
この容器を製造するために、2つの技術が開発されました。DWI(Drawn & Wall-Ironed)とDRR(Drawn & Redrawn)です。基本的には、どちらの工程も金属の円盤から始めて、そこから絞り加工で円筒形を形成し、一連の操作で目的の形状になるまで絞りの度合いを上げていくものである。本稿では、炭酸飲料やビールなどの容器として広く普及し、現代の「王様」的存在となっている前者のみを取り上げることにする。
深絞り、絞り、プレス」(DWI)パッケージング製造工程は、現在では広く産業用途に取り入れられ、ブリキとアルミニウムの両方のパッケージに適用することができる。 この場合、その段階は次のようになります。
1º – 最初の作業は、最終的な容器の直径よりも大きく、高さがかなり低い「カップ」(常にコイル材から始まる)の単純な詰め込みである。高トンの縦型マルチパンチプレスで実施します。
2º – 次の工程では、最終的な直径が得られるまで、カップに一連の延伸とプレス加工が施される。これにより、肉厚を3分の1にまで薄くすることができ、材料を有効に活用することができる。例えば、コイルの厚みが0.27mmの場合、延伸工程が終了すると、壁の中央部で0.08mmになります。
この工程では、材料を壊すことなく延伸するために、潤滑油浴中で延伸する必要があります。 この工程の最後に、底部、いわゆるドームが形成されますが、その一方で、材料の初期の厚みを実質的に維持することができます。 この一連の作業は、油槽の中の横型プレスのような機械で行われ、「フォーミングマシン」と呼ばれる。
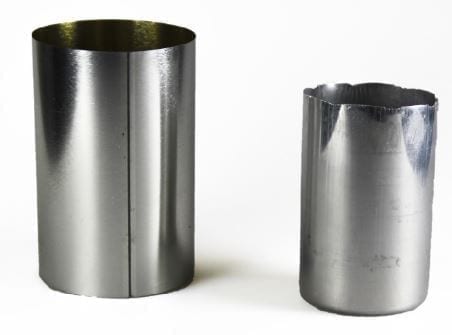
3º – この大きな伸縮により、容器の端が非常に不規則になり、それを均等にし、余分な材料を取り除くために、その後のトリミング作業が必要になります。
4º – 前処理により缶内に潤滑油が残っている場合、洗剤で洗浄し、リンスした後、オーブンで乾燥させる必要があります。
5º – DWI容器の場合、成形、トリミング、洗浄、焼成が終わると、通常のニス引きローラーで外側に白いニスが塗られます(オフセットで白いインクを塗ることもできます)。容器本体は自転で約2.6回転し、1分間に1,500本を超える速度で回転します。一般的な白色プライマーの乾燥膜厚は、その後の装飾の種類にもよりますが、10g/m2程度です。次に、このワニスは、約200℃の温度で60秒を超えない時間、オーブンで乾燥されます。
6º – オーブンを出た容器はデコレーションステーションに運ばれ、インク乾燥炉を経て、ドライオフセットでさまざまな色が塗布される。
7º – 輸送システムの中でコンテナが高速で移動すると、移動中にコンテナの底面に擦り傷ができ、それが時間の経過とともに金属の酸化に変化します。このため、容器の底を適切な製品で保護する必要があります。
これらの作業の後、内部のニス塗りの前に、容器の首の部分を減らし、将来的に閉じるためのフランジを形成する。このため、缶の直径よりはるかに小さい蓋を使用することができ、この市場の膨大な製造量を考慮すると、その分節約になります。
9º – 水漏れを防ぐために、缶の水密性を確認することが必要です。そのため、光で漏れを検知する装置を通し、不良品を自動的に排除しています。
10º – DWI容器は、複雑なアプリケーションの衛生ワニスの2つ以上の層でそれらをコーティングすることにより、金属の露出を排除するために内部保護を必要とします。成形工程が厳しいため、ニス塗り作業や以前の装飾は、壁を伸ばし、余分な材料を切り落とした後にのみ可能です。多国籍飲料メーカーの品質要求や、加飾後のネック径の縮小に対応する必要性から、これらの作業は高度に専門化された分野へと変化している。ヨーロッパでは、優れた硬度を持つポリエステル樹脂をベースにした溶剤ベースのシステムが、DWIパッケージングコーティングに使用するための良いソリューションであるように思われます。また、アクリル樹脂を配合したシステムも使用されることがある。しかし、アクリルをベースとした水性システムの普及が進んでいる。その主な理由は、産業界の労働条件と排ガス規制の両面から、現行の環境法令を遵守するためです。
11º – 内装用ワニスの各層は、210℃のオーブン(IBO)で硬化させる必要があります。
12º・・・最後に、缶は自動パレタイザーに送られ、梱包されます。
DWIラインはコストが高いため、十分な採算性を確保するためには、消費量の多いパッケージタイプやフォーマットで対応する必要があります。 そのため、ビールや炭酸飲料の缶詰に最も多く使用されている。

このような製品には、2枚組のパッケージが最適なソリューションです。
– 直径と高さの比が1:2であるため、最適な材料削減が可能です。
– 炭酸製品の内圧は、圧力が容器に安定性を与えるため、非常に薄い壁(0.10mm以下)でも機械的な問題なく作業することができます。
一方、胴体の壁が薄いため、真空や殺菌処理が必要な製品(一般的には保存食)の包装には使用できず、ほとんどの場合、真空の作用で壁が変形してしまう。 この問題は、容器壁をコード化(またはコルゲート化)するか、容器の充填・密封時に不活性ガスを注入する包装技術に変更することで回避できる可能性がある。 この技術は、設置の自由度とキャニスターの性能の両面で大きな限界があるため、開発には至っていない。 それなら、深絞り缶の方がいいに決まっている。
ブリキもアルミも、その価格や市場での消費動向によって原材料が異なるため、ブリキ用に設計されたラインをアルミ用に変更することは難しく、またその逆も、それぞれの原材料に特化した輸送システムなどがあるためです。 一般に、北米ではアルミニウムが最も多く、欧州では消費が分散している。 どちらも北米で生まれた技術だが、すぐに世界中に広まった。 すでに述べたように、投資額が非常に大きいため、導入は多国籍の大企業に限られる。












0 Comments