
Mode et moyens de contrôle de la qualité du bouclage des dômes des bombes aérosols sur lesquels la valve est montée.
PREAMBULE
Les aérosols sont équipés d’une valve de dosage du produit, qui est fixée sur le dessus du bouchon métallique ou du dôme du récipient. L’assemblage de cette valve est effectué par le remplisseur, et donc le fabricant du récipient, le fabricant de la valve et le remplisseur sont impliqués dans sa bonne exécution. Les deux premiers dans la fourniture de composants appropriés, et le troisième dans leur bon assemblage.
Il est particulièrement important que l’orifice où est logée la vanne soit correctement dimensionné et dans des tolérances très précises. Cet orifice est normalisé dans le monde entier à une valeur de 25. 4 mm ( 1″). Elle est surmontée d’une boucle sur laquelle est clippée la valve. Voir figure nº 1
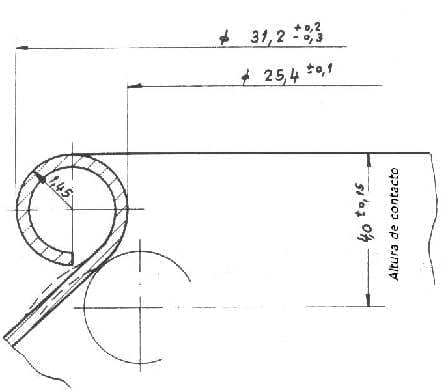
Figure n°1 : Boucle pour le boîtier de la vanne
Le fabricant du récipient doit mettre en place un système de contrôle de la qualité pour garantir que cette boucle est conforme aux spécifications. Cette opération utilise un matériau qui constitue un cas particulier dans le contrôle de la qualité des conteneurs métalliques. Nous allons définir et décrire les jauges nécessaires pour mettre en œuvre le contrôle de la qualité de la boucle. Le reste des mesures du dôme sont les mêmes que s’il s’agissait d’un couvercle normal et nous n’entrerons donc pas dans leur considération. En outre, cette question a déjà été abordée sur ce site web dans le cadre des travaux :
– Contrôle dimensionnel de l’arrière-plan
Les mesures à contrôler sur la boucle du dôme sont :
– Diamètre extérieur de l’éponge
– Diamètres intérieurs des boucles
– Épaisseur de la boucle
– Hauteur de contact des soupapes.
Les tolérances indiquées dans le dessin 1 sont celles qui figurent dans la norme FEA 201, mais en pratique elles sont quelque peu excessives et devraient être réduites à 31,15 + 0,10 et 24,5 + 0,05.
1º.- DIAMÈTRE EXTÉRIEUR DE LA BOUCLE DE LA VALVE
La première chose à vérifier est le diamètre extérieur de l’éponge. Elle est réalisée au moyen d’une jauge « passe-fail » de type anneau. Elle est illustrée dans la figure 2.
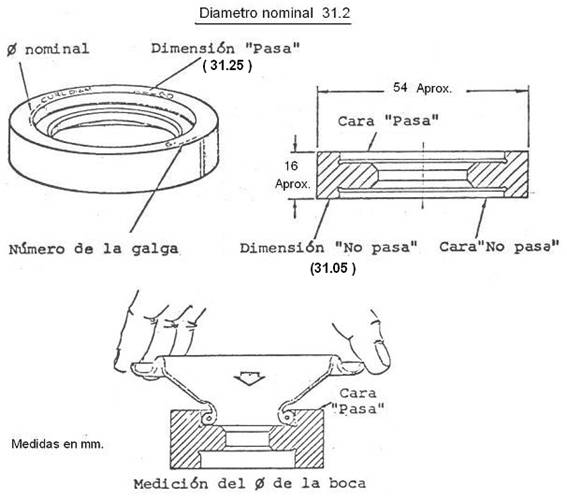
Figure n°2 : Jauge « Pass-fail » pour le diamètre extérieur du tissu éponge
Il suffit de placer le cône du côté « passe » et de vérifier qu’il s’adapte bien, puis du côté « non passe » et de voir qu’il ne s’adapte pas. Si c’est le cas, la pièce est bonne, sinon elle est défectueuse. L’action peut être vue dans la figure 2.
2º.-DIAMÈTRE INTÉRIEUR
Avec la mesure précédente, le diamètre intérieur de la bouche des cônes d’aérosol peut être vérifié. Un calibre spécial de type comparateur à lecture directe est utilisé à cet effet. La figure 3 illustre la jauge et son accessoire. Comme vous pouvez le voir, il s’agit d’une sonde qui est insérée dans la bouche du cône, formée par des segments qui se dilatent lorsque l’on appuie sur la gâchette. L’accessoire est une bague de réglage et de mise à zéro, son diamètre intérieur doit être exactement la valeur nominale de la bouche du cône.
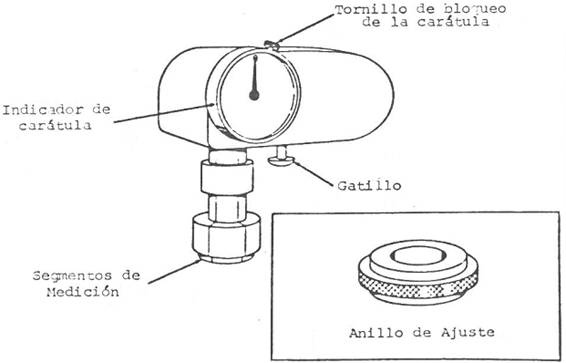
Figure n°3 : Jauge à bouche conique
Pour l’adapter, procédez comme suit :
– Étape 1 : Tout en maintenant la gâchette enfoncée, placez les segments de mesure à l’intérieur de la bague de réglage et relâchez la gâchette.
– Étape 2 : Faites tourner le cadran en position zéro et bloquez-le avec la vis de blocage. Voir figure nº 4

Figure n°4 : Réglage de la jauge d’ouverture du cône
Pour mesurer la bouche du cône, avec la gâchette enfoncée, placez les segments de mesure à l’intérieur de la bouche et relâchez la gâchette. La lecture différentielle par rapport à la lecture nominale apparaîtra sur le cadran. Voir figure nº 5
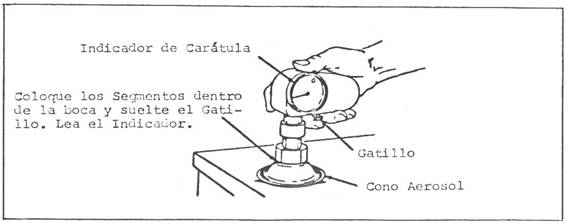
Figure n°5 : Mesure de la bouche d’un cône avec une jauge d’épaisseur
Pour une bonne utilisation de la jauge, toutes ses parties doivent toujours être maintenues très propres.
On peut trouver dans le commerce des jauges similaires à celle qui est présentée. Un exemple est présenté dans la photo n°6.

Figure nº 6 : Jauge commerciale valide pour le diamètre intérieur du tissu éponge
Un autre système simple et économique pour vérifier le diamètre intérieur, bien qu’avec la limitation de ne pas donner une lecture directe, est l’utilisation d’une jauge de type « go – no go », telle que celle illustrée sur le dessin n° 7.
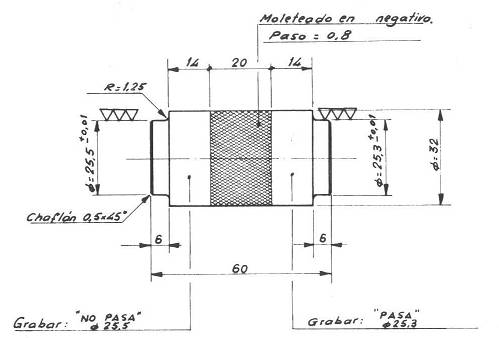
Figure n°7 : Jauge de passage pour le diamètre intérieur
Les valeurs de cette jauge sont données pour répondre à la norme FEA 201
3º.- L’ÉPAISSEUR DE LA BOUCLE
Pour ces données, une jauge est utilisée pour déterminer la qualité dimensionnelle de l’épaisseur du sertissage sur les cônes. Mesurez cette épaisseur à un angle de 20º par rapport à l’axe de symétrie du conteneur.
Il s’agit d’une jauge de type micrométrique avec une course minimale de 10 mm. La figure n° 8 illustre la jauge avec ses différentes parties. Il peut être préparé à partir d’un micromètre auquel on ajoute un bouchon pour positionner l’axe du micromètre à 20º par rapport à la verticale et un anneau de préhension.
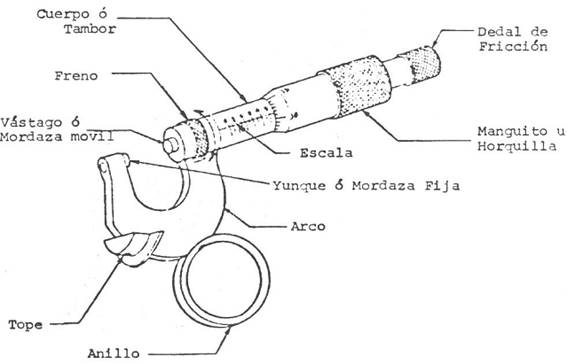
Figure n° 8 : Micromètre spécial pour l’épaisseur de l’éponge
Le mode de fonctionnement est le suivant :
Étape 1 : Le frein étant en position « arrêt », réglez le micromètre de manière à ce que la lecture de l’échelle indique une ouverture d’environ 5 mm. Voir figure n° 9.
Étape 2 : Insérez la jauge dans l’ouverture recourbée du récipient comme indiqué à l’étape 2 du dessin n° 9.
Étape 3 : Placez l’index de la main droite sur la bague et exercez une légère pression vers le bas pour insérer la jauge.
Étape 4 : Tenez le micromètre et le récipient fermement dans la main gauche de manière à ce que le haut du micromètre repose sur le haut et le côté de la boucle.
Étape 5 : Fermez le micromètre en tournant la cosse à friction jusqu’à ce que la tige touche la boucle. Notez la lecture sur la feuille de sténographie appropriée.
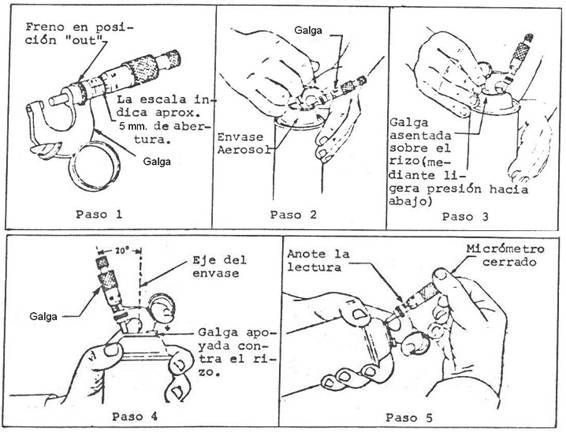
Figure n°9 : Les différentes étapes du processus de mesure de l’épaisseur d’une éponge
La jauge doit être périodiquement ajustée à zéro, en suivant la procédure habituelle pour cette opération sur un micromètre.
Une autre alternative de test, basée sur une jauge de type « go-no-go », peut être installée. Il est plus simple à utiliser, mais ne peut être utilisé que pour une épaisseur de pile spécifique, alors que le précédent est valable pour n’importe quelle épaisseur.
La figure 10 montre cette jauge et la façon de l’utiliser. Il mesure l’épaisseur avec une inclinaison de 30º. Il suffit de vérifier que la boucle est introduite sans difficulté par la fente « through » et n’entre pas par la fente « not through ».
La valeur nominale pour la mesure de l’épaisseur du sertissage est de 2,90 mm. de diamètre. Une plage normale de tolérances est de + 0,15 mm. Cependant, certains dessins en éponge sont de forme légèrement ovale, avec leur axe principal vertical.
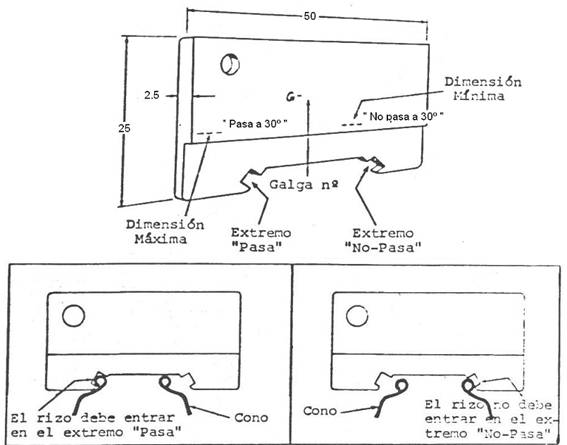
Figure n°10 : Pass – Jauge de défaillance pour l’épaisseur du tissu éponge
Ce type de jauges doit être fabriqué en matériau inoxydable.
Le bon entretien de toutes les jauges ci-dessus exige qu’elles soient toujours propres et exemptes de particules étrangères. Pour un usage peu fréquent, appliquez périodiquement un léger film d’huile pour machine.
4º.- HAUTEUR DE CONTACT
La fonction principale de l’orifice du dôme est de loger la valve qui fournit le matériau contenu. Il est donc important de vérifier que le point, ou plutôt la circonférence, sur lequel la valve est serrée est correctement positionné en hauteur. Les outils appropriés à cette fin sont les jauges Boxal de type I et II.
Boxal de type I: il est spécialement conçu pour la mesure de la hauteur de sertissage, qui est la même que celle utilisée pour la détermination de la profondeur de sertissage de la valve.
Boxal type II: Utilisé pour vérifier la qualité de l’éponge en tant que mesure absolue et, si nécessaire, pour déterminer la valeur de la hauteur de l’éponge.
L’idée de base des jauges Boxal est d’effectuer une mesure fonctionnelle et pratique, qui reflète de manière précise les conditions du chinchado. Si les dimensions du stylet de la jauge Boxal et le contour d’emboutissage réel sont identiques, la profondeur d’emboutissage peut être déterminée avec la jauge Boxal (type I). La précision de la mesure est basée sur la comparaison préalable de la jauge au moyen d’une bague de calibrage standardisée et dépend également de la précision de fabrication de la jauge.
Le principe de fonctionnement de la méthode est illustré à la figure 11.
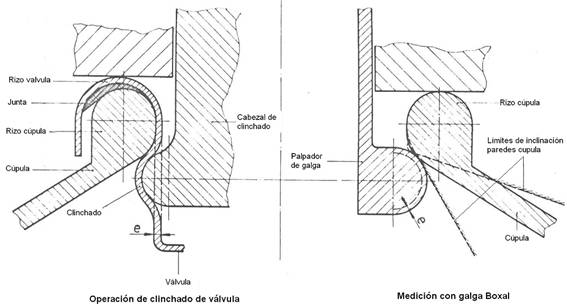
Figure n°11 : Fonctionnement de la jauge Boxal
Il s’agit de comparer la hauteur de serrage réelle avec la hauteur de serrage nominale et de vérifier qu’elles correspondent. Sur cette figure, la partie gauche montre l’opération de clinchage d’une valve d’épaisseur « e » sur la buse d’un aérosol – dans ce cas de fabrication de monobloc en aluminium -. Sur le côté droit se trouve la mesure précédente de cette même bouche au point d’accrochage, la jauge d’épaisseur a été agrandie avec l’épaisseur « e » pour simuler les mêmes conditions dans les deux cas. . Les variations de lecture indiqueront l’erreur dans l’opération de sertissage, en tenant compte de l’épaisseur du joint et du métal de la valve.
Mesure avec la jauge Boxal de type I :
La jauge doit d’abord être calibrée en l’ajustant au moyen de la bague de calibrage comme indiqué sur la figure 12, côté gauche. Cette bague permet de régler la jauge pour une hauteur de contact théorique en fonction de la spécification ou de la norme utilisée. Dans notre cas, 4 + 0,15, comme indiqué dans la figure n°1.
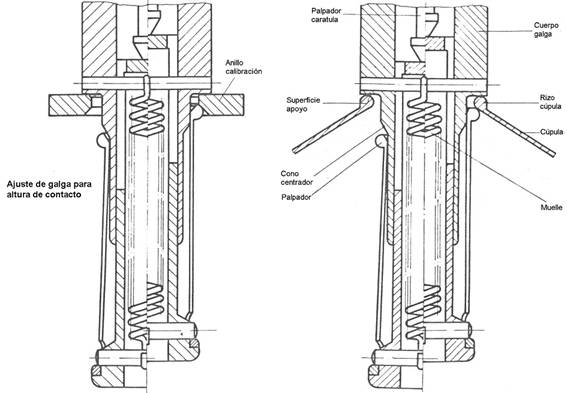
Figure n°12 : Adaptation et utilisation de la jauge Boxal de type I
Une fois la bague de calibrage insérée, le cadran de la jauge est réglé sur 4,00 mm. La mesure sur le récipient se fait de la même manière, voir la figure 11 sur le côté droit. Pour ce faire, appuyez sur le bouton de la jauge, placez-le à l’intérieur de la bouche de 25,4 mm (1″) et relâchez lentement le bouton. Cette mesure est répétée trois fois, en tournant le récipient d’environ 40° à chaque fois. La plus petite mesure est considérée comme la valeur de la profondeur d’enfoncement.
Mesure avec la jauge Boxal de type II :
A gauche de l’illustration n°13, on voit une élévation de cette jauge montée sur la bouche d’un bidon d’aérosol. Le plan en montre une partie dans la zone où les mesures sont prises. La principale utilisation de cette jauge est de vérifier l’uniformité du sertissage sur sa circonférence dans la zone de sertissage.
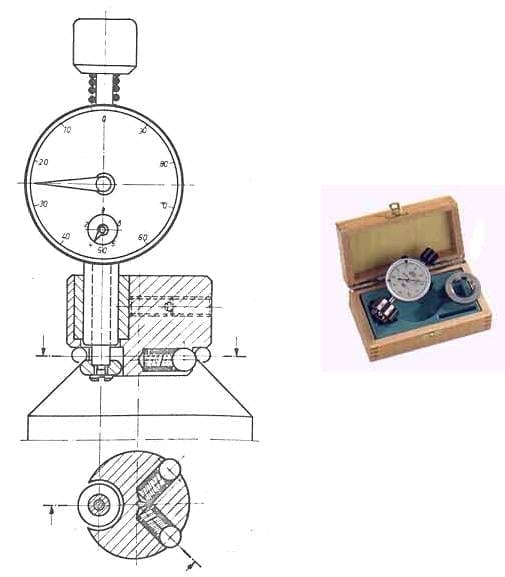
Figure nº 13 : Calibre de type II
Cette mesure est effectuée, comme pour la jauge de type I, en appuyant sur le bouton de la jauge et en insérant la jauge dans l’ouverture de 1″ (25,4 mm) du conteneur par un mouvement de rotation. La non-uniformité qui apparaît dans les relevés ne doit jamais dépasser une valeur limite préalablement fixée, qui dépend du type de sceau appliqué.
Trois mesures sont prises avec la jauge et le conteneur doit être tourné de 120º par rapport à la jauge pour chaque mesure.
Le calcul de la hauteur de contact (CH) – à laquelle le clinchage est effectué – doit être calculé au moyen de la formule :
CH = (Hmax. + Hmin)/2 + ½ | 25,4 – (Dmax + Dmin)/2|
Dans lequel :
Hmax. La valeur la plus élevée des mesures effectuées sur le tissu éponge en question, avec un calibre de type II.
Hmin. La valeur la plus basse des mesures effectuées sur le tissu éponge en question, avec un calibre de type II.
Dmax. = Diamètre intérieur maximum.
Dmin. = Diamètre intérieur minimum.
À gauche de la figure 12 se trouve une jauge Boxal de type II disponible dans le commerce, avec sa bague de réglage dans son boîtier.
Avantages des jauges Boxal en termes d’application :
L’utilisation de ces jauges et la méthode proposée présentent les avantages suivants par rapport à l’utilisation d’autres systèmes de mesure.
1º – Le contact avec la hauteur de courbure du dôme permet de déterminer la profondeur de sertissage de la valve en tenant compte d’autres facteurs tels que l’épaisseur du matériau et l’épaisseur du joint.
2º.- Les connaissances et le soin nécessaires à l’utilisation de ces jauges sont minimes.
3º – Les variations possibles de la forme de la boucle du dôme (diamètre intérieur, rayon intérieur et angle d’épaulement) et de la précision du rayon de l’outil de sertissage ont très peu d’influence sur la précision de la mesure de la hauteur de la boucle.
 L’ARPAL lance une campagne pour promouvoir le recyclage des aérosols dans les salons de coiffure
L’ARPAL lance une campagne pour promouvoir le recyclage des aérosols dans les salons de coiffure
 RELATION ENTRE LA RUGOSITÉ DE SURFACE ET LA QUALITÉ DU REVÊTEMENT
RELATION ENTRE LA RUGOSITÉ DE SURFACE ET LA QUALITÉ DU REVÊTEMENT
 contrôle de la qualité dans la fabrication des récipients métalliques
contrôle de la qualité dans la fabrication des récipients métalliques
 Dispositifs de mesure et de contrôle pour les conteneurs d’aérosols
Dispositifs de mesure et de contrôle pour les conteneurs d’aérosols
 LES TÂCHES DE CONTRÔLE DE LA QUALITÉ SUR UNE LIGNE À TROIS ÉLÉMENTS
LES TÂCHES DE CONTRÔLE DE LA QUALITÉ SUR UNE LIGNE À TROIS ÉLÉMENTS
 LE CONTRÔLE DE LA QUALITÉ DES MATÉRIAUX LITHOGRAPHIQUES
LE CONTRÔLE DE LA QUALITÉ DES MATÉRIAUX LITHOGRAPHIQUES
 CONTRÔLE DE QUALITÉ SUR LES LIGNES DE REFENDAGE DE BOBINES
CONTRÔLE DE QUALITÉ SUR LES LIGNES DE REFENDAGE DE BOBINES
 PARAMÈTRES DE CONTRÔLE DE LA QUALITÉ PAR VARIABLES
PARAMÈTRES DE CONTRÔLE DE LA QUALITÉ PAR VARIABLES
 DIMENSIONS DES DÔMES D’AÉROSOLS DENTELÉS
DIMENSIONS DES DÔMES D’AÉROSOLS DENTELÉS



0 commentaires