
सारांश
कॉइल्स की प्राथमिक स्क्रॉल कटिंग के लिए उपकरणों में बचत प्राप्त करने के लिए, शीटों के लिए एक कटिंग डिज़ाइन प्राप्त करना संभव है, जो डबल और सिंगल डाइज़ के लिए इच्छित स्ट्रिप्स दोनों के लिए उपयोग योग्य है। यह कार्य इसे प्राप्त करने के लिए उपयुक्त गणनाओं का वर्णन करता है, एक प्रारंभिक बिंदु के रूप में डबल डाई के लिए स्ट्रिप्स के लिए प्राथमिक स्क्रॉल कट को लेता है।
परिचय
कभी-कभी ऐसा हो सकता है कि विभिन्न उत्पादों – कैप्स, एयरोसोल शंकु, कैप्सूल, … – में लगभग समान सामग्री काटने का व्यास होता है, लेकिन वे विभिन्न डिज़ाइन उपकरणों में निर्मित होते हैं। इस प्रकार, यह संभव है कि उनमें से एक को एक प्रेस में निर्मित किया जाता है जो एक साधारण डाई के साथ काम करता है, और इसलिए इसे साधारण स्ट्रिप्स के साथ खिलाया जाता है, और दूसरे को डबल डाई से सुसज्जित एक प्रेस में लगभग समान कट के साथ निर्मित किया जाता है, जो स्ट्रिप्स को प्राप्त करता है यह अंतिम प्रकार. पहले विकल्प का एक विशिष्ट मामला तब होता है जब एक सिंगल डाई प्रेस में ग्रेविटी फीड की जाती है। दूसरे, साइड स्टोर से सुसज्जित पारंपरिक प्रेस हैं।
प्राथमिक स्क्रॉल कट को डिज़ाइन करके, कॉइल कटिंग लाइन में टूलींग में महत्वपूर्ण बचत प्राप्त करना संभव है, ताकि दूसरे ऑपरेशन स्क्रॉल शीयर में काटते समय यह डबल और सिंगल स्ट्रिप्स दोनों प्राप्त करने के लिए मान्य हो।
उचित वितरण निर्धारित करने के लिए, “डबल स्ट्रिप के लिए प्राथमिक स्क्रॉल” में कटौती की पिछली गणना का उपयोग किया गया है।
उपरोक्त का एक व्यावहारिक मामला, 73 मिमी व्यास वाले डिब्बे के लिए ढक्कन के निर्माण में दिया जा सकता है। – जो आम तौर पर डबल स्ट्रिप्स – और 65 मिमी शंकु से प्राप्त होते हैं। एकल पट्टी में यद्यपि सामग्री अलग है, उनके काटने के व्यास लगभग समान हैं और एक ही प्राथमिक स्क्रॉल टूलिंग का उपयोग उनके संबंधित कॉइल्स को काटने के लिए किया जा सकता है, जिनकी चौड़ाई व्यावहारिक रूप से मेल खाती है।
तरीका
सिंगल और डबल स्ट्रिप्स की बाद की कटिंग में समान प्राथमिक स्क्रॉल का उपयोग संभव होने के लिए, निम्नलिखित शर्तों को पूरा किया जाना चाहिए:
1.- काटने के व्यास के बीच अंतर
यदि प्राप्त किए जाने वाले टुकड़े का कटिंग व्यास, दोहरी पट्टी के मामले में हम इसे D1 कहते हैं और एकल पट्टी D2 के लिए, निम्नलिखित को पूरा किया जाना चाहिए:
डी2 अधिकतम. = डी1 – ½ टी (टी = डबल स्ट्रिप पर ट्रिम)
डी2 मि. = यह उस दक्षता उद्देश्य पर निर्भर करेगा जो हमने स्वयं निर्धारित किया है।
2.- द्वितीयक “स्क्रॉल” में शीट फ़ीड स्ट्रोक
यदि हम प्रत्येक प्रहार के लिए ब्लेड की यात्रा या अग्रिम को बी नामित करते हैं – कतरनी सलाखों के स्ट्रोक “स्क्रॉल” – डबल स्ट्रिप के मामले में और सिंगल स्ट्रिप के लिए ए , तो निम्नलिखित को पूरा किया जाना चाहिए:
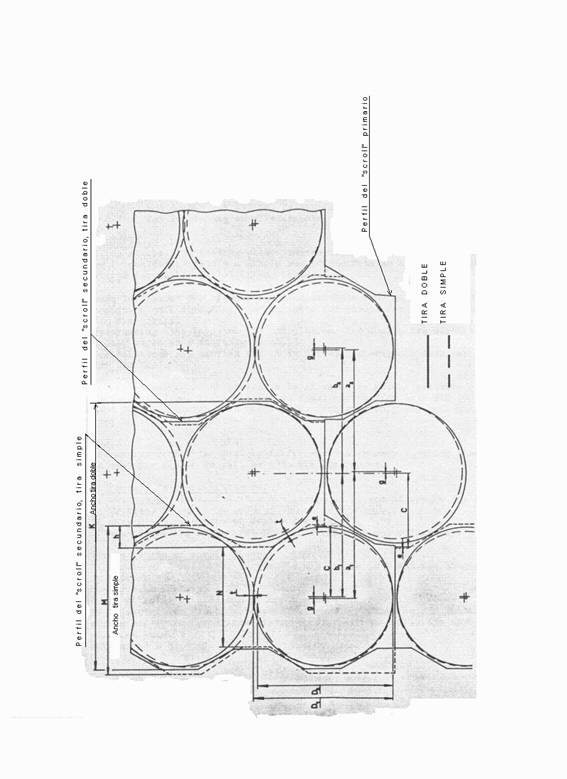
b = a1 + a2 (जबकि a1 = a2; चित्र 1 देखें)
b को b1 और b2 या : b = b1 + b2 के बीच विभाजित किया जा सकता है
b1 एक ही दोहरी पट्टी के भीतर कटों की दो पंक्तियों की केंद्र रेखाओं के बीच की दूरी है
बी2 दो आसन्न दोहरी पट्टियों में कटों की दो सन्निहित पंक्तियों की केंद्र रेखाओं के बीच की दूरी है।
साथ ही a1 = b1 + b2
2
g = a1 – b1 और g = b2 – a2 भी
2
g केंद्रों के बीच की दूरी है (चित्र nº 1 देखें)
3.- प्राथमिक “स्क्रॉल” का विन्यास
किसी शीट को प्राथमिक “स्क्रॉल” में काटने के लिए, जिसे सैद्धांतिक रूप से डबल स्ट्रिप्स के लिए डिज़ाइन किया गया है, एकल स्ट्रिप्स के लिए भी मान्य है, प्राथमिक “स्क्रॉल” कट का कॉन्फ़िगरेशन शीट के किनारे से किया जाना चाहिए। इसे पूरा किया जाना चाहिए कि:
ई = मिनट. 0.3मिमी. ताकि एकल मुक्त पट्टी के लिए द्वितीयक “स्क्रॉल” का कट – प्राथमिक “स्क्रॉल” के विन्यास से मेल न खाए। (चित्र क्रमांक 1 देखें)
4.- एकल पट्टी के लिए “स्क्रॉल” में कट की गहराई और इस पट्टी की चौड़ाई
सी = ½ डी1 + टी + 0.05 मिमी
(टी = डबल स्ट्रिप पर क्लिपिंग; 0.05 अनुभवजन्य रूप से निर्धारित किया जाता है)
कट की गहराई: h = 2 ( c + e) - b1
इसके सबसे चौड़े हिस्से में पट्टी का आयाम: एम = 2 (ई + सी + जी)
इसके सबसे संकीर्ण भाग में पट्टी का आयाम: एन = 2 (ई + सी + जी) – 2 घंटे
5.- कुंडल की अतिरिक्त चौड़ाई
आवश्यक कुंडल की अतिरिक्त चौड़ाई = 4 (ई + सी + जी) – (एच + के)
जहाँ K दोहरी पट्टी की अधिकतम चौड़ाई है।
व्यवहार में कुंडल की चौड़ाई में यह आवश्यक वृद्धि लगभग 1.8 मिमी है।
निष्कर्ष
एक प्राथमिक स्क्रॉल टूल को सिंगल और डबल स्ट्रिप्स के लिए कॉइल को शीट में काटने में उपयोग के लिए डिज़ाइन किया जा सकता है।
एप्लिकेशन डबल स्ट्रिप कट के बराबर कटिंग व्यास के बीच न्यूनतम अंतर तक सीमित है, जबकि अधिकतम अंतर न्यूनतम स्वीकार्य दक्षता द्वारा निर्धारित किया जाता है। रील की चौड़ाई, डबल स्ट्रिप्स के लिए शीट के पहले ऑपरेशन में “स्क्रॉलिंग” के लिए उचित मूल्य को संदर्भ के रूप में लेते हुए, लगभग 1.8 मिमी तक बढ़ाई जानी चाहिए
 डिब्बे के निर्माण में गुणवत्ता के रूप
डिब्बे के निर्माण में गुणवत्ता के रूप
 ड्राइंग के लिए प्रेस में लंबवत फ़ीड
ड्राइंग के लिए प्रेस में लंबवत फ़ीड
 मरो चाकू
मरो चाकू
 छल्लों के लिए उपकरण – पेंट कंटेनर
छल्लों के लिए उपकरण – पेंट कंटेनर
 इंजेक्शन द्वारा गोल नीचे गंबिंग
इंजेक्शन द्वारा गोल नीचे गंबिंग
 आसानी से खुलने वाले ढक्कन की निर्माण प्रक्रिया
आसानी से खुलने वाले ढक्कन की निर्माण प्रक्रिया
 स्क्रॉल कट की प्रोफ़ाइल की गणना
स्क्रॉल कट की प्रोफ़ाइल की गणना
 उत्पाद तकनीकी शीट: सॉसेज कंटेनर
उत्पाद तकनीकी शीट: सॉसेज कंटेनर
 बॉटम-कवर के कट का निर्धारण
बॉटम-कवर के कट का निर्धारण



0 Comments