
Se desarrolla la manera de preparar una “ficha de producto”, que permita disponer a pie de línea, de la información adecuada para la fabricación correcta de un envase del tipo embutido, de baja altura.
INTRODUCCIÓN
Ya hemos tratado con anterioridad los motivos por los cuales es muy interesante disponer de una “ficha de producto”, por tanto no volveremos a repetirlos, sobre los mismos pueden consultar el trabajo:
– Ficha técnica de producto: Envases tres piezas
Desde el punto de vista de Producción, a pie de maquina se necesita un material simple, pero con una información lo mas completa posible del producto que se en ese momento se está fabricando. Para cubrir esta necesidad la Oficina Técnica prepara la “Ficha de Producto”, en ella se facilitan los datos necesarios para que en cada fase u operación se disponga de la información precisa para realizarla adecuadamente.
Por ejemplo en el caso de la fabricación de un envase tipo embutido de baja altura, en la misma se reflejará los datos de la materia prima de la que se parte, y las medidas a obtener del envase. En ciertos casos, estas medias tendrán una tolerancia más estrecha a respetar en el momento de reglar la maquina. Durante la producción en serie, se puede admitir un rango mayor de tolerancia en la misma cota.
Un criterio importante a respetar en la preparación de la “Ficha de Producto”, es que las cotas o valores que en ella aparecen, y que han de ser vigilados durante la producción por los operadores de línea, o previamente por los mecánicos preparadores, sean fáciles de determinar, sin necesidad de emplear equipos complejos que requieran una cierta dedicación ni mucho tiempo, ya que los operadores no suelen disponer de ello.
Entraremos en detalle en la definición de una “Ficha de producto”. Para ello utilizaremos un caso concreto.
FICHA DE PRODUCTO DE UN ENVASE EMBUTIDO
El ejemplo que vamos a desarrollar será el de un envase muy típico en la conserva de pescado: RO 170, es decir tiene una capacidad de 170 c.c. siendo su diámetro de cuerpo 83 mm y la altura de 37.5 mm. El valor 83 del diámetro es nominal, ya que realmente se aproxima a 83.7 mm.
En el dibujo nº 1 se presenta una visión general de la “Ficha de Producto” de este envase. Después entraremos en el detalle de cada uno de los apartados que la componen.. Por el momento quedémonos con su configuración general. En un solo documento se reflejan los datos básicos, a tener en cuenta en cada uno de los pasos, que se van realizando a lo largo del proceso, como: corte de la hoja a partir de la bobina, corte en tiras, embutición y embalaje. En todos los casos se trata de valores a conseguir sobre los elementos obtenidos y por lo tanto, aunque están ligados directamente a las dimensiones de los utillajes, no tienen por que corresponderse exactamente con las mismas. No se contemplas datos más complejos de determinar, como carga de barnices, lubricación…tareas más propias del Departamento de Control de Calidad.
Hay ciertas medidas o valores que se reflejan doblemente, unas a usar durante el reglaje de la maquina, y otras que deben cumplirse en el transcurso de la fabricación. Las correspondientes al reglaje se marcan específicamente sobre el dibujo Las medidas que en cada paso se consideran criticas se señalan con un triangulo.
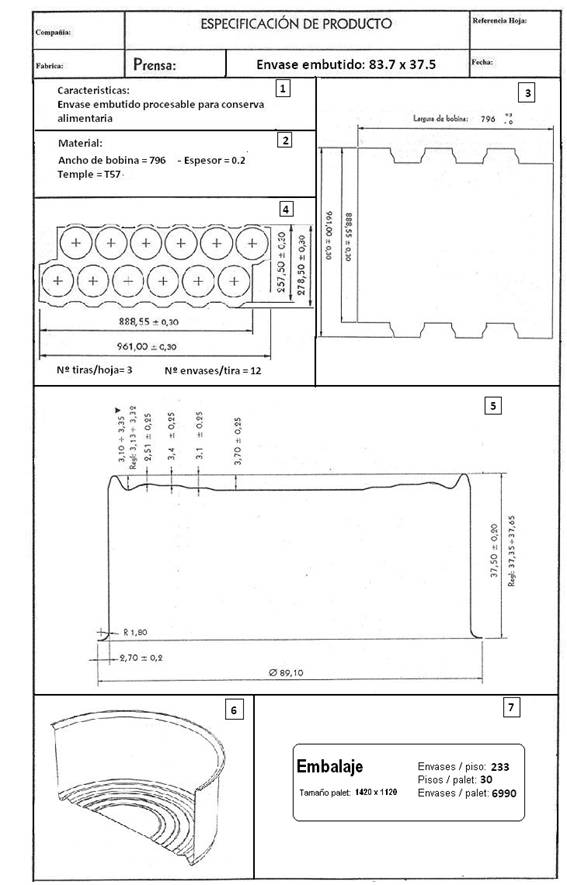
Figura nº: Ficha de producto del envase RO 170
Entremos ya en el detalle de cada una de las operaciones.
Las primeras casillas permiten reflejar datos identificativos como: Compañía, fábrica, nº referencia de la hoja, fecha…
La casilla marcada con 1, define el producto a fabricar y la 2 las características de la materia prima, es decir la bobina de metal laminado.
CORTE DE LA BOBINA DE METAL
La primera operación es cortar la bobina en hojas a las dimensiones adecuadas. En la ficha de ejemplo, la casilla correspondiente viene marcada con el numero 3. Para ajustar la línea de corte a las medidas adecuadas, en este apartado se debe indicar:
– Dimensiones y espesor de la hoja del material
– Tolerancias asumibles. Las del ancho de la hoja, coinciden con las de la bobina suministrada por la siderurgia.
Para hacer el seguimiento de la calidad de trabajo en una línea de corte de bobinas, recomendamos ver el artículo:
Control de calidad en líneas de corte de bobinas
CORTE DE LA HOJA
Los paquetes de hojas, una vez barnizados y/o litografiados, pasan a la línea de producción, donde la 1ª operación es cortar la hoja en tiras “scroladas” – en zig-zag -, siempre que la línea esté dotada de una cizalla tipo “scroll”. Puede que esta operación se realice aparte, o incluso en una cizalla circular en tiras rectas.
De cualquier manera se precisa conocer las características detalladas de la tira a obtener. En nuestro ejemplo se reflejan en la casilla nº 4. En la misma está dibujada la tira central, las de los extremos pueden tener un borde recto.
También puede ocurrir que la prensa trabaje con hoja entera, en este caso, esta operación no existe.
EMBUTICIÓN
Independientemente de si la prensa es multipunzón o de útil simple, se requiere conocer aquellas medidas sobre las que es posible actuar sobre el equipo. En el caso de un envase embutido, estas se reducen prácticamente a las alturas, tanto del envase como las de las diferentes molduras del perfil del fondo del mismo, el resto de ellas están determinadas por el útil, y no es tarea de la sección de Producción actuar sobre el mismo.
Sobre el dibujo nº 5 de la ficha se anotan las diferentes alturas. A destacar que las cotas de altura total y de profundidad del perfil del fondo, presentan doble valor y tolerancia, correspondientes al dato de reglaje y de producción respectivamente.
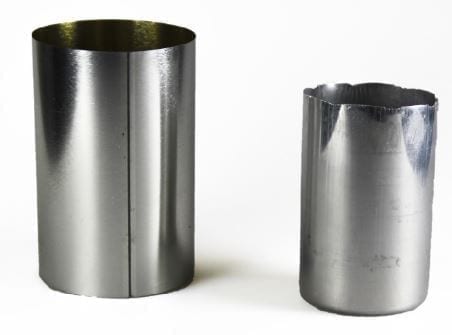
La cota de profundidad del perfil del fondo está marcada con un triangulo, indicación de que es una medida critica. En este caso porque el comportamiento del perfil del fondo durante el proceso está ligado a su nivel de relieve.
La operación de recorte del material sobrante, que define el diámetro exterior de la pestaña del envase y el valor de ella misma, puede ser una operación posterior e independiente, ubicada en otra prensa, o efectuarse en la misma operación de embutición sí el útil de embutir es de doble efecto. En el ejemplo hemos considerado que se trata del segundo caso y sus datos aparecen incorporados en el dibujo de la operación de embutición.
COMPLEMENTOS
Puede completarse la ficha de producto, con un dibujo del envase a obtener, ver casilla 6 y con datos de su embalaje, ver casilla 7.
Incluso se puede incluir otros datos como: valor del corte del troquel de embutición, lubricación a emplear (tipo y carga), etc.
 RELACIÓN DE ALTURAS EN LA FABRICACIÓN DE ENVASES AEROSOLES
RELACIÓN DE ALTURAS EN LA FABRICACIÓN DE ENVASES AEROSOLES
 TROQUELES PARA ENVASES EMBUTIDOS
TROQUELES PARA ENVASES EMBUTIDOS
 EMPAQUE EN PEQUEÑAS LÍNEAS DE ENVASES EMBUTIDOS
EMPAQUE EN PEQUEÑAS LÍNEAS DE ENVASES EMBUTIDOS
 FICHA TÉCNICA DE PRODUCTO: ENVASES «TRES PIEZAS»
FICHA TÉCNICA DE PRODUCTO: ENVASES «TRES PIEZAS»
 ESPECIFICACIÓN DE HOJALATA PARA CUERPOS DE ENVASES “3 PIEZAS”
ESPECIFICACIÓN DE HOJALATA PARA CUERPOS DE ENVASES “3 PIEZAS”
 JUNQUILLOS PARA ENVASES EMBUTIDOS
JUNQUILLOS PARA ENVASES EMBUTIDOS
 ENVASES DOS PIEZAS DWI
ENVASES DOS PIEZAS DWI
 COMPARACIÓN ENTRE ENVASES 2 Y 3 PIEZAS
COMPARACIÓN ENTRE ENVASES 2 Y 3 PIEZAS
 FICHA TÉCNICA DE PRODUCTO: TAPAS
FICHA TÉCNICA DE PRODUCTO: TAPAS




0 Comments