
Durante il processo di formatura del contenitore metallico, il passaggio dalla flangia avviata all’arricciatura comporta una deformazione controllata del metallo. L’arricciatura è un’operazione in cui il bordo del fondo viene arricciato o arrotolato per formare un ricciolo. Questa arricciatura è utile per evitare tagli quando si accede al prodotto contenuto nel contenitore.
Il processo di arricciatura viene eseguito dopo la sagomatura della flangia inferiore. Durante questo processo, la piastra di stagno ruota e genera l’arricciatura mantenendo il bordo lasciato dall’operazione precedente. Questo processo è delicato in quanto qualsiasi irregolarità nel bordo o nell’esecuzione dell’arricciatura può portare a difetti come grinze o irregolarità nell’arricciatura, che potrebbero compromettere l’integrità della chiusura del contenitore e quindi la sua tenuta e sicurezza.
È importante controllare la qualità dell’arricciatura per garantire che non si verifichino difetti che potrebbero compromettere la qualità dell’imballaggio e la sua capacità di proteggere il contenuto.
Questo problema può essere dovuto a diversi fattori. Ecco alcune possibili cause e soluzioni:
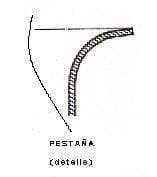
Regolazione errata dell’arricciacapelli: La flangia inferiore riceve una prima configurazione nello stampo della pressa, quando il fondo viene tagliato e pressato. In questa prima fase, il suo ricciolo è dritto e verticale. Viene rifinito in una seconda operazione sull’arricciatrice, dove il bordo viene girato a forma obliqua e verso l’interno. Se l’arricciacapelli non è regolato correttamente, può deformare il fondo. Assicurarsi che la macchina sia calibrata e regolata correttamente.
Problemi con il materiale del fondo: se il materiale del fondo è troppo sottile o non abbastanza resistente, può deformarsi durante il processo di crimpatura. Verificare con il fornitore del materiale che si stia utilizzando il materiale giusto per il prodotto.
Design della flangia del fondo: i fondi progettati per le “mini chiusure” hanno un’estremità o un bordo a ricciolo, in cui la sezione terminale diritta è stata eliminata e arrotondata fino al bordo di taglio. Se il design della flangia inferiore non è appropriato, può generare grinze inaccettabili dal punto di vista della tenuta della guarnizione. Controllare il design dell’ala inferiore per assicurarsi che sia adatto al processo di arricciatura.
Ricordate che è importante identificare la causa esatta del problema per applicare la soluzione adeguata.
 Principali difetti di una lattina di alluminio 2pc
Principali difetti di una lattina di alluminio 2pc
 Qual è l’influenza della flangia del barattolo sul processo di saldatura?
Qual è l’influenza della flangia del barattolo sul processo di saldatura?
 Principio di funzionamento del Bodymaker
Principio di funzionamento del Bodymaker
 Come funziona una necker station
Come funziona una necker station
 Difetto della flangia spaccata sulle lattine per bevande
Difetto della flangia spaccata sulle lattine per bevande
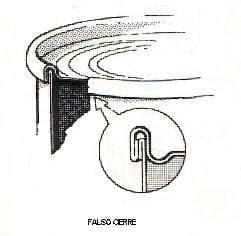
Come risolvere una falsa chiusura?
 ARRICCIAMENTO DEL FONDO SULLA MACCHINA INCOLLATRICE
ARRICCIAMENTO DEL FONDO SULLA MACCHINA INCOLLATRICE
 INFLUENZA DELLA FLANGIA INFERIORE O DEL COPERCHIO SULLA DOPPIA GUARNIZIONE
INFLUENZA DELLA FLANGIA INFERIORE O DEL COPERCHIO SULLA DOPPIA GUARNIZIONE


