
INTRODUZIONE
Una delle tecniche più classiche per formare le flange o i bordi delle estremità dei corpi dei contenitori, è quella che utilizza dadi o tamponi per farli. Questi tamponi consistono in:
– Uno stampo che centra il corpo del contenitore, una volta alimentato, nella sua posizione corretta, e poi inarca il suo bordo per formare la flangia.
– Un anello o un anello di ritegno che funge da arresto massimo per la flangia formata.
Vedere la figura nº 1.
Figura n. 1: tecnica di ciglia tamponate
La flangia normalmente non tocca questo anello di ritegno, il valore del suo diametro esterno è un po’ inferiore al diametro di questo anello, ma può toccarlo in qualche punto del bordo del contenitore, per esempio se la saldatura della cucitura laterale ha qualche disparità nelle sue estremità.
L’insieme formato dalla matrice alloggiata all’interno del suo anello è montato a coppie su teste opposte.
Le macchine che eseguono questo lavoro sono chiamate tabbatrici, possono essere manuali o automatiche, queste ultime di solito hanno più coppie di teste, a seconda della velocità di funzionamento. Vedi figura nº 2
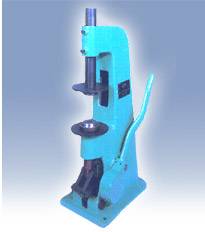
Figura n. 2: Raccoglitrice manuale
USO
Con l’uso di materiali sottili e ad alta durezza, la tecnica di flangiatura a tampone è sempre meno usata, perché causa rotture o crepe sul bordo delle flange, specialmente nei piccoli diametri dei contenitori.
Tuttavia, questa tecnica è ancora in vigore, poiché la sua applicazione è molto valida per:
– Contenitori di grande diametro, cioè sopra i 99 mm, anche se si usano materiali di alta durezza per gli stessi, poiché in questi casi non si genera la rottura della flangia.
– Qualsiasi tipo di contenitore rotondo fatto con materiali di bassa o normale durezza.
Il vantaggio di usare questa tecnica è che sia i macchinari che gli strumenti sono più economici di quelli usati in altri metodi.
CALCOLO
Lo stampo ha una forma conica per facilitare l’ingresso e la guida del corpo del contenitore nella posizione di flangiatura. Se la cucitura laterale è del tipo aggraffato – o crimpato – si aggiunge un gradino con raggi di entrata e uscita lisci per risparmiare lo spessore della cucitura, che aumenta quando supera l’area del lembo estremo.
Il dimensionamento dello stampo e dell’anello è un compito facile, poiché ci sono una serie di misure che possono essere mantenute costanti qualunque sia il diametro del contenitore da flangiare. Entrando nei dettagli si può commentare:
Altezze: i due pezzi possono essere tenuti fissi per qualsiasi dimensione di contenitore, anche se possono essere fatti leggermente più piccoli per i piccoli diametri. Nella figura nº 3 si presenta una sezione dell’insieme dado-aro, in essa si delimitano alcune altezze orientative di base.
Angoli: Sia l’angolo della flangia che l’angolo di entrata dello stampo rimangono costanti per qualsiasi dimensione. Il valore raccomandato è 7º 30′. Vedi figura nº 3
Raggio: L’arco principale dell’utensile è quello che modella il ciglio, il valore appropriato del suo raggio è di 2 mm, tranne che per le ciglia grandi – maggiori di 3 mm – che viene aumentato. Vedere la figura nº 3.
Diametri: Queste sono le dimensioni che cambiano per ogni caso, essendo le stesse a seconda del diametro del contenitore. Ci sono due diametri di base:
1º.- Quello del punto in cui il contenitore si adatta esattamente alla matrice, designato “diametro di regolazione del corpo del contenitore”, che chiameremo D1. È legato al diametro interno teorico del corpo del contenitore. In realtà corrisponde a questo valore più un piccolo gioco, per tener conto delle tolleranze e dello spessore in eccesso del cordone saldato del corpo. Vedi figura nº 3
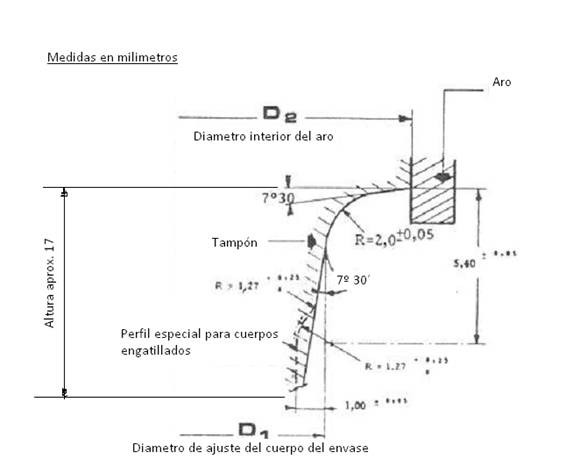
Figura nº 3: Disegno di un attrezzo per il tampone.
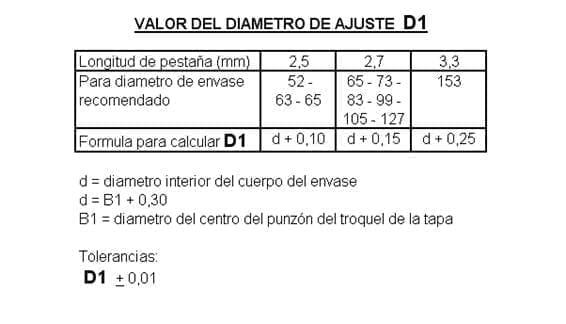
La seguente tabella include le formule per calcolare il valore di D1, tenendo conto:
– La lunghezza delle ciglia che vogliamo ottenere
– Il diametro del contenitore
In ogni opzione, la formula è data dal valore del diametro interno del corpo del contenitore – d – più una costante che varia secondo i dati di partenza. È bene ricordare che il calcolo del diametro interno del corpo del contenitore è in funzione della misura del centro del punzone dello stampo utilizzato per realizzare il coperchio corrispondente. Cioè, la misura fondamentale, dalla quale si determinano tutte le altre misure dell’insieme tappo-imballaggio, è il suddetto diametro del centro del punzone della matrice, lo designiamo come B1 e con eccezioni occasionali l’espressione che lega d e B1 è:
d = B1 + 0,30
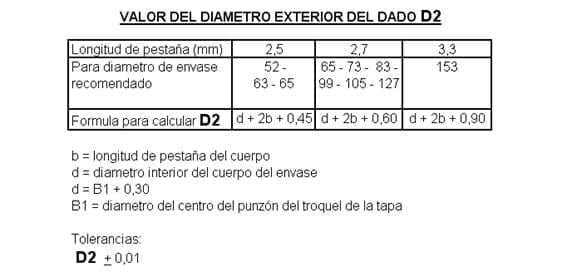
2º.- Diametro di accoppiamento tra anello e matrice, o quello che è lo stesso dell’esterno della matrice. Rappresenta il massimo valore teorico della flangia, anche se questo non è mai soddisfatto come spiegato sopra. Un buon design dovrebbe sempre permettere uno spazio tra il bordo della flangia e il cerchio per assorbire piccole irregolarità del bordo, bave, disparità nella cucitura laterale del corpo e differenze di altezza di taglio nei corpi.
Designeremo questo diametro come D2 e la sua dimensione varia anche con:
– La lunghezza della linguetta che chiudiamo per ottenere
– Il diametro del contenitore
L’espressione che ci dà il suo valore è legata al diametro interno del corpo del contenitore – d – e alla lunghezza della flangia da realizzare – p -.
La seguente tabella riassume questi parametri e le loro formule.
COMMENTI UTILI
– I tamponi, la matrice e l’anello devono essere fatti di acciaio per utensili trattato ad alta durezza.
– La finitura superficiale deve essere molto buona, rettificata e lucidata.
– Nel caso di un flanger a più teste, la distanza tra ogni coppia di teste deve essere precisa per mantenere un’altezza uniforme del contenitore flangiato e una lunghezza della flangia.
 Calcolo teorico del volume di gomma necessario per la chiusura di un contenitore metallico.
Calcolo teorico del volume di gomma necessario per la chiusura di un contenitore metallico.
 CALCOLO DEL COSTO STANDARD DI UN PACCHETTO “TRE PEZZI
CALCOLO DEL COSTO STANDARD DI UN PACCHETTO “TRE PEZZI
 MACCHINA ROTATIVA PER L’INSERIMENTO DI CONTENITORI
MACCHINA ROTATIVA PER L’INSERIMENTO DI CONTENITORI
 PIASTRE DI COMPRESSIONE PER AGGRAFFATRICI DI LATTINE/MACCHINE INSCATOLATRICI IN METALLO
PIASTRE DI COMPRESSIONE PER AGGRAFFATRICI DI LATTINE/MACCHINE INSCATOLATRICI IN METALLO
 UTENSILI PER CORDINI DI SICUREZZA
UTENSILI PER CORDINI DI SICUREZZA
 TACCHETTATO DAL RULLO
TACCHETTATO DAL RULLO
 MISURE DI UN UTENSILE DI FLANGIATURA “SPIN”
MISURE DI UN UTENSILE DI FLANGIATURA “SPIN”
 CALCOLO DEL PROFILO DI TAGLIO A SCORRIMENTO
CALCOLO DEL PROFILO DI TAGLIO A SCORRIMENTO
 ABBRONZATURA
ABBRONZATURA
 DIMENSIONI PER CUPOLE AEROSOL DENTELLATE
DIMENSIONI PER CUPOLE AEROSOL DENTELLATE




0 commenti