
INTRODUZIONE
Nell’industria metallurgica, è comune comprare o scambiare componenti già prodotti (fono, coperchi easy open, cupole per aerosol, ecc.). Questo può avvenire tra i produttori di imballaggi, dato che alcuni di loro sono specializzati in componenti, o tra i metallografi e gli imballatori. Per questi casi, e anche semplicemente nella normale fornitura di lattine con i loro coperchi sciolti alle industrie di riempimento, a volte è bene istituire un sistema di controllo della qualità per questi componenti già prodotti.
Questo argomento è già stato trattato nell’opera ,
“Ricezione di contenitori in un impianto di riempimento”.
pubblicato nella sezione “Informazioni tecniche” sezione “Controllo” di questo sito web. Ora, intendiamo approfondire un po’ l’argomento specifico del controllo della qualità dimensionale dei tappi/fondi. Ciò che è descritto qui è valido anche per l’installazione diretta di un sistema di controllo nell’officina di produzione di uno stabilimento metallurgico.
Non ci addentreremo nella definizione dei difetti, del piano di campionamento, dei livelli di qualità, ecc., poiché questi temi sono già stati trattati nel lavoro citato. Non ci occuperemo anche dei difetti visivi che possono essere presenti negli sfondi, per lo stesso motivo. Ci concentreremo sui parametri che possono essere controllati attraverso misure concrete, fornendo i mezzi per rendere queste misure il più semplice possibile.
Oggi esistono mezzi di controllo molto sofisticati che permettono di misurare i livelli principali di un fondo in modo quasi automatico. A causa dell’alto costo di questa attrezzatura, è giustificata solo quando il volume di lavoro è grande. Questo significa che non ha molto senso per le piccole aziende acquisirlo. Le procedure qui spiegate utilizzano strumenti semplici e poco costosi e sono progettate per quest’ultimo tipo di azienda.
PARAMETRI DA CONTROLLARE
Scomponiamo quelle che sono le misure di base di un fondo che devono essere controllate. Per farlo, ci baseremo sulla figura nº 1.
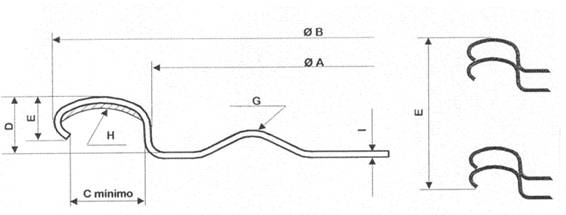
Figura 1
Questi sono riassunti nella tabella qui sotto: a) le dimensioni da prendere – segnate con la stessa lettera della figura -, b) il concetto che riflettono; e c) la normale tolleranza applicata in queste misurazioni. Per lo spessore e la tempra della banda stagnata, facciamo riferimento alle norme internazionali in vigore. La larghezza del canale non ha tolleranze, il calibro di controllo segna il suo valore minimo. Il profilo del panel di fondi sarà quello concordato tra le parti.
|
COTA |
CONCEPT |
TOLLERANZE |
| –
– A B C D E G – |
Spessore della banda stagnata
Durezza della banda stagnata Diametro della cuvetta Diametro esterno Larghezza minima del canale Profondità della cella No. di tappi in 2″ (50,8 mm) Profilo del pannello Peso composito |
Secondo gli standard
“ “ +0,05 mm. +0,20 mm. – +0,15 mm. + 2 unità – +18.5% |
Ci sono altri parametri che possono essere misurati, ma non li includiamo in questo lavoro perché sono più complicati o possono essere seguiti in articoli già pubblicati sul web, per esempio:
– a.- La stagnatura della banda stagnata. Vedere:
“Determinazione del rivestimento di stagno su banda stagnata”.
– b.- Carica di vernice interna ed esterna. Vedere:
“Determinazione del peso del film secco della vernice”.
– c.- Raggio della parete della cuvetta. Anche se è importante che sia in misure corrette, la sua esatta verifica richiede mezzi complessi. Se la matrice di fabbricazione dei fondi è ben mantenuta, non ci dovrebbero essere variazioni.
Consideriamo che abbiamo già una tabella completa con i valori dei parametri da controllare. Si può comporre come sopra, aggiungendo nella colonna delle tolleranze le quantità di ogni dimensione. Con lui davanti a noi possiamo iniziare il controllo.
SPESSORE
Scopo: assicurare che il fondo abbia una resistenza meccanica adeguata.
Strumento di misura: Micrometro con punte sottili o semisferiche, preferibilmente digitale.
Metodo: Lettura diretta
DUREZZA
Scopo: assicurare che il fondo abbia una resistenza meccanica adeguata.
Attrezzatura di misurazione: Durometro equipaggiato con scale Rockwell HR 15T e HR 30T.
Metodo: Vedere il manuale dell’attrezzatura in ogni caso.
DIAMETRO DELLA CIOTOLA “A
Scopo: controllare che il mandrino si adatti correttamente al fondo durante la chiusura.
Strumento di misura: calibro go/no-go per il diametro della cuvetta (regolazione del mandrino) secondo il disegno n. 2:
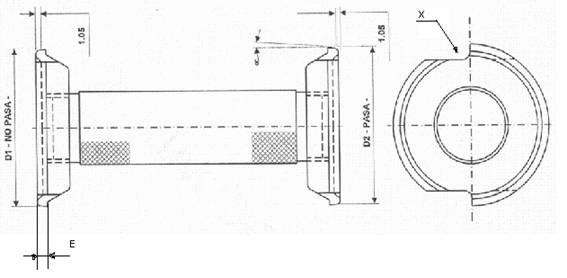
Figura 2
Questo calibro consiste in due mandrini simili a due mandrini, con diametri diversi. Ognuno di essi ha due incavi a “X” opposti, che permettono di controllare se è posizionato correttamente sulla base della ciotola del coperchio. Per calcolare le sue dimensioni, bisogna partire dai valori del mandrino di bloccaggio corrispondente – vedi figura nº 3 – e applicare le seguenti formule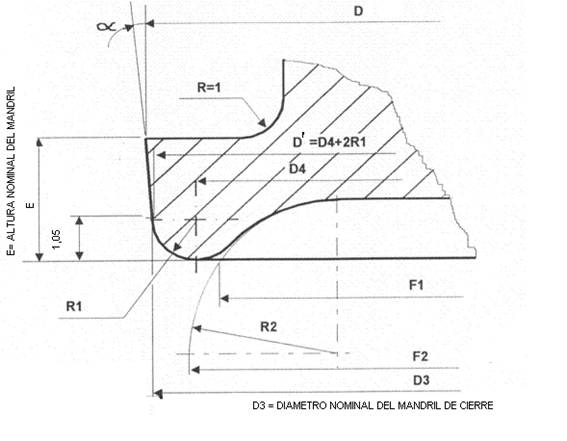
Figura 3
D1 (diametro senza passaggio) = D3 (diametro nominale del mandrino) + 0,03 mm.
D2 (diametro “pass”) = D3 (diametro nominale del mandrino) – 0,12 mm.
+0.02
La tolleranza dei diametri D1 e D2 è -0
Il resto delle misure dei due mandrini della pinza sono uguali a quelle del mandrino. Anche un mandrino usurato potrebbe essere recuperato per preparare il piatto di “uva passa”.
Metodo:
– Pinza “no pass”: controllare se il tappo è troppo grande. Su una superficie piana e orizzontale, posizionare il calibro sul vassoio di copertura, inclinato nell’area di 90º degli incavi. Posizionare il calibro completamente sulla cuvetta con una leggera pressione e poi controllare – tramite l’incavo – che il raggio del calibro sia posizionato correttamente nella cuvetta del coperchio. Sollevatelo in posizione verticale, se il coperchio cade è troppo grande.
– Calibro “Pass”: determina se il tappo è troppo piccolo. Posizionare la pinza come sopra. Sollevatelo in posizione verticale, se il coperchio cade è accettabile, se sale con il misuratore è troppo piccolo.
DIAMETRO ESTERNO “B
Scopo: Prevenire possibili problemi nell’alimentazione dei fondi. Se hanno un diametro esterno al di fuori delle misure, questo può portare a blocchi nell’alimentatore, guide, stelle, ecc.
Strumento di misura: misuratore di diametro esterno del fondo “Go/no-go”. Vedere la figura nº 4:
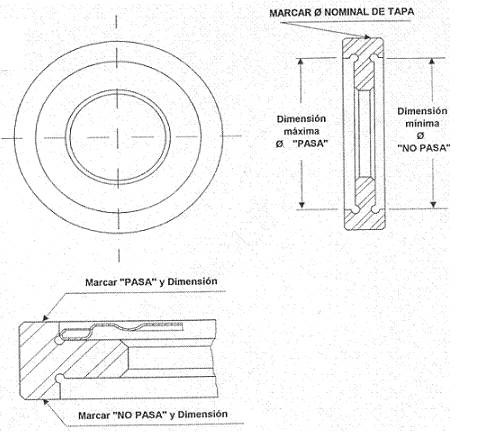
Figura 4
Lo stesso ha due alloggiamenti di diametro leggermente più grande e la paura che l’esterno del coperchio. Le formule per determinare il suo valore sono:
+0.02
Diametro massimo “pass” = Diametro esterno del coperchio “B” + 0,21 / Tolleranza -0
+0
Diametro minimo “no pass” = Diametro esterno del coperchio “B” -0,21/ Tolleranza -0,02
Metodo: Presentare i fondi investiti su ciascuno dei due lati “pass”, “fail” dell’indicatore. I fondi non dovrebbero entrare nell’alloggiamento dal lato “no pass”, ma dal lato “pass”.
Metodo alternativo: misurazione diretta per mezzo di un calibro a corsoio.
LARGHEZZA MINIMA DEL CANALE “C
Scopo: assicurare che, durante l’operazione di chiusura, la flangia del corpo sia ben alloggiata all’interno della flangia del coperchio, senza interferire con l’arricciatura del coperchio
Strumento di misura: misuratore di larghezza minima della carcassa secondo la fig. 5
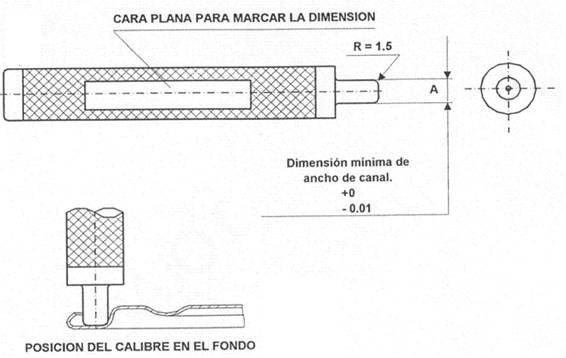
Figura 5
Metodo:
– Inserire il calibro verticalmente tra il ricciolo e la parete del trogolo del coperchio come mostrato nella Figura 5.
– La larghezza del canale deve essere abbastanza grande da permettere al calibro di muoversi liberamente lungo il perimetro del fondo.
Metodo alternativo: misurazione diretta per mezzo di un calibro a corsoio.
PROFONDITÀ DEL TROGOLO “D
Scopo: controllare
a.- che il mandrino di bloccaggio penetri adeguatamente nel coperchio
b.- che la capacità del contenitore sia quella prevista
Strumento di misura: Procurarsi dal mercato o preparare un misuratore come mostrato nella figura 6.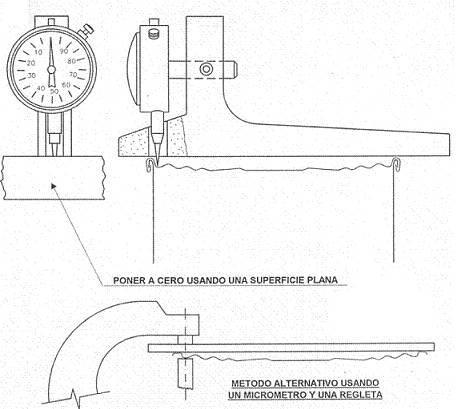
Metodo:
– Impostare il comparatore a zero su una superficie piana.
– Verificare che quando il calibro viene rimosso dalla superficie piana, lo stilo abbia una corsa che gli permetta di raggiungere un valore superiore alla profondità della cella da misurare.
– Posizionare la base o il regolo di supporto del calibro sulla flangia inferiore, cercando di posizionarlo diametralmente e con lo spessimetro a contatto con la base della zona della cuvetta.
– Spostare leggermente il calibro fino a trovare il punto di massima lettura sul quadrante. A questo punto avremo la misura desiderata.
Lo stilo dovrebbe essere a punta fine e abbastanza lungo. Per assicurarsi che la base da misurare sia in una posizione stabile e ferma, si consiglia di sostenerla su un corpo flangiato dello stesso diametro.
Metodo alternativo: Misurazione con un micrometro e l’aiuto di un righello, come mostrato nella figura nº 6. Lo spessore della striscia e lo spessore della banda stagnata devono essere dedotti dalla lettura.
NUMERO DI COPERTURE IN 2 POLLICI (50,8 mm) “E
Scopo: determinare indirettamente che l’altezza del ricciolo dei tappi è come specificato. Questo assicura un movimento fluido dei fondi attraverso l’aggraffatrice e una corretta sigillatura.
Strumento di misura: Calibro per controllare il numero di coperchi in 50,8 mm, secondo la figura nº 7.
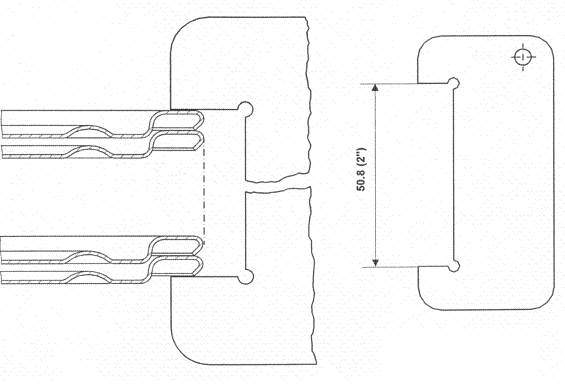
Figura 7
Metodo:
– Inserire un numero sufficiente di tappi per riempire la fessura del calibro senza pressione o allentamento.
– Conteggio del numero di fondi che sono stati ospitati
Metodo alternativo: Impostare un calibro a 50,8 mm e usarlo come calibro.
PROFILO DEL PANNELLO DI SFONDO “G
Scopo: assicurare il comportamento adeguato del fondo durante l’uso del contenitore.
Strumento di misura: Visivo
Metodo: osservazione diretta
PESO COMPOSTO
Scopo: Verificare che il peso del composto contenuto nella flangia inferiore sia quello specificato. Il composto gioca un ruolo importante nel garantire la tenuta della guarnizione, quindi è essenziale che sia presente nella giusta quantità.
Strumenti di misura: bilancia da laboratorio con precisione mgrs.
Contenitore a prova di calore
Fonte di calore
Termometro (da 0 a 100 ºC)
Metodo:
– Principio: differenza di peso di un fondo con e senza composto.
– Campione: quattro sfondi scelti a caso.
– Reagente: soluzione al 50% di alcool 96º in acqua.
– Sequenza:
– Numerare e pesare i fondi uno per uno.
– Immergerli nel reagente per circa 2 o 3 minuti, mantenendo il bagno caldo. 90º C
– Strofinare il composto fino a quando non viene via, facendo attenzione a non danneggiare la vernice interna.
– Per la rimozione completa del composto, può essere necessario appoggiare la flangia in piano, usando delle pinze e ripetere l’operazione.
– Ripesate i fondi, uno per uno.
– Determinare il peso del composto che ciascuno aveva per differenza.
– Calcolare la media aritmetica delle quattro letture.
COMMENTI
Anche se un metodo alternativo, con misurazione diretta, è indicato in alcune prove, è meglio usare i calibri, per i seguenti vantaggi:
– Per avere un criterio costante ed eliminare la possibilità di errore nella misurazione.
– Facilità di esecuzione. Formazione del personale molto semplice.
 controllo di qualità nella fabbricazione di contenitori metallici
controllo di qualità nella fabbricazione di contenitori metallici
 CONTROLLO DIMENSIONALE DI CONTENITORI A TRE PEZZI
CONTROLLO DIMENSIONALE DI CONTENITORI A TRE PEZZI
 CONTROLLO QUALITÀ RICCIOLO VALVOLA VALVOLA CUPOLE AEROSOL
CONTROLLO QUALITÀ RICCIOLO VALVOLA VALVOLA CUPOLE AEROSOL
 CONTROLLO DI QUALITÀ DEI MATERIALI LITOGRAFICI
CONTROLLO DI QUALITÀ DEI MATERIALI LITOGRAFICI
 CONTROLLO DI QUALITÀ SULLE LINEE DI TAGLIO DELLE BOBINE
CONTROLLO DI QUALITÀ SULLE LINEE DI TAGLIO DELLE BOBINE
 PARAMETRI DI CONTROLLO DELLA QUALITÀ PER VARIABILI
PARAMETRI DI CONTROLLO DELLA QUALITÀ PER VARIABILI
 IMBALLAGGIO DI COPERCHI E FONDI
IMBALLAGGIO DI COPERCHI E FONDI
 EVOLUZIONE DEL PROFILO DEI FONDI Ø99
EVOLUZIONE DEL PROFILO DEI FONDI Ø99
 TACCHE NEI COPERCHI-FONDI PER LA SIGILLATURA SOTTOVUOTO
TACCHE NEI COPERCHI-FONDI PER LA SIGILLATURA SOTTOVUOTO



0 commenti