
यदि आप “VARNISHES.- पहला भाग” पढ़ना चाहते हैं तो यहां क्लिक करें
भाग 2:
| वार्निश विशेषताएँ
इस तालिका में परिलक्षित डेटा को सामान्य रूप से लिया जाना चाहिए, क्योंकि प्रत्येक वार्निश में विशिष्ट विशेषताएं होती हैं। |
||||||
| लड़का | सुखाने | FLEXIBILITY और परिग्रहण |
धैर्य सल्फरेशन के लिए |
धैर्य रसायन विज्ञान |
उपयोग | अनुप्रयोग |
| ओलेरेसिनिन “आर” | 205ºC/12′ | अच्छा | खराब | प्रतिरोधी एसिड को |
वार्निश अंदरूनी |
अम्लीय फल सब्ज़ियाँ |
| ओलेरोसिन “सी” | 205ºC/12′ | अच्छा | अच्छा | विरोध नहीं करता एसिड को |
वार्निश अंदरूनी |
समृद्ध खाद्य पदार्थ प्रोटीन में |
| फेनोलिक्स | 200ºC/15′ | खराब | बहुत अच्छा | अच्छा | समाप्त वार्निश बी आंतरिक |
मांस और मछली |
| एपॉक्सी-फेनोलिक्स | 200ºC/15′ | अच्छा | नियमित | अच्छा | बी आंतरिक ख. अड़चन |
समृद्ध खाद्य पदार्थ प्रोटीन में |
| एपॉक्सी-फेनोलिक्स + अल | 200ºC/15′ | अच्छा | बहुत अच्छा | अच्छा | बी आंतरिक | समृद्ध खाद्य पदार्थ प्रोटीन में |
| एपॉक्सी-फेनोलिक्स + OZn | 200ºC/15′ | अच्छा | अच्छा | फिट नहीं है एसिड के लिए |
बी आंतरिक | समृद्ध खाद्य पदार्थ प्रोटीन में |
| एपॉक्सी-अमाइन | 195ºC/12′ | अच्छा | नियमित | अच्छा | बी अड़चन ख. बाहरी |
असबाब |
| एपॉक्सी-एस्टर | 180ºC/12′ | अच्छा | खराब | नियमित | ख. खत्म ख. बाहरी |
असबाब |
| epoxy संशोधित | 190ºC/15 | अच्छा | अच्छा | अच्छा | बी सफेद इंटर ख. अड़चन ख. बाहरी |
आक्रामक उत्पाद असबाब |
| विनाइल | 180ºC/10′ | बहुत अच्छा | खराब | नियमित | बी आंतरिक सफेद तामचीनी ख. अड़चन |
पेय असबाब |
| एक्रिलिक्स | 190ºC/15′ | बहुत अच्छा | बहुत अच्छा रंजित |
बहुत अच्छा | सफेद तामचीनी ख. खत्म |
फलियां सब्ज़ियाँ थोड़ा रंगद्रव्य। असबाब |
| पॉलिएस्टर | 200ºC12′ | चर | नियमित | अच्छा | बी सफेद इंटर बी आंतरिक ख. अड़चन सफेद तामचीनी |
भेजना embut. और तपस 2 पास में पेय असबाब |
| ऑर्गनोसोल्स | 195ºC/15′ | बहुत अच्छा | अच्छा | अच्छा | बी सफेद इंटर बी आंतरिक |
आसान तपस उद्घाटन तपस
भेजो, सामान। |
फिल्म का वजन।
शुष्क फिल्म का भार या वजन शुष्क अर्क की मात्रा है जो वार्निश को गीला करने और फायरिंग के बाद धातु पर रहता है। इसे g/m2 में मापा जाता है (या mg/pg2 में)
Orientatively इसके निम्न मान हो सकते हैं:
आंतरिक सिस्टम:
– सामान्य रूप से वार्निश 5 से 7 g/m2 के बीच
– वार्निश + अल “6 से 9”
– वार्निश + OZn “7 से 10”
– गोरे “9 से 15”
– ऑर्गनोसोल “13 से 21”
बाहरी सिस्टम:
– हुक 2 से 5 g/m2 के बीच
– सफेद एनामेल्स “14 से 17”
– फिनिशिंग वार्निश “5 से 7”
वार्निश आवेदन तकनीक
तरल अवस्था में वार्निश लगाने की तीन बुनियादी प्रक्रियाएँ हैं:
- रोलर्स के माध्यम से उसके एक तरफ शीट्स पर आवेदन
- दोनों तरफ कॉइल पर एप्लीकेशन
- स्प्रे आवेदन।
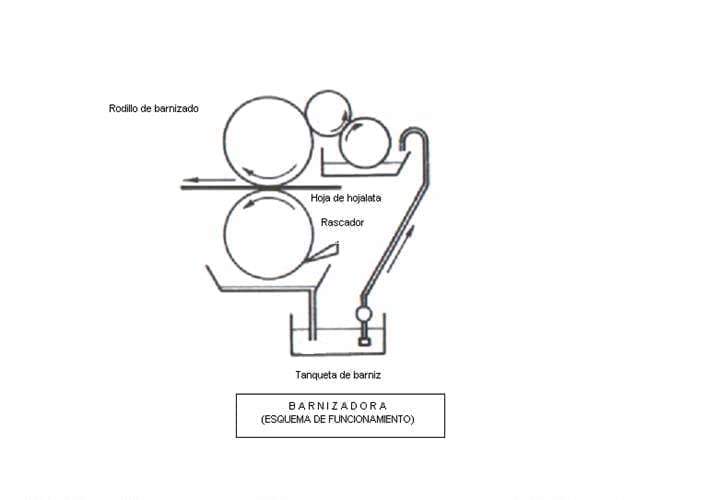
रोलर्स द्वारा चादरें
यह सबसे पुरानी और सबसे व्यापक वार्निशिंग प्रक्रिया है। इसमें, धातु की प्रत्येक शीट को रोलर्स की एक जोड़ी के माध्यम से पारित किया जाता है, उनमें से एक – लोचदार – लागू होने वाले वार्निश के साथ लगाया जाता है। उक्त रोलर की सामग्री जिलेटिन या सिंथेटिक रबर है, सॉल्वैंट्स द्वारा हमला नहीं किया जा सकता है। उचित समायोजन के साथ लागू कोटिंग की मोटाई नियंत्रित होती है।
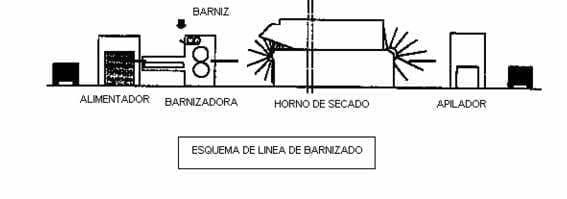
उपकरणों का सेट जो इसकी प्रत्येक शीट को एक पैकेज से फीड करने की अनुमति देता है, ऐप्लिकेटर सिस्टम के माध्यम से स्थानांतरित और पारित किया जाता है, बाजार में वार्निशिंग मशीन के रूप में जाना जाता है। इसके बाद, एक निरंतर ओवन माउंट किया जाता है जो वार्निश को सूखता है, इसके सॉल्वैंट्स को हटा देता है और ठोस अवशेषों की फिल्म को पोलीमराइज़ेशन की डिग्री तक पहुंचने और इसके सुरक्षात्मक कार्य के लिए उपयुक्त क्रॉसलिंकिंग तक पहुंचने की अनुमति देता है।
उपयोग की जाने वाली राल के प्रकार के आधार पर बेकिंग की स्थिति परिवर्तनशील होती है। एक बहुत ही सामान्य प्रकृति के साथ, यह लगभग 200ºC और 12 मिनट का समय हो सकता है। इसे फिर से पिघलाने के हानिकारक प्रभावों से बचने के लिए तापमान कभी भी 232º C – टिन के पिघलने – से अधिक नहीं होगा।
धातु उद्योग में यह वार्निशिंग तकनीक सबसे आम है, क्योंकि यह बहुत लचीली है, सभी वार्निश आवश्यकताओं के साथ-साथ कंटेनर के विभिन्न भागों के अनुकूल है। इस प्रकार, लोचदार रोलर पर उपयुक्त “भंडार” बनाते हुए, तीन-टुकड़े वाले कंटेनरों के लिए निकायों को वार्निश करना संभव है, जहां वेल्ड किए जाने वाले क्षेत्र वार्निश, गहरे खींचे गए कंटेनर, ढक्कन आदि से मुक्त होने चाहिए।
, coils
कॉइल्स को पिछले एक के समान लेकिन लगातार प्रक्रिया में वार्निश करना संभव है। यह बहुत अधिक जटिल है और इसकी अधिक सीमाएँ हैं, क्योंकि वार्निश को आरक्षित करना संभव नहीं है। इसका उपयोग बड़े प्रिंट रन में भरे कवर और बॉडी तक ही सीमित है।
फुहार
कंटेनरों के कुछ ऐसे उपयोग हैं, जो उत्पाद की आक्रामकता या नाजुकता के कारण – उदाहरण के लिए: कार्बोनेटेड पेय – की आवश्यकता होती है कि उनकी आंतरिक सतह उजागर धातु – छिद्र, खरोंच, खरोंच आदि से पूरी तरह मुक्त हो। – और वार्निश लगाने की आवश्यकता होती है – आमतौर पर विभिन्न प्रकार की कई परतों में – एक बार कंटेनर समाप्त हो जाने पर। इन मामलों में, स्प्रे एप्लिकेशन का उपयोग किया जाता है, एक निश्चित या मोबाइल गन का उपयोग करते हुए, जबकि कंटेनर उच्च गति से घूमता है। इसके बाद, सुखाने की प्रक्रिया पहली तकनीक के समान है। यह एप्लिकेशन DWI “टू-पीस” कंटेनरों के लिए विशिष्ट है।
साथ ही “थ्री-पीस” कंटेनरों के निकायों के साइड सीम के क्षेत्र को कवर करने के लिए स्प्रे पेंटिंग का एक समान तरीका लागू किया जा सकता है। उक्त क्षेत्र को वेल्ड करना संभव बनाने के लिए वार्निश के लिए आरक्षित किया गया है और बाद में छिड़काव और बाद में सुखाने के द्वारा आवेदन का सहारा लेते हुए इसे संरक्षित करना आवश्यक है। यह प्रक्रिया लंबे समय से लागू थी, लेकिन आज इसे एक अन्य पाउडर कोटिंग एप्लिकेशन सिस्टम द्वारा विस्थापित कर दिया गया है।
ये पाउडर वार्निश थर्माप्लास्टिक या थर्मोसेटिंग प्रकार के होते हैं, इन्हें संरक्षित करने के लिए सतह पर एक इलेक्ट्रोस्टैटिक डिपोजिशन तकनीक द्वारा लगाया जाता है और बाद में उनके संलयन का कारण बनने के लिए गर्मी के अधीन किया जाता है। उनके पास वातावरण में सॉल्वैंट्स के उत्सर्जन को कम करने का लाभ है क्योंकि उनमें से 100% ठोस हैं।
वार्निश पैरामीटर
नियंत्रित करने के लिए सबसे महत्वपूर्ण निम्नलिखित हैं:
तरल वार्निश :
- चिपचिपा पदार्थ
- निश्चित वजन
- राल प्रकार
- विलायक
- असाइनमेंट या माइग्रेशन का प्रमाण
सूखा लागू वार्निश :
- फिल्म लोड या वजन
- इलाज नियंत्रण
- अनुपालन
- सरंध्रता
- आटोक्लेव प्रतिरोध
- खरोंच प्रतिरोध
- सल्फर प्रतिरोध।
इन परीक्षणों का विवरण इस कार्य को अत्यधिक लंबा बना देगा। चूंकि वे धातु के कंटेनरों के लिए सभी वार्निशों के लिए आम हैं और एक तरह से उन पर एक अलग अध्याय का प्रतिनिधित्व करते हैं, उन्हें एक अलग विषय में माना जाएगा।













0 Comments