
Determinación y evaluación de la porosidad del barniz interior de un envase por medio de una prueba de alta dureza. Se describe como controlar las distintas partes del bote.
PRESENTACIÓN
Se entiende por porosidad, los pequeñisimos puntos del interior de un envase protegido con barniz, que quedan sin cubrir por el mismo – y por tanto con metal expuesto – después del proceso de fabricación. Por tanto se ha de procurar que la porosidad en un envase sea minima. También se puede mantener este mismo criterio por su cara externa, aunque es menos importante.
La porosidad de un barniz, aplicado en el interior del cuerpo o fondo/tapa de un envase, es una característica fundamental para conocer la idoneidad del mismo para la protección de su contenido. Existen diversas pruebas para evaluarla. En esta Web ya se han presentado algunas. Ahora, con este trabajo, exponemos la más dura que se emplea en el mercado. Su dureza es tal que hay que usarla con cierta prevención, pues es frecuente que evaluaciones rechazables obtenidas con la misma, son perfectamente validas. Una aplicación de barniz que sea aceptable con este método, se puede tener la plena seguridad de que es de una calidad optima.
Esta prueba es conocida en el mercado, y algunos conserveros o envasadores pretenden usarla como elemento de valoración de un recubrimiento. Presentamos este trabajo con la intención de que esta prueba pueda ser cuestionada como elemento de juicio único, sin admitir otras pruebas complementarias. En este caso, el metalgrafico se vería seriamente perjudicado.
POROSIDAD DE UNA HOJA DE HOJALATA BARNIZADA
Para determinar la porosidad de una hoja barnizada por este procedimiento se debe actuar de la siguiente forma:
Cortar lo mas exactamente posible una tira de la hoja de dimensiones 35 x 25 cms. Hacer cortes en las cuatro esquinas a 2.5 cms y doblar por ellos y pegar con cola PEROL, tal como se indica en el dibujo nº 1. Habremos obtenido un recipiente compacto en forma de bandeja, con una base de 30 x 20 cm y una altura de 2.5 cm. La superficie de la base será por tanto 6 dm2.
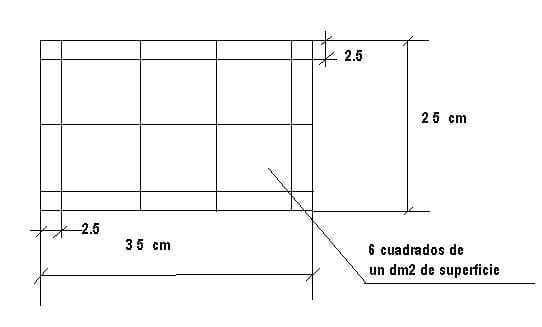
Dibujo nº 1: Preparación de la hoja
Dentro de la misma se pone el electrolito que detallamos a continuación hasta una altura aproximada de 0.5 cm.
– 20 grs de SO4Cu. 5H2O
– 0,1 ml. de agente mojador TEEPOL
– 1000 mls de agua desmineralizada + unas gotas de acido sulfúrico (SO4H2) hasta que la solución tenga un pH = 4,5
Por una zona del borde de la bandeja donde previamente se haya raspado el barniz, se conecta por medio de una pinza de cocodrilo el polo negativo de una batería de coche de 4 voltios, mientras que el electrodo de platino ligado al polo positivo de la batería se sumerge brevemente (durante 20 segundo) en el liquido, haciendo un recorrido según se indica en la figura nº 2. El electrodo positivo que se desplaza a de tener una punta en forma de superficie circular plana.
Dibujo nº 2: Recorrido del electrodo positivo
Inmediatamente se realiza la valoración de la porosidad, contando el número de poros y rayaduras que hay en cada dm2. Para ello ayudará si previamente se ha marcado sobre la hoja los 6 cuadrados de superficie un dm2 cada uno, según se indica en la figura nº 1.
Evaluación de resultados:
0 poros = muy bien
1 – 5 poros = bien
6 – 10 poros = bastante bien
10 – 20 poros = regular
Más de 20 poros = mal
Cuando se ha determinado la porosidad, se enjuagan rápidamente los poros con agua, cortamos el trozo de chapa donde están los poros. Medimos los poros con la ayuda de un microscopio con una ampliación de 80 (50 – 100) equipado con ocular de medir. Eliminamos la capa negra de deposito sobre el poro con la ayuda de una servilleta mojada y volvemos a evaluar su dimensión en el microscopio. Podremos apreciar que un poro grande, con la capa negra de depósito puede tener 1 mm de diámetro o algo más. Una vez quitada la capa negra, su valor real sobre la hoja en del orden 40 micras.
POROSIDAD DE TAPAS BARNIZADAS
Esta misma prueba de porosidad con ligeras adaptaciones puede aplicarle a los fondos o tapas. Para ello se debe proceder como sigue:
Tomar un fondo suelto y con unas tijeras para corte de metal, hacer dos cortes paralelos y doblar como se indica en el dibujo nº 3. Si la tapa esta barnizada por ambas caras hay que raspar la zona cortada y doblada, hasta que aparezca el metal, ya que en esta área se aplicará la corriente.
Dibujo nº 3: Preparación del fondo
Colocar la tapa dentro de una vasija con electrolito de prueba, que es el mismo empleado en el caso anterior, poner la pinza de cocodrilo correspondiente al cátodo en el trozo de tapa que hemos cortado y se sumerge el ánodo durante 10 segundos a una distancia de 5 mm de la tapa Ver figura nº 4.
Dibujo nº 4: Aplicación de electrodo positivo sobre fondo
Según el tamaño de la tapa, el electrodo de platino se deja quieto o se mueve en círculos sobre la superficie interior de la tapa.
Evaluación de resultados:
No se deben tolerar que aparezcan agrupaciones de poros sobre los círculos de los anillos de expansión y gradientes del fondo. Por lo demás la crítica es como la descrita anteriormente en el caso de una hoja.
En casos dudosos hay que hacer test de esterilización con líquidos modelos.
POROSIDAD DE ENVASES BARNIZADOS
También se puede aplicar esta misma prueba sobre un envase vacío. Es decir sin fondo y con la tapa ya colocada. El líquido test a emplear es el mismo anterior. Se operará de la siguiente manera:
Si el envase está barnizado por su interior e impreso y/o barnizado por el exterior, lo primero es raspar un trozo de pestaña hasta tener metal expuesto. Llenar el bote con el electrolito, sin que llegue hasta la zona raspada, conectar el cátodo a la zona descubierta de la pestaña. A continuación introducir el ánodo de platino en el liquido y subir y bajar lentamente el mismo Ver dibujo nº 5. El periodo bajo corriente dependerá del tamaño del bote.
Dibujo nº 5: Recorrido de electrodo positivo en el bote
Como orientación se puede tomar:
– Envases ¼ (pequeños) = 4 segundos (2 seg. bajando el electrodo y 2 seg. subiendo).
– Envases ½ (medianos) = 6 segundos (3 seg. bajando el electrodo y 3 seg. subiendo)
– Envase 1/1 (grandes) = 8 segundos (4 seg. bajando y 4 seg. subiendo)
Los envases muy grandes – tipo 3 y 5 Kgs. – se cortan y controlan como sigue. Ver figura nº 6.
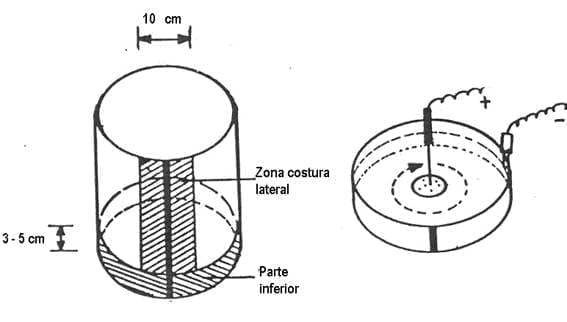
Dibujo nº 6: Zonas a cortas en envases muy grandes y prueba parte inferior
Parte inferior: Se corta la base a una altura de 3 a 5 cms y se llena del electrolito, se coloca el cátodo en el borde raspado y el ánodo se mete en el líquido y se mueve en círculos durante 5 segundos.
Parte de la costura lateral del cuerpo: Cortar la misma en una anchura de unos 10 cm – ve dibujo 7 – y se introduce en una bandeja de plástico o porcelana, nunca de metal y se cubre con el liquido test. Se conecta el cátodo al cuerpo del bote en una zona raspada, y el ánodo conectado a la corriente se mueve lentamente sobre la costura durante 5 segundos.
Dibujo nº 7: Prueba de porosidad sobre la costura lateral
Evaluación: Después de la prueba no deben aparecer zonas despegadas de barniz ni poros en gran cantidad en ninguna de las zonas testadas.
No debe sobrepasar de 20 poros por dm2 tanto en el interior del cuerpo como en la tapa.
No deben verse poros en la totalidad de la costura lateral protegida con barniz
 RELACIONES ENTRE LA RUGOSIDAD SUPERFICIAL Y LA CALIDAD DE BARNIZADO
RELACIONES ENTRE LA RUGOSIDAD SUPERFICIAL Y LA CALIDAD DE BARNIZADO
 control de calidad en la fabricacion de los envases metalicos
control de calidad en la fabricacion de los envases metalicos
 PUNTOS DE CALIDAD EN LAS LÍNEAS DE CORTE DE BOBINAS
PUNTOS DE CALIDAD EN LAS LÍNEAS DE CORTE DE BOBINAS
 PRUEBAS PARA CONTROLAR LA CALIDAD DE APLICACIÓN DE LOS BARNICES
PRUEBAS PARA CONTROLAR LA CALIDAD DE APLICACIÓN DE LOS BARNICES
 CONTROL DE CALIDAD DE MATERIALES LITOGRÁFICOS
CONTROL DE CALIDAD DE MATERIALES LITOGRÁFICOS
 DETERMINACIÓN DEL PESO DE PELÍCULA SECA DE BARNIZ
DETERMINACIÓN DEL PESO DE PELÍCULA SECA DE BARNIZ
 FACTORES QUE AFECTAN AL BARNIZADO DE LA HOJALATA
FACTORES QUE AFECTAN AL BARNIZADO DE LA HOJALATA
 PRUEBA DE DUREZA EN HOJALATA DR
PRUEBA DE DUREZA EN HOJALATA DR
 CHAPA CROMADA EN LAS CONSERVAS VEGETALES
CHAPA CROMADA EN LAS CONSERVAS VEGETALES



Buenas tardes.
Tienen información del teste WACO de porosidad?
Qué valores suelen tomarse como referencia de una lata «buena» respecto de una lata «defectuosa».
Saludos y gracias.