
सारांश
यह कार्य गैर-गोल तलों को उनके डाई-कटिंग के साथ-साथ कर्ल करने की संभावना का वर्णन करता है। इसके लिए, उनके निर्माण के लिए पारंपरिक डाई के डिजाइन में किए जाने वाले आवश्यक संशोधनों का विवरण दिया गया है।
परिचय
आयताकार या अंडाकार तली पर शुरू किए गए कर्ल को निष्पादित करने के दो क्लासिक तरीके हैं। सबसे आम बात यह है कि केवल दो सबसे लंबे पक्षों पर भी ऐसा ही किया जाता है, आकार के तल के लिए कर्लिंग आयरन की दो डिस्क के बीच से नीचे को गुजारा जाता है। एक और अधिक जटिल कार्य विभिन्न प्रणालियों (टैम्पोन टूल, कर्लिंग हेड, आदि) का उपयोग करके पूरे समोच्च को कर्ल करना है। दोनों हमेशा मरने के बाद के ऑपरेशन होते हैं।
आयताकार या अंडाकार तलों की परिधि के चारों ओर अच्छी गुणवत्ता वाला कर्ल प्राप्त करना आसान नहीं है। सबसे ऊपर, आयताकार पृष्ठभूमि के मामले में, यदि कोनों की त्रिज्या छोटी है। कर्ल में झुर्रियाँ बनने की स्पष्ट प्रवृत्ति होती है, जो इन क्षेत्रों में खराब गुणवत्ता का समापन उत्पन्न करती है।
ये झुर्रियाँ और सिलवटें उस संपीड़न तनाव का परिणाम हैं जो तल के बाहरी आयाम कम होने पर उत्पन्न होता है। कोनों की त्रिज्या या टिनप्लेट की मोटाई जितनी छोटी होगी, समस्याएँ उतनी ही अधिक होंगी।
हम जिस डाई डिज़ाइन का वर्णन करते हैं, उसके साथ, एक ही ऑपरेशन में सामग्री को काटा जाता है, कवर को आकार दिया जाता है और फिर पूरे परिधि के चारों ओर एक कोणीय कर्ल बनाया जाता है।
डाई के गठन और कर्लिंग का विवरण
यह कर्ल को आकार देने, डाई-कटिंग के बाद पृष्ठभूमि के बाहरी आयामों को बढ़ाने के सिद्धांत पर आधारित है। इस प्रकार, कर्ल के क्षेत्र पर प्रयास संपीड़न नहीं हैं – जैसा कि ऊपर वर्णित मामलों में हुआ – जिसके साथ झुर्रियों की उपस्थिति समाप्त हो जाती है।
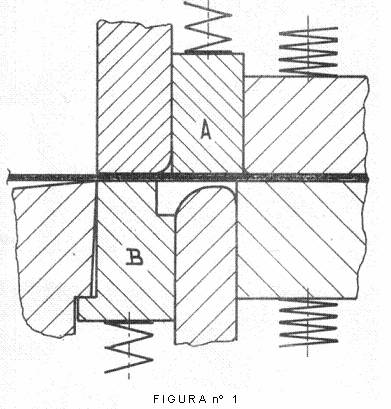
निचले अनुक्रम के चित्र 1 से 4 एक ही ऑपरेशन में इस डाई को बनाने और समेटने के संचालन सिद्धांत को दर्शाते हैं। उपकरण के कुछ हिस्सों में पारंपरिक के संबंध में विशेष विशेषताएं होती हैं, जैसे:
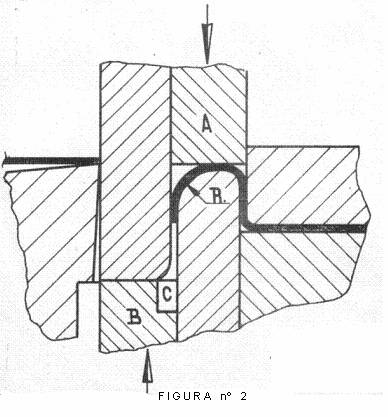
– डाई सेंटर के बाहरी आयाम छोटे हैं और सामान्य से बड़ा त्रिज्या – 2 मिमी – है। (चित्र 2 में त्रिज्या आर)
– इजेक्टर रिंग ए – या पुशर – लोचदार भार के तहत कार्य करता है (चित्रा संख्या 1)
– पंच और मैट्रिक्स के अंदरूनी हिस्से भी स्प्रिंग्स से भरे हुए हैं (चित्र संख्या 1)।
– इस्त्री रिंग बी के अंदरूनी किनारे पर एक विशेष नाली सी होती है (चित्र संख्या 2)
उपकरण के कार्य क्रम, जो चित्र 1 से 4 में दर्शाए गए हैं, निम्नलिखित हैं:
ए.- चित्र संख्या 1: कट.- काटने के समय सभी “सक्रिय” टुकड़े – शीट धातु के संपर्क में – एक ही स्तर पर होते हैं। डाई का डिज़ाइन ऐसा होना चाहिए कि वह इस आधार को पूरा करे।
बी.- चित्र संख्या 2: पंच ने अपना करियर समाप्त कर लिया है और निचले मृत केंद्र पर है। पृष्ठभूमि पहले से ही डाई-कट है। एक लोचदार दबाव प्रणाली के बल इजेक्टर रिंग ए पर कार्य कर रहे हैं। मैट्रिक्स केंद्र की त्रिज्या R पर एक प्रीकर्ल बन गया है।
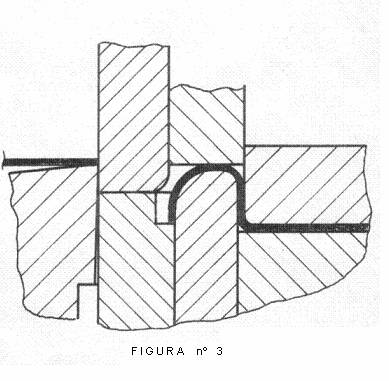
सी.- चित्र संख्या 3: मुक्का उठने लगता है। इस्त्री रिंग बी के खांचे सी का निचला भाग, निचले सीम के निचले किनारे के संपर्क में आता है। इस प्रकार कर्ल का निर्माण शुरू होता है, जो इस्त्री रिंग पर कार्य करने वाली रिंग की दबाव प्रणाली की क्रिया से उत्पन्न होता है।
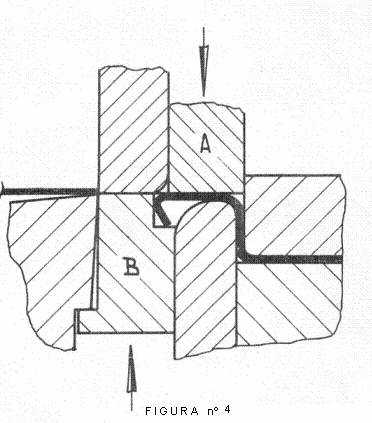
डी.- चित्र संख्या 4: प्रीरिजो की त्रिज्या कम हो गई है जबकि इसके बाहरी आयाम बढ़ रहे हैं, जिससे सामग्री बाहर की ओर मजबूर हो रही है। इजेक्टर रिंग ए को पंच के समान स्तर पर रखा गया है, जिससे कर्ल का निर्माण पूरा हो गया है।
तैयार तल को पारंपरिक तरीके से छिद्रित किया जाता है और स्ट्रोक के शीर्ष मृत केंद्र पर बाहर निकाला जाता है।
इस तरह हमारे पास कर्लिंग सिस्टम का सहारा लिए बिना गोंद लगाने के लिए पृष्ठभूमि तैयार है। गमिंग आमतौर पर उपयोग की जाने वाली किसी भी प्रणाली द्वारा की जा सकती है: टैम्पोन, शॉवर…। टूलींग को कर्ल के चैनल की वास्तविक चौड़ाई के अनुरूप ढालने की सावधानी के साथ।
यह प्रणाली, पहले से वर्णित फायदों के अलावा, एक और महत्वपूर्ण लाभ प्रस्तुत करती है: प्रेस के बाहर निकलने पर धन की बेहतर स्टैकेबिलिटी, क्योंकि यह उन्हें एक-दूसरे में फिट होने से रोकती है, जो पारंपरिक उपकरणों के साथ बहुत आम है।
 कैन से अपने बालों को कर्ल करना: नवीनतम टिक टोक सनक जो काम करती है
कैन से अपने बालों को कर्ल करना: नवीनतम टिक टोक सनक जो काम करती है
 छल्लों के लिए उपकरण – पेंट कंटेनर
छल्लों के लिए उपकरण – पेंट कंटेनर
 आयताकार पीठ के लिए “यू” में पंक्ति
आयताकार पीठ के लिए “यू” में पंक्ति
 ढक्कन और पृष्ठभूमि की पैकेजिंग
ढक्कन और पृष्ठभूमि की पैकेजिंग
 गम पर पृष्ठभूमि के घुंघराले
गम पर पृष्ठभूमि के घुंघराले
 आसानी से खुलने वाले ढक्कन की निर्माण प्रक्रिया
आसानी से खुलने वाले ढक्कन की निर्माण प्रक्रिया
 डाईज़ में कवर का नियंत्रण
डाईज़ में कवर का नियंत्रण
 शीर्ष पर कर्ल
शीर्ष पर कर्ल
 डबल सीलिंग पर बॉटम या कवर के विंग का प्रभाव
डबल सीलिंग पर बॉटम या कवर के विंग का प्रभाव




0 Comments