
SUMMARY
容器の閉栓作業における底部フランジの機能、使用されるフランジの様々な形状、測定方法、使用される閉栓装置との関連での適切な寸法が定義されています。
ボトムウイングの機能
ボトムフランジは、容器を閉じる際にボトムフックを形成するために必要な金属を提供するという重要な役割を担っています。 翼の機能はこれだけではなく、他にもいくつか挙げることができます。 それらをまとめてみると
– 1ª.- クロージャーのボトムフックを形成するための十分な材料を提供する。
– 2nd.- Allowing the stacking of the bottoms in piles without them fitting into each other.
– 3.シーミングマシンへのボトムの一括投入を容易にする。
– 4.水密性を確保するためのゴム製ガスケットのハウジングとして機能します。
ボトムフランジは特徴的な形状をしていますが、後述するように様々なバリエーションを持つことが可能です。 図1は、完成した翼のプロファイルの典型的な例と、各パーツに付けられた名前を示しています。
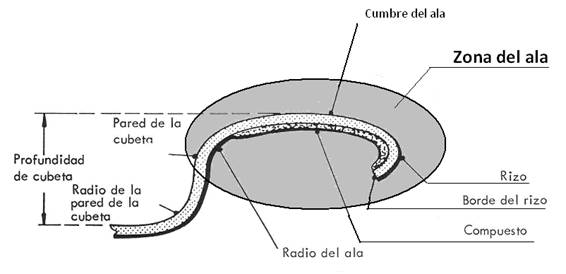
図1:ボトムウイングの典型的な形状
仕事中。
この用語については、すでに説明したので、ここでは触れません。
ウイングの形状
このフランジは、ボトムをカットしてプレスする際に、プレス金型で最初の形状を与えられます。 この第一段階では、そのカールはストレートで垂直です。 その後、通常はプレス機の後ろについているカール機で、エッジを斜めにして内向きにして仕上げる。 私たちが提示するさまざまなウイングのデザインは、常にボトムが完成した後、つまりプレス機、カールマシン、接着機を経た後に行われます。
19世紀から現在までに使用されてきた様々な翼型は、以下のように進化してきました。
1º.- フラットウィング
これは最も古いデザインです。 フランジは水平で平らであり、それ以上のカールは行われない。 現在はほとんど使われていません。 図2参照。

図2:フラットウィング
このタイプのフランジは、プレス金型が非常にシンプルで経済的な設計であること、カーリングマシンが不要であること、製造設備が非常にシンプルで安価であることなどの利点がある。
しかし、蓋同士がくっついてしまう、積み重ねができない、取り扱いが難しい、シールロールの溝が摩耗する、などのデメリットがあります。
2nd.カーリーフラットウィング
フラットウイングの代わりになりました。 扁平で水平ですが、先端はカールしています。 図3参照。 それは2つの方法で得られます。
-フラットなフランジボトムからスタートして、後から、ガミング作業の前または同時にカールさせる。
-従来のタイプよりも複雑な金型設計を採用し、ウィングを「プリライプ」し、カールマシンでカールを仕上げる。

図3:カーリーフラット翼
積み重ねが可能で、扱いやすいという利点があります。 特に非円形のカバーやボトムでは、ダイの実行が容易になるため、現在でも広く使用されています。
3º.-カーリーシンメトリー・カーブドウィング
パックを閉じる際、前の2つのデザインの主翼は、平らで水平な形をしているため、最初のオペレーションロールのプロファイルに沿ってロールアップするのが難しいという問題がありました。 これが、シワの発生や第1回目の操作ロールのプロファイルの劣化などの問題を引き起こす原因となります。 そこで、40年ほど前に、これらの欠点を改善したトップがカーブした新しい翼型が使われるようになりました。 図4参照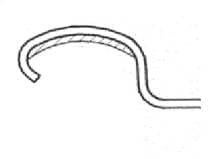
図4: 対称的なカーリーカーブの翼
翼の曲率は左右対称で、頂上の半径の中心は翼の垂直軸上に位置し、翼の内側の半径(ハブ領域)と外側の半径(カール領域)は同じか非常に似ています。 一般的には、保存食用の丸い缶詰などに使われています。
これは、より複雑なダイを使って、翼の端を垂直に曲げてカールさせることで得られます。 金型の中心部の上部には、金属を押したときにコピーするための曲線があります。
4º.- Curly asymmetrical curved wing
飲料容器の普及に伴い、キャップとボディのフィット感を高めて密閉性を高めることが望まれるようになった。 そこで、容器の口とフランジの適合性を高めるために、新しいタイプのフランジを設計しました。 また、従来の缶詰容器にも使用されています。 この新しい翼は、図5に示すように、非対称な構成になっています。
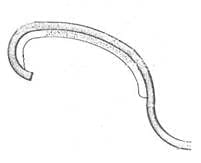
図5:非対称カーブのカーリーウィング
この場合、内側の半径は外側の半径よりも大きく、カールの端には直線部分がない、つまり曲線で終わっています。 このエンドは、ボトムフックをクラスプに貫通させるためのものです。
要約すると、これらの異なる翼型の最も一般的な使い方は
– 非円形状のパッケージ:フラットなカールしたフランジ
– 3ピースの丸型・深型コンテナ:左右対称のカーブドウィングと非対称のカールドウィング
– DWI飲料容器:カーリー・アシンメトリー・カーブドフランジ
クロージャーの種類との関係
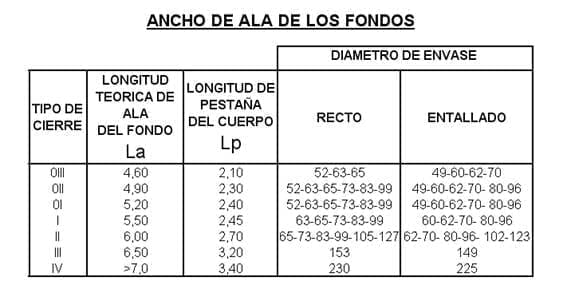
フランジのサイズは、容器に適用したいクロージャーのタイプに関係します。 クロージャーとそれに対応するフックのサイズが大きいほど、フランジの長さは長くなり、容器本体のフランジについても同様です。
クロージャーのサイズは、最小のタイプ0IIIから最大のタイプIVまでの7種類が標準化されています。 最初の3つは「ミニクロージャー」、残りの4つは「クラシッククロージャー」と表現されています。 下の表は、これらのタイプのファスナーと、各タイプのファスナーに適したボトムフランジとボディフランジのサイズを示しています。
サイズ
翼の長さを定義するためには、まず、どのように測定するかを指定する必要があります。 これには2つの方法があります。
1º.-最も古いものは、カールをまっすぐにして、フランジを平らで水平にすること、つまり平らなフランジに変えることです。その長さは、パンの壁から外周までの長さです。図No.6参照
図No.6:翼の測定(水平翼)
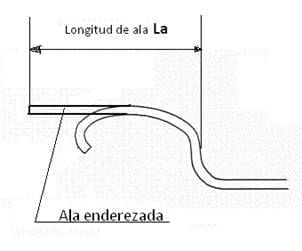
2º.・・・現在、国際規格で推奨されている形です。この場合、フランジは完全に伸びた状態、つまりカールがまっすぐになった状態で、タンクの壁の延長線上にあるような垂直な位置に置かれます。図7参照。その長さは、山頂で定義された平面から上端までの長さです。
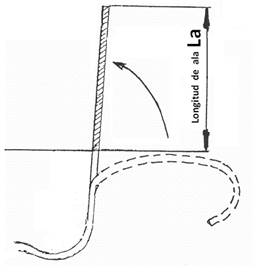
図7:ウイング(垂直翼)の測定
いずれの場合も、底面の全輪郭に対して180°または120°の位置に選ばれた、翼の2つまたは3つの小さな部分だけを平らにし、その平均値を測定しています。 あまり正確な指標ではありません。
2番目の手順では、1番目の手順よりもフランジ値が0.5mmのオーダーで低くなります。 具体的には、2つの測定モードの差は0.43Rで、Rはフランジの内側半径-ハブ領域です。
上述のように、フランジの長さ(La)は、選択されたクロージャのタイプによって決定され、容器のボディフランジ(Lp)に関連しています。 次の表は、第2の手順で測定された翼(La)の通常の値を示している。











0コメント