
SÍNTESE
Princípios básicos da soldadura por pontos na indústria metalúrgica e critérios para uma boa formação de soldadura por pontos.
Este trabalho resume e complementa o já publicado neste site sob o título:
DEFINIÇÃO
Nos recipientes metálicos soldados por soldadura eléctrica, o ponto de soldadura é obtido entre as duas partes metálicas a unir, sem qualquer contribuição externa, basta a passagem de uma corrente intensa através destas partes metálicas, na zona considerada aderente.
O calor necessário para a soldagem é produzido pela resistência do material à passagem dessa corrente no ponto a ser soldado.
Uma linha de soldadura contínua é obtida através de uma sucessão de pontos que são produzidos entre as duas partes metálicas a unir, sujeitas à pressão de dois eléctrodos circulares, através dos quais circula a corrente eléctrica, animada por um movimento de viragem no sentido contrário. Ver desenho nº 1:
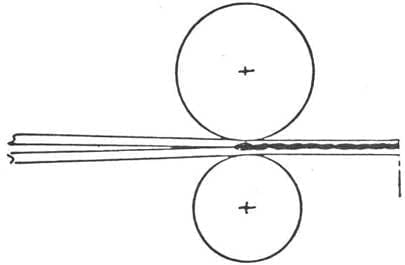
Figura nº: Formação de uma linha de solda contínua
PRINCÍPIOS BASILARES
A.- Noção de corrente elétrica: Lei de Ohm
A corrente, medida em amperes, em qualquer circuito eléctrico, é igual à tensão, medida em volts, nos terminais do circuito, dividida pela resistência, em ohms, desse circuito:
I = V / R
Ver figura nº 2:
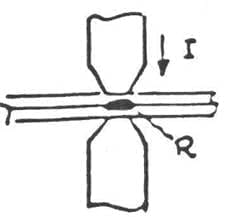
Figura nº 2: Diagrama esquemático de um ponto de soldadura
B.- Noções de calor: Lei de Joule
A quantidade de calor produzida num condutor pela passagem de uma corrente eléctrica depende da quantidade de calor produzida:
– o atual I
– a resistência do condutor R
– do tempo do fluxo de corrente t
todos ligados pela expressão:
W = 0.24 R I t
C.- Resistências no equipamento de soldagem
Os seguintes resistores estão presentes no circuito de soldagem:
– R1 = Resistência entre a roldana superior e o fio de cobre
– Re = Resistência entre o fio e o metal
– Ri = Resistência interna do metal (1ª zona)
– Rc = resistência de contato (interfaces)
– R’i = Resistência interna do metal (2ª zona)
– R’e = Resistência metal/cobre
– R2 = Fio de resistência/roldana mais baixa
Ver figura nº 3:
Figura nº 3: Resistências no circuito de soldagem
As resistências Re, Rc e R’e, são variáveis em função de:
– pressão de soldadura entre os eléctrodos (roldanas)
– o estado de superfície dos metais
– a forma e as dimensões dos eléctrodos
– o material dos eléctrodos
– a condição de superfície dos eléctrodos.
As resistências R1, Re, R’e e e R2, são resistências parasitárias, e produzem as seguintes perdas de energia:
Wp = W1 + Nós + W’e + W2
As resistências Ri, Rc e R’i são resistências eficazes para a formação do ponto de soldadura e causam a energia:
Nós = Wi + Wc + W’i
Observações:
a.- As energias W1 e W2 aumentam em função da sujidade e da deformação das ranhuras das rodas de soldadura.
b.- Nós e W’e aquecemos a superfície metálica e contribuímos para a oxidação da solda. A quantidade de oxidação gerada é uma função do tempo e da temperatura.
D.- Balanço energético
A energia consumida é: Q = Nós + Wp
A quantidade de calor necessária para atingir a temperatura de soldagem é uma função da:
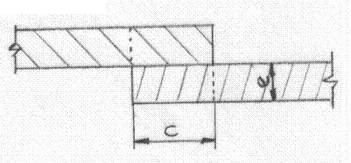
– o volume de metal. Ver figura nº 4. Este volume é:
V = 2e x c x vs . onde x é a velocidade de soldagem.
– o calor específico do metal
– perdas de calor.
Estas perdas de calor são:
– Por condução no eléctrodo, de acordo com:
o A superfície do eletrodo
o O contacto entre o metal e o eléctrodo
o Tempo
– Por condução no metal soldado, dependendo do:
o Condutividade térmica.
o Espessura do metal
– Por radiação
– Resfriando a água fria das roldanas.
E.-Funções principais da pressão de soldagem:
1.- Mantém os materiais a serem soldados em contato uns com os outros.
2.- Impede a chegada de ar à área de soldagem.
3.- Ela força a corrente elétrica a passar entre as superfícies em contato.
4.- Mantém uma resistência constante ao contacto com o ar.
5.- Causa uma deformação dos cristais metálicos, através da forja.
6.- Evita a formação de bolsas e porosidades na área soldada.
7.- Assegura a recristalização do metal soldado, quando este esfria.
8.- Evita a expulsão de metal fundido durante a soldagem.
9.- Permite que a roda seja arrastada em rotação.
Conclusão:
O circuito de soldagem ideal deve ser projetado de tal forma que:
– As perdas de energia – Wp – são mínimas.
– A quantidade de oxidação gerada é mínima.
– A energia eficaz – Nós – é a máxima
– A estrutura obtida é homogênea
CARACTERÍSTICAS DO METAL
Os materiais utilizados nos recipientes soldados eletricamente são feitos de aços de baixo carbono. O seu conteúdo em C é < 0,5 % e < a 1% em outros elementos.
A influência dos diferentes elementos que entram com o ferro para formar o aço causam efeitos diferentes, como por exemplo:
Carbono: A dureza superficial do aço tende a aumentar com o teor de carbono. Nenhum efeito significativo sobre a solda para C < 0.2 %.
Manganês: Aumenta a dureza e a resistência à quebra. Se Mn > 0,6 %, na presença de um alto teor de carbono, a solda é frágil. Se Mn < 0,3 %, a porosidade ocorre e a solda se torna frágil. Portanto, o Mn deve estar em um % entre ambos os valores-limite.
Enxofre: Sua presença deve ser de 0,035 % se possível, e nunca exceder 0,05 %, pois produziria o risco de causar fraquezas na estrutura da solda, especialmente se o carbono tende a aumentar.
Silício: 0,01 % a 0,10 % melhora a soldabilidade.
Fósforo: É uma impureza que deve estar presente na menor quantidade possível. Não deve exceder 0,04%. Torna a solda frágil, causa fracturas, reduz a resistência ao choque e à fadiga.
Influência de revestimentos de superfície:
Estanho: A superfície da folha-de-flandres reduz a resistência na interface, pelo que é necessário aumentar a corrente de soldadura em função do conteúdo superficial de estanho, ou seja, o seu revestimento. Outro aspecto é que quanto maior o conteúdo de estanho, maior a contaminação da superfície dos eléctrodos.
Crómio: Os tratamentos à base de crómio e óxido de crómio opõem-se à passagem de corrente e não são adequados para a soldadura eléctrica.
FORMAÇÃO DE PONTOS DE SOLDA
A.- Variação das resistências de contato (Re, Rc e R’e)
1º.- Função da pressão:
– Se a pressão de soldagem é aumentada, isso causa:
o Uma diminuição das resistências parasitárias Re e R’e
o Uma diminuição da resistência da interface Rc
Ver figura nº 5:
– Esta diminuição é uma função de:
o A natureza da superfície
o A dureza dos materiais
o A sua condutividade.
2º – Função da temperatura:
– Sob o efeito da temperatura T, há um amolecimento da rugosidade superficial, uma diminuição da Rc (resistência de contato) e um aumento da Ri (resistência interna do metal).
Ver figura nº 6:
3º – Evolução no decorrer da soldadura:
– 1) Durante o início da soldagem, a energia mais importante consumida é causada pela resistência Rc.
– 2) Rc está diminuindo para 0, antes do ponto de fusão.
– 3) Ri aumenta até o ponto de fusão.
– 4) Então Ri diminui à medida que o volume do ponto aumenta.
O gráfico nº 7 mostra a evolução do R total pela ação de Rc e Ri durante a soldagem por pontos.
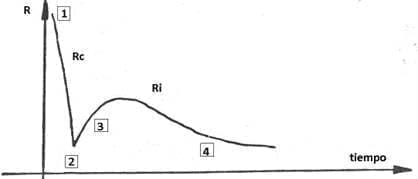
Figura nº 7: Variação das resistências em função do tempo de soldagem
Rc atua como um catalisador no início do processo de soldagem e permite que Riseja aumentado.
Re e R’e (resistência entre metal/cobre) são a origem das energias perdidas, cujo valor é fraco mas não varia durante a soldagem, desde que o eletrodo seja um bom condutor e esteja suficientemente resfriado.
B.- Intensidade da corrente de soldagem – tempo de soldagem:
Para que os fenómenos descritos no ponto A se desenvolvam bem, é necessário:
– Um I de alta intensidade
– Um curto tempo de soldagem Ts.
Lembre-se que de acordo com a lei Joule (W = 0,24 R I t) a energia consumida W é uma função da intensidade I da corrente e do tempo de soldagem t, com resistência igual R. Portanto, o mesmo valor de W pode ser obtido com:
– Eu fraco x t longo
– Eu forte x t curto
Se escolhermos a opção fraca I, isso acontece:
– A temperatura do metal como um todo é elevada, mas sem derreter.
– As perdas aumentam
– Deterioração dos eléctrodos
Em todos os casos, o balanço de calor será tanto maior:
– Eu desperdiço, aumentando
– T fraco, decrescente
É aceite que o tempo de soldadura é inversamente proporcional ao quadrado da corrente.
O diagrama da energia de soldagem(W) em função da corrente(I) e do tempo(t) é mostrado no gráfico 8 abaixo:
Nas quais podemos definir as diferentes zonas como:
– Zona A = Zona de colagem de metais
– Zona B = Zona de soldadura de metais
– Zona C = Zona de projecções externas ao ponto de metal
Forma prática de ajustar um soldador para um determinado metal e pressão de soldagem:
– O diagrama de soldagem deve ser construído, procurando:
o O limite de colagem
o O limite de projecção
Tudo isto para uma determinada torneira de transformador. A mesma operação é então realizada para o próximo soquete superior e inferior.
Obtêm-se assim três zonas de soldadura, das quais escolhemos a maior, ajustando a máquina a 50% desta.
C.- Influência das dimensões do ponto de soldadura
Os fatores que influenciam as dimensões do ponto de soldagem são:
– Espessura do metal
– O valor da sobreposição da borda, que denotamos por C
– O comprimento do ponto de solda L, que é uma função da velocidade de soldagem vs.
As condições mais favoráveis ocorrem quando L/C = 1. Nesse ponto, o calor da solda é corretamente distribuído e uma corrente de ponto quente uniforme é obtida.
Se L/C = 2, as condições não são tão favoráveis, porque neste ponto o calor da solda está mal distribuído, e uma sucessão alternativa de pontos quentes e pontos presos (frios) poderia ser obtida. Ver gráfico nº 9
Figura nº 9: Diagramas de soldadura por pontos
METALURGIA DOS SOLDADORES DE PONTOS
1º – Período de aquecimento:
– A passagem da corrente provoca um aquecimento localizado, o que leva ao derretimento do material correspondente às duas partes.
– Durante o aquecimento, a lente de material expande-se, sendo a lente entendida como a área de material fundido, que tem esta forma.
– Uma alta tensão de compressão é necessária para neutralizar a tensão de impulso do metal em fusão.
– Se a tensão compressiva for muito fraca, o metal escapa sob a forma de projecções.
– Isto resulta em defeitos internos significativos (vazios, poros…) na solda.
2º – Estado térmico do ponto, ao cortar a corrente de soldadura:
– Zona A = Fusão de metais
– Zona B = Metal pastoso
– Zona C = Temperatura Crítica
– Zona D = abaixo da temperatura crítica
– Zona E = Temperatura ambiente
Ver desenho nº 10:
Figura nº 10: Estado térmico do ponto de soldadura
– O gradiente de temperatura vai de 1.500º C à temperatura ambiente em poucos milímetros.
– Cortar a corrente de soldadura marca o início do arrefecimento.
3º – Fase de resfriamento:
– O núcleo metálico fundido está localizado dentro de uma grande massa de arrefecimento, constituída por:
o Peças soldadas
o Os eléctrodos, que são arrefecidos
– As trocas térmicas são rápidas
– A cristalização ocorre pela convergência em direção ao centro do ponto:
o Zona D = Sem alteração de estrutura
o Zona C = O grão é refinado
o Zona B = Estrutura fina
o Zona A = Estrutura fina
Se o arrefecimento sob pressão de soldadura não for efectuado correctamente, podem formar-se furos de ventilação. A retração térmica também pode levar a tensões internas em certos pontos.
ENSAIO DO CIRCUITO DE SOLDADURA
1º.- Problemas colocados pela soldagem
– Geometria da solda interior.
A soldadura interior é sempre desigual, com ondas, metal fundido, arestas afiadas, todas elas prejudiciais a uma boa protecção através do verniz de revestimento.
– Homogeneidade do metal soldado
o Um aumento na velocidade de soldagem ou
o Uma redução do valor da sobreposição da costura à mesma velocidade.
produz fraquezas na solda, que são materializadas por rupturas da solda interna.
2º.- Descrição do circuito de soldagem
Consideremos o circuito normal de soldagem, que compreende principalmente:
– Cilindro superior (grande diâmetro)
– A roldana inferior (diâmetro pequeno)
– O transformador de solda
Este circuito é caracterizado pelo facto de as duas rodas serem de diâmetros diferentes, pelo que as superfícies de contacto são diferentes, o que implica:
1º.- R2 < R6 e portanto W6 > W2
Isto significa que a solda é mais quente no interior do que no exterior.
2º – Além disso, os pontos já formados mantêm uma certa temperatura mais alta na parte da junta sobreposta já feita, do que na parte de trás, que será mais fria.
3º – Como o fio permanece em contato com o eletrodo externo por um longo período de tempo, a solda externa será resfriada mais rapidamente.
Pode-se dizer, portanto, que a distribuição da temperatura é assimétrica, diminuindo de:
– O interior para o exterior
– Da frente para trás
Um exame mostra que a mancha no interior da solda é caracterizada pelos três elementos seguintes:
– a) A pegada do ponto
– b) A borda da borda do lençol
– c) O festão de metal fundido, empurrado para fora da solda.
Ver figura nº 11.
Figura nº 11: Elementos do lado interior da soldadura
3º – Conseqüências:
Uma secção transversal da solda mostra que o ponto de solda forma uma crista em direcção à frente (parte mais quente), uma vez que:
1º – A deficiente distribuição da temperatura tem como consequência deixar o metal em estado pastoso entre dois pontos consecutivos da solda, este metal é estressado pela roldana no momento em que o próximo impulso é dado à solda.
2º – Este metal, que é empurrado, não é submetido à pressão de forjamento, nem é resfriado pela roldana, havendo assim o risco de não homogeneidade na solda.
3º – Se as condições de soldagem forem tais que a relação L/C seja desfavorável:
– Os pontos pegajosos são criados entre os pontos mais quentes.
– A distribuição deficiente de energia é aumentada.
Como resultado, o metal em estado pastoso é estressado pela roldana criando uma mancha colada mas não soldada.
4º – A expansão do metal causada pelo aquecimento não pode ser produzida verticalmente, mas horizontalmente na área onde a crista é formada. Assim, após o arrefecimento, é criada uma contracção e uma zona de tensão na região da solda que apresenta um risco de fragilidade.
Figura No. 12: Tensões na solda após arrefecimento
 Vedação de materiais finos e de alta resistência para latas de alimentos
Vedação de materiais finos e de alta resistência para latas de alimentos
 Perfilador de roldanas de soldadura
Perfilador de roldanas de soldadura
 RESISTÊNCIA MECÂNICA DA SOLDADURA ELÉCTRICA
RESISTÊNCIA MECÂNICA DA SOLDADURA ELÉCTRICA
 CARGA DE VERNIZ DE INTERIOR EM SOLDADURA ELÉCTRICA
CARGA DE VERNIZ DE INTERIOR EM SOLDADURA ELÉCTRICA
 ACTUALIZAÇÕES DO SOLDADOR
ACTUALIZAÇÕES DO SOLDADOR
 MELHORIAS NO CIRCUITO DE FIOS EM MÁQUINAS DE SOLDAGEM
MELHORIAS NO CIRCUITO DE FIOS EM MÁQUINAS DE SOLDAGEM
 PORQUE NÃO SE PODE SOLDAR O MATERIAL TFS?
SOLDA ELÉTRICA
PORQUE NÃO SE PODE SOLDAR O MATERIAL TFS?
SOLDA ELÉTRICA




0 Comments