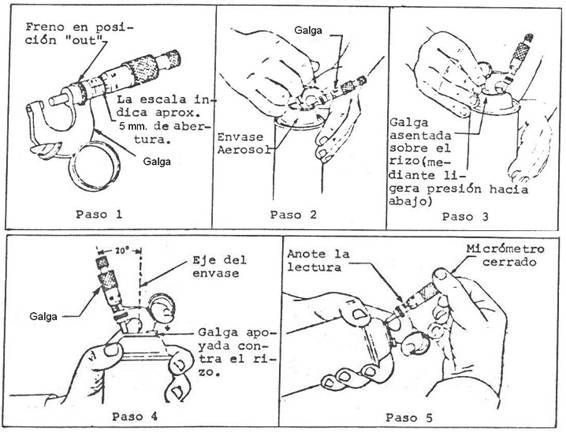
Figura nº 9: Diferentes etapas no processo de medição da espessura do felino
O medidor deve ser ajustado periodicamente a zero, seguindo o procedimento típico para esta operação em um micrômetro.
Outra alternativa de teste, baseada em um medidor tipo “go-no-go”, pode ser instalado. É mais simples de usar, mas só pode ser usado para uma espessura de pilha específica, enquanto que o anterior é válido para qualquer espessura.
A Figura 10 mostra este medidor e como utilizá-lo. Mede a espessura com uma inclinação de 30º. Basta testar que a ondulação é introduzida sem dificuldade através do slot “through” e não entra através do slot “not through”.
O valor nominal para a medição da espessura de franzido é de 2,90 mm. de diâmetro. Uma gama normal de tolerâncias é de + 0,15 mm. No entanto, existem alguns desenhos em forma ligeiramente oval, com o seu eixo principal na vertical.
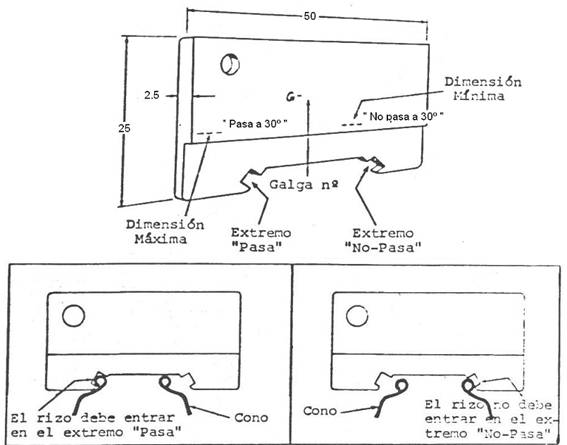
Figura nº 10: Passo – Medidor de falhas para espessuras terríveis
Este tipo de bitolas deve ser feito em material inoxidável.
A boa manutenção de todas as bitolas acima requer que elas sejam sempre mantidas limpas e livres de partículas estranhas. Para uso infrequente, aplicar periodicamente uma película leve de óleo de máquina.
4º.- ALTURA DE CONTACTO
A principal função do orifício da cúpula é alojar a válvula que fornece o material contido. É portanto importante verificar se o ponto, ou melhor, a circunferência, sobre a qual a válvula está fixada está posicionada correctamente em altura. As ferramentas adequadas para este fim são as bitolas Boxal tipo I e II.
Boxal tipo I: Foi especialmente concebido para a medição da altura de engaste, que é a mesma que é utilizada para a determinação da profundidade de engaste da válvula.
Boxal tipo II: Utilizado para verificar a qualidade do felino como medida absoluta e, se necessário, para determinar o valor da altura do felino.
A idéia básica dos medidores Boxal é fazer uma medição funcional e prática, que reflita de forma precisa as condições do chinchado. Se as dimensões da ponta do calibre Boxal e o contorno real de fixação forem idênticos, a profundidade de fixação pode ser determinada com o calibre Boxal (Boxal tipo I). A precisão da medição baseia-se na comparação prévia do calibre por meio de um anel de calibração padronizado e também depende da precisão de fabricação do calibre.
O princípio de funcionamento do método é mostrado na Figura 11.
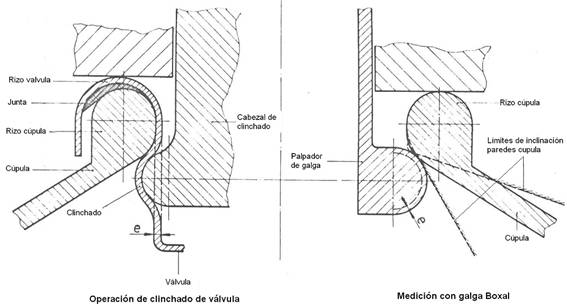
Figura nº 11: Operação de calibre de boxe
É uma questão de comparar a altura real de aperto com a altura nominal de aperto e verificar a sua correspondência. Nesta figura, o lado esquerdo mostra a operação de fechamento de uma válvula de espessura “e” no bocal de um aerossol – neste caso de fabricação monobloco de alumínio -. No lado direito está a medição anterior desta mesma boca no ponto de pinçagem, o calibrador de apalpação foi aumentado com a espessura “e” para simular as mesmas condições em ambos os casos. . As variações de leitura indicarão o erro na operação de clinch, tendo em conta a espessura da junta e o metal da válvula.
Medição com o calibre Boxal tipo I:
O calibre deve ser calibrado primeiro ajustando-o através do anel de calibragem, como mostra a figura 12, lado esquerdo. Este anel ajusta o calibre para uma altura teórica de contacto de acordo com a especificação ou norma utilizada. No nosso caso 4 + 0,15, como indicado na figura nº1.
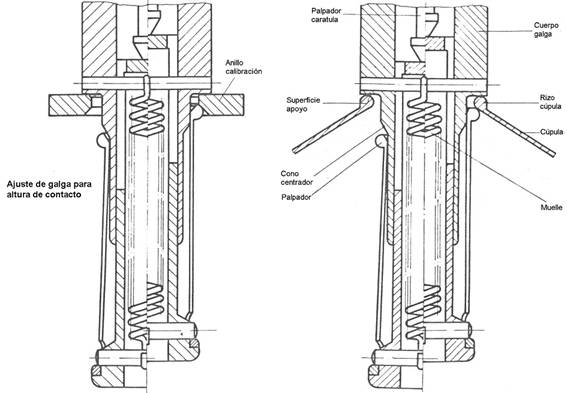
Figura nº 12: Ajuste e utilização do calibre Boxal tipo I
Uma vez inserido o anel de calibração, o mostrador do calibrador é ajustado para 4,00 mm. A medição no recipiente é feita da mesma maneira, ver figura 11 do lado direito, para isso pressione o botão no medidor, coloque-o dentro da boca de 1″ (25,4 mm) e solte lentamente o botão. Esta medição é repetida três vezes, girando o recipiente cerca de 40° de cada vez. A menor medida é tomada como o valor de profundidade de clinch.
Medição com o calibre Boxal tipo II:
À esquerda da ilustração nº 13, é mostrada uma elevação deste medidor montado na boca de uma lata de aerossol. O plano mostra uma parte dele na área onde as medidas são tiradas. O uso primário deste medidor é para verificar a uniformidade do crimpado ao longo da sua circunferência na área de agarramento.
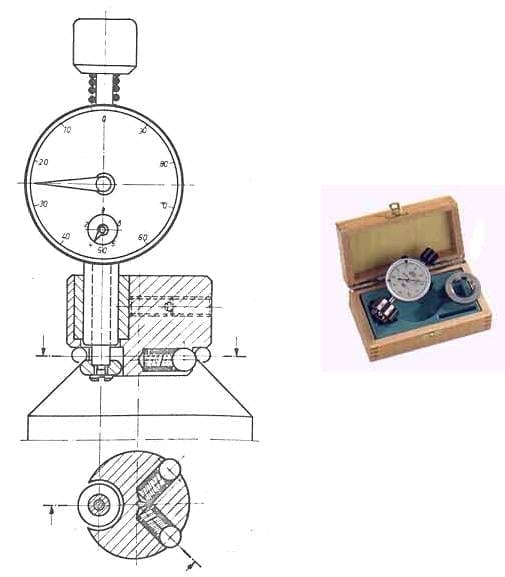
Figura nº 13: Boxal gauge tipo II
Esta medição é feita, como com o calibre Tipo I, pressionando o botão de calibre e inserindo o calibre na abertura de 1″ (25,4 mm) do recipiente por meio de um movimento de torção. A não uniformidade que aparece nas leituras nunca deve exceder um valor limite previamente estabelecido, o que depende do tipo de selo aplicado.
São feitas três medições com o medidor e o recipiente deve ser girado 120º em relação ao medidor para cada medição.
O cálculo da altura de contacto (CH) – em que se efectua o fecho – deve ser calculado por meio da fórmula:
CH = (Hmax. + Hmin)/2 + ½ | 25.4 – (Dmax + Dmin)/2|
Na qual:
Hmax. O valor mais alto das medições feitas no felino em questão, com bitola tipo II.
Hmin. O valor mais baixo das medições feitas no felino em questão, com bitola tipo II.
Dmax. = Diâmetro interno máximo.
Dmin. = Diâmetro interno mínimo.
À esquerda da Figura 12 está um calibre Boxal Tipo II disponível comercialmente com seu anel de ajuste em sua caixa.
Vantagens de aplicação dos medidores Boxal:
O uso destes medidores e do método proposto tem as seguintes vantagens em relação ao uso de outros sistemas de medição.
1º – O contato com a altura de ondulação da cúpula permite determinar a profundidade de fechamento da válvula levando em conta outros fatores como a espessura do material e a espessura da junta.
2º – Os conhecimentos e cuidados necessários para o uso destas bitolas são mínimos.
3º – As possíveis variações na forma da cúpula (diâmetro interno, raio interno e ângulo do ombro), e na precisão do raio da ferramenta de fixação, têm muito pouca influência na precisão da medição da altura da cúpula.
 RELAÇÃO ENTRE RUGOSIDADE DA SUPERFÍCIE E QUALIDADE DO REVESTIMENTO
RELAÇÃO ENTRE RUGOSIDADE DA SUPERFÍCIE E QUALIDADE DO REVESTIMENTO
 Tata Steel Packaging and Sensory Analytics Anuncia Parceria para Excelência em Qualidade
Tata Steel Packaging and Sensory Analytics Anuncia Parceria para Excelência em Qualidade
 controlo de qualidade no fabrico de recipientes metálicos
controlo de qualidade no fabrico de recipientes metálicos
 TAREFAS DE CONTROLE DE QUALIDADE EM UMA LINHA DE 3 PEÇAS
TAREFAS DE CONTROLE DE QUALIDADE EM UMA LINHA DE 3 PEÇAS
 CONTROLE DIMENSIONAL DE RECIPIENTES DE TRÊS PEÇAS
CONTROLE DIMENSIONAL DE RECIPIENTES DE TRÊS PEÇAS
 PONTOS DE QUALIDADE EM LINHAS DE CORTE DE BOBINAS
PONTOS DE QUALIDADE EM LINHAS DE CORTE DE BOBINAS
 TESTES PARA CONTROLAR A QUALIDADE DE APLICAÇÃO DOS VERNIZES
CONTROLE DE QUALIDADE EM LINHAS DE CORTE DE BOBINAS
TESTES PARA CONTROLAR A QUALIDADE DE APLICAÇÃO DOS VERNIZES
CONTROLE DE QUALIDADE EM LINHAS DE CORTE DE BOBINAS
 PARÂMETROS DE CONTROLE DE QUALIDADE POR VARIÁVEIS
PARÂMETROS DE CONTROLE DE QUALIDADE POR VARIÁVEIS



0 Comments