
RÉSUMÉ
Ce dispositif est un équipement automatique qui permet d’aligner les pièces découpées, dans leur position correcte, sur le convoyeur de sortie de la presse, et de les empiler ensuite.
INTRODUCTION
L’extrémité supérieure ou couvercle des piles – les piles électriques sèches – est l’élément qui entoure le pôle positif des piles. Ils sont si petits et si légers que lorsqu’ils tombent sur le convoyeur de sortie de la presse, ils peuvent être soit à l’envers, soit à l’endroit. Il est donc difficile de les disposer et de les aligner tous dans la même position pour un empilage correct.
Le présent travail décrit un équipement développé pour effectuer automatiquement cette tâche de manière efficace, ce qui entraîne une réduction significative de la main-d’œuvre. Dorénavant, nous appellerons ce dispositif « aligneur ».
DESCRIPTION DE LA FONCTION DE L’ALIGNEUR
Voir la figure n° 1 pour suivre le processus de travail.
Figure 1
a.- L’équipement d’alignement est installé derrière le convoyeur de sortie de la presse. La liaison entre ce convoyeur et l’aligneur se fait au moyen d’un canal de séparation de deux rangées.
b.- La presse utilisée pour ce type de travail est une presse automatique à simple effet, équipée d’un outil multiple – avec 5 poinçons – à une cadence de 150 coups/mi.
c.- Les couvercles découpés des piles tombent de la presse sans ordre sur un convoyeur.
d.- Afin de garantir que les faces externes du convoyeur soient toujours vers le haut sur ce dernier, de l’air sous pression est soufflé à travers des buses, comme le montre la partie centrale de la figure nº 1. Sur la photo suivante – figure nº 2 – vous pouvez voir cet assemblage.
Figure 2
e.- Les pièces, une fois orientées et alignées dans une certaine direction sur le convoyeur, peuvent être inspectées par un système de contrôle de vision. Elle peut rejeter les défectueux.
f.- Les couvercles sont passés par un double canal de séparation, qui les distribue sur deux rangées, les déposant sur un double convoyeur magnétique en élévation.
g.- Les éléments arrivent à une paire d’empileurs, situés à l’extrémité du double convoyeur magnétique. Une poulie magnétique permanente est montée sous chaque empileur. Il prend les pièces dans l’empileur et les déplace vers une goulotte de sortie.
h.- Pour garantir qu’une quantité prédéterminée d’éléments soit stockée dans chaque empileur, la poulie magnétique est contrôlée par un embrayage-frein électromagnétique, qui agit lorsque le capteur de proximité – compteur – placé sur l’empileur détecte la quantité prévue. Dans la figure n° 3, qui représente une vue générale de l’aligneur, vous pouvez voir les éléments indiqués ici.
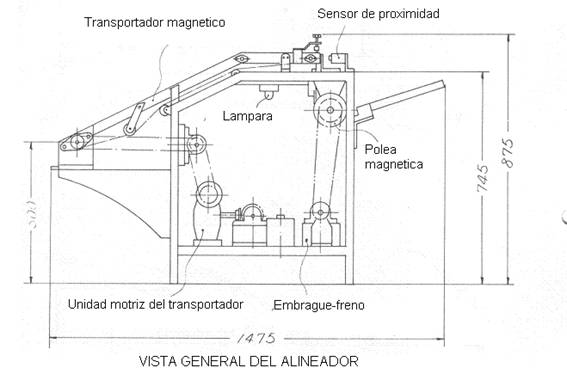
Figure 3
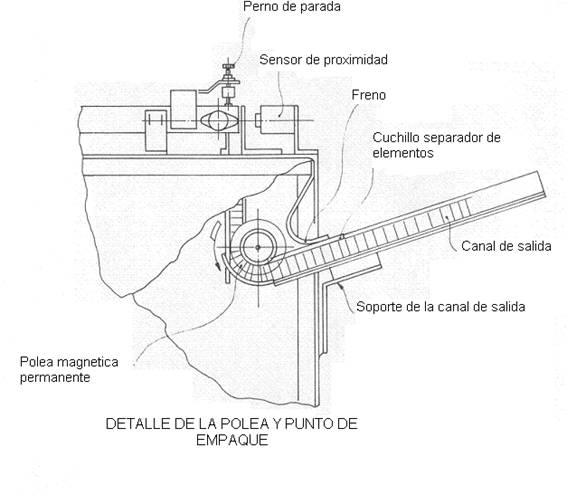
i.- A la sortie de la poulie magnétique, un frein retient les pièces par friction, de sorte qu’elles restent groupées. Ensuite, une lame de séparation est placée, qui agit également avec le capteur et sépare la quantité de pièces comptées.
j.- Les tronçons des couvercles comptés, lorsqu’ils atteignent le canal de sortie, sont « enfilés » par le trou central, à l’aide d’une tige et introduits dans des boîtes en carton.
Voir le détail des points h, i et j dans la figure nº 4.
ALIGNER LA CONSTRUCTION
L’aligneur est constitué de deux rangées égales d’appareils, travaillant en parallèle, capables de trier, d’aligner, de compter et de préparer l’emballage des bouchons de piles. Chacune des rangées fonctionne à une vitesse de 375 parties/mi, c’est-à-dire à une vitesse totale de 750 parties/mi.
Comme le montre la description du fonctionnement, cette unité est constituée d’une série d’éléments assemblés, qui sont énumérés ci-dessous :
– Buses de soufflage d’air, situées sur le convoyeur de sortie de la presse. Sa fonction est d’arranger la position des couvercles, en tournant ceux qui sont inversés. Ces buses sont un élément indépendant de l’aligneur lui-même.
– Convoyeur magnétique en élévation, qui transporte et élève les pièces.
– Décharge couplée à l’extrémité du convoyeur.
– Un capteur de proximité qui active un compteur, situé sur la décharge.
– Un gerbeur de stockage
– Une poulie magnétique
– Un canal de sortie de la poulie magnétique, muni d’un frein de pièces et d’une lame de séparation.
– Un point d’emballage
– Armoire électrique.
Les images suivantes, figures 5 et 6, montrent deux vues de l’équipement
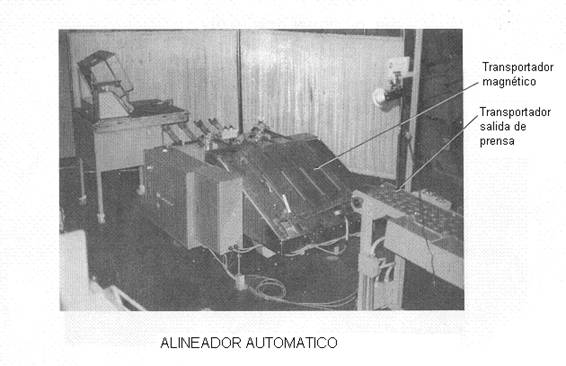
Figure 6
En outre, un système de contrôle de la qualité par vision peut être monté sur le convoyeur indépendamment de ce dispositif.
SPÉCIFICATIONS
A.- Taille des couvertures : Voir figure nº 7.
B.- Capacité : Max. 750 pcs/mi.
C.- Puissance : 0,75 Kw.
Espace d’installation : Largeur = 850 X Longueur = 1.475 X Hauteur = 875 mm.
Poids 210 Kg.
Économie de main-d’œuvre : 2 personnes/équipe
 acheter une machine à coudre semi-automatique
acheter une machine à coudre semi-automatique
 MOURIR POUR DES RAISONS DE FOND
MOURIR POUR DES RAISONS DE FOND
 CAPUCHONS À VISSER – FORMATION DE BOUCLES ET D’ONGLES
CAPUCHONS À VISSER – FORMATION DE BOUCLES ET D’ONGLES
 BOUCHON DÉVISSABLE
BOUCHON DÉVISSABLE
 LIGNE POUR LES EMBALLAGES « FIESTA
LIGNE POUR LES EMBALLAGES « FIESTA
 L’EMBALLAGE SUR DES LIGNES DE CONDITIONNEMENT DE PETITES SAUCISSES
L’EMBALLAGE SUR DES LIGNES DE CONDITIONNEMENT DE PETITES SAUCISSES
 LIGNE EN FORME DE U POUR LES FONDS RECTANGULAIRES
LIGNE EN FORME DE U POUR LES FONDS RECTANGULAIRES
 PROCÉDÉ DE FABRICATION D’UN COUVERCLE À OUVERTURE FACILE
PROCÉDÉ DE FABRICATION D’UN COUVERCLE À OUVERTURE FACILE
 L’INFLUENCE DE LA BRIDE INFÉRIEURE OU DU COUVERCLE SUR LE DOUBLE JOINT
L’INFLUENCE DE LA BRIDE INFÉRIEURE OU DU COUVERCLE SUR LE DOUBLE JOINT



0 Comments