Al giorno d’oggi la stampa si basa sempre più sulla velocità e sull’efficienza, ed è per questo che uno dei principali fattori chiave è la messa a punto del Decoratore.
Che si utilizzi una Rutherford o una Concord, l’effetto principale è il tecnico che opera e mantiene la macchina.

Entrambe le macchine stanno facendo un ottimo lavoro, una utilizza il cilindro di trasmissione per spostare e stampare una lattina ad alta velocità.
L’altro utilizza un progetto meccanico molto ben ingegnerizzato per stampare una lattina, ma entrambi utilizzano la stessa forma di stampa.
Utilizzano una coperta di gomma come mezzo per trasferire l’immagine negativa sulla latta lucida.
Quando l’immagine inizia a essere trasferita su una lattina lucida, entrambe le macchine esercitano una pressione per spremere l’immagine con tutti i colori nella lattina.
Questa è la cosiddetta pressione di stampa, con la quale possiamo organizzare l’aspetto dell’immagine su una lattina.
In alcuni casi è necessario regolare la pressione di stampa aumentandola o diminuendola, a volte è necessario aggiungere pressione, questa pressione di stampa più elevata è di solito un segno che qualcosa non è in buone condizioni.
Nella stampa a mezzatinta, soprattutto nel disegno della frutta, la pressione di stampa può essere ridotta per minimizzare l’aumento dei punti. L’effetto di guadagno dei punti causerà alcune macchie e sanguinamenti del colore;
Pertanto, il Decoratore deve mantenere una pressione minima.
Esiste una formula per calcolare la pressione effettiva.
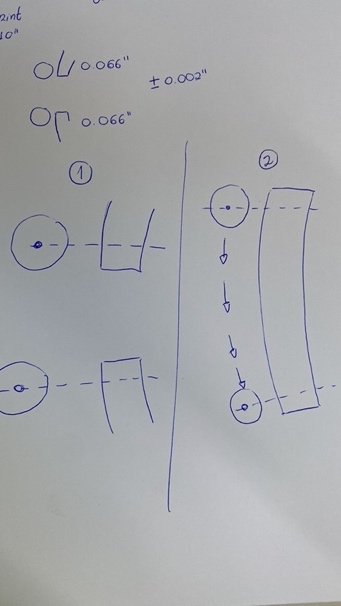
Prendiamo uno spessore della coperta di 0,077″ e aggiungiamo lo spessore della parete della lattina di 0,005″, il che equivale a 0,082″. Quindi, utilizziamo lo spazio tra il mandrino e il segmento dell’orso. In casi normali, questo spazio è di 0,068″ su un Concord e di 0,065″ su un Rutherford. Quindi prendiamo 0,082″ e sottraiamo lo spazio (0,068″ e 0,065″), che ci darà l’impressione di quanta pressione stiamo creando all’interno della coperta.
Il Concord funziona con una pressione di stampa di 0,014″ e il Rutherford con 0,017″.
Queste due cifre ci hanno mostrato la piccola differenza di stampa, ma l’aspetto più importante è il tracciamento, di cui avremo bisogno a una velocità più elevata per mantenere una stampa uguale su tutto il corpo della lattina.
Nel corso degli anni si è visto che questo effetto diventa sempre più importante con l’aumentare della velocità. In passato la velocità era piuttosto bassa, intorno alle 1400-1800 cpm, ma ora puntiamo a lavorare a 2000-2200 cpm in modo continuativo.
Per farvi capire, se potete immaginare, la ruota portacaucciù funziona già al doppio della velocità della ruota mandrino e del disco mandrino e il tempo per completare una stampa completa era giusto, ora con l’alta velocità dobbiamo impostare e mantenere le macchine entrambe molto bene per mantenere una buona qualità di stampa.
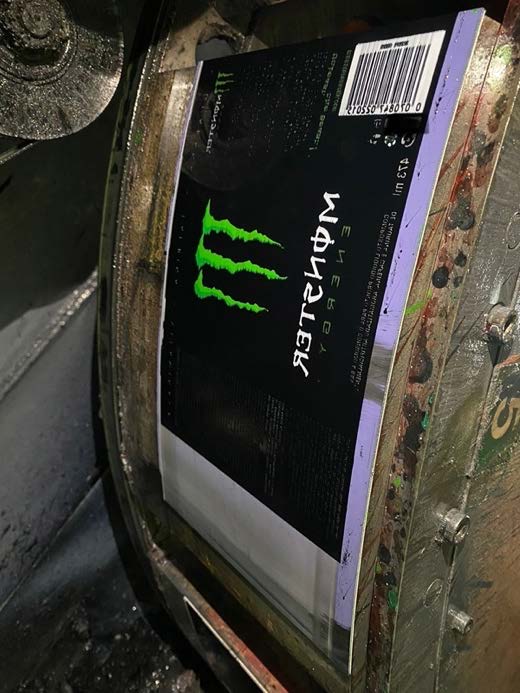

Cosa può succedere se la nostra tracciatura cambia, questo causerà alcuni problemi di stampa, specialmente sulle lattine scure, e vedremo questo effetto immediatamente.
Ma come può accadere? Nella maggior parte dei casi ciò avviene per mancanza di manutenzione, disallineamento o rottura di parti.
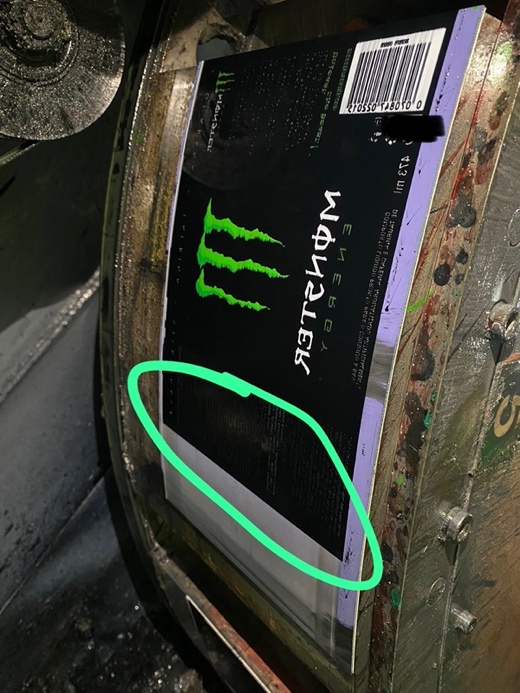
Solo un esempio, e questo è un caso reale, un servizio urgente perché il cliente ha lottato a lungo con Rutherford Deco per ottenere la stessa etichetta su due lati del decoratore.
Mentre cercavo di capire la situazione, il cliente mi disse che aveva fatto quasi tutto il possibile per risolvere questi problemi. Hanno fatto quasi di tutto per risolvere questi problemi, ma non sono riusciti a trovarlo e dopo due settimane di lotte hanno chiamato un espatriato per indagare.
Si trattava di un’etichetta verde e hanno persino portato un esperto del produttore di inchiostro per installare l’inchiostro verde su una macchina speciale per realizzare la produzione.
Abbiamo avuto un breve incontro e ho chiesto al tecnico informazioni sulla manutenzione e sulle regolazioni.
E, d’accordo, andava tutto bene, ma comunque ho iniziato a fare i miei controlli, prima la pressione di stampa e poi il tracking.
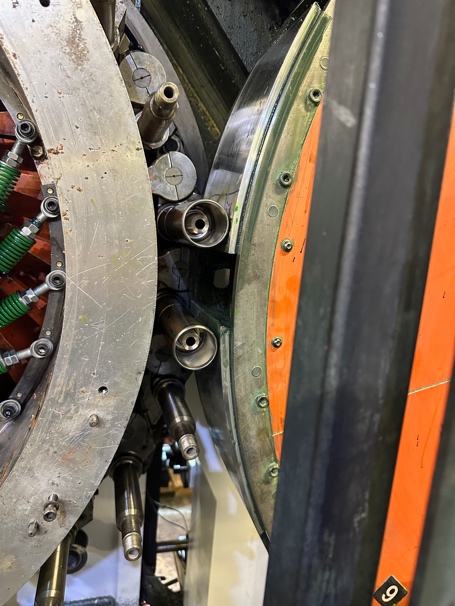
Ho visto subito che c’era un po’ di usura, dato che il bordo di entrata era più stretto di quello di uscita. Ho quindi chiesto alla squadra di controllare le condizioni delle piastre di usura (Rutherford ha piastre di usura dove il carrello si muove avanti e indietro).
Quindi, abbiamo sollevato l’auto e abbiamo visto che una delle piastre di usura era rotta, la piastra di usura era danneggiata nella parte posteriore, che è più pesante.


Per me è stato un problema di rapida soluzione, dopo aver cambiato la piastra e regolato l’altezza del carrello il problema è stato risolto.
Questo è solo un esempio di ciò che può accadere se il monitoraggio non è corretto e non è stato eseguito correttamente.
curare la macchina, indipendentemente da Concord o Rutherford.
Entrambe le macchine richiedono una buona manutenzione e tecnici ben addestrati e qualificati.

 Produzione di lattine per bevande in alluminio: un processo ad alta tecnologia
Produzione di lattine per bevande in alluminio: un processo ad alta tecnologia
 Come funziona il processo CMYK nella stampa di lattine
Come funziona il processo CMYK nella stampa di lattine
 Le lacune iniziano ad apparire nella stampa; confronto tra Concord e Rutherford
Le lacune iniziano ad apparire nella stampa; confronto tra Concord e Rutherford
 Stampa attuale e passata
Stampa attuale e passata
 ETICHETTE A MEZZATINTA E STAMPA SERIGRAFICA
ETICHETTE A MEZZATINTA E STAMPA SERIGRAFICA
 RISTRUTTURAZIONE DELL’INTERNO DELLA CUPOLA
RISTRUTTURAZIONE DELL’INTERNO DELLA CUPOLA
 Nuove funzioni e possibilità per i sistemi di ispezione di rivestimento e stampa
Nuove funzioni e possibilità per i sistemi di ispezione di rivestimento e stampa


