
Es sabido, que una buena parte la efectividad de un cierre viene dada por el compuesto o goma aplicada en el canal de rebordeado de la tapa. Es, por tanto, necesario un buen control del proceso de engomado, para evitar que se produzcan fugas o fallos en los cierres durante la utilización de las tapas.
El peso de la goma aplicada es un factor de suma importancia, ya que afecta tanto a la calidad del cierre, como al costo de engomado, que, si bien no puede considerarse relevante frente al costo final de la tapa, si lo es al considerar el consumo anual de la goma por una empresa, para una gran producción de cientos o miles de millones de tapas anuales.
El peso, es un control que se hace gravimétricamente, por diferencia de pesada No vamos a entrar en este tema, ya que todos los fabricantes de goma dan sus recomendaciones y debemos de considerar, además, tanto la calidad de los cierres como la de nuestros clientes. Como referencia, nuestro artículo sobre el cálculo de los volúmenes de goma a aplicar según el tipo de cierre.
Debemos insistir en que no se debe confundir volumen con peso aplicado. El peso es el volumen por la densidad del compuesto seco, y así debemos de calcularlo.
El otro aspecto importante de la aplicación de la goma es su distribución perimetral en todo el canal. Para un correcto engomado de las tapas redondas, se considera que una tapa debe dar al menos dos vueltas completas durante la aplicación de la goma. Como seguridad, se habla siempre de dos vueltas de engomado y “un poco más” que, dependiendo de los diámetros, puede ser de unos 5 a 10 mm de solapado entre el final y principio de engomado. Este aspecto debe ser controlado, con el fin de ajustar correctamente el proceso de engomado.
El método de llevar a cabo este control es también gravimétrico, pero en vez de ser realizado en la totalidad como para el peso de goma aplicado, lo haremos por octantes, es decir por tramos de engomado de 45° (octantes de junta). En el caso de tapas de diámetro grande (153 o superior) podríamos incluso el plantearnos emplear 16 tramos, es decir, tramos de 22,5°.
Las secciones de junta se deben pesar con balanzas analíticas que tengan una precisión de al menos 0,01 mg, aunque puede ser suficiente una precisión de 0,1 mg para poder identificar correctamente posibles fallos de engomado.
 El ala de la tapa que quiere examinarse debe abrirse totalmente, aplanando el rebordeado externo, con el fin de poder revisar el engomado y localizar visualmente la zona de solapado. En algunos casos, puede ser necesario el uso de una lupa para encontrarlo. Normalmente pueden emplearse unos alicates planos o un accesorio especial que facilita esta operación.
El ala de la tapa que quiere examinarse debe abrirse totalmente, aplanando el rebordeado externo, con el fin de poder revisar el engomado y localizar visualmente la zona de solapado. En algunos casos, puede ser necesario el uso de una lupa para encontrarlo. Normalmente pueden emplearse unos alicates planos o un accesorio especial que facilita esta operación.
Colocamos la tapa sobre un papel en el que hemos dibujado un círculo ligeramente mayor que el diámetro de la tapa con el rebordeado abierto. Este círculo debe tener dibujados 8 radios separados 45° que forman los 8 octantes. Centramos la tapa en el círculo, y se marcan líneas en la goma sellada coincidiendo con las líneas de cada uno de los octantes. Utilizamos una cuchilla o un cúter para hacer cortes en la junta, siguiendo las marcas dibujadas anteriormente.
Pesamos el fondo con la precisión indicada, y con cuidado, vamos retirando cada uno de los octantes, empleando una espátula de madera o de plástico para no dañar el barniz o el estaño. Tras eliminar cada octante, vamos de nuevo pesando la tapa, hasta eliminar toda la goma. El último peso, será el de la tapa sin goma, y servirá para calcular el peso total de goma aplicado.
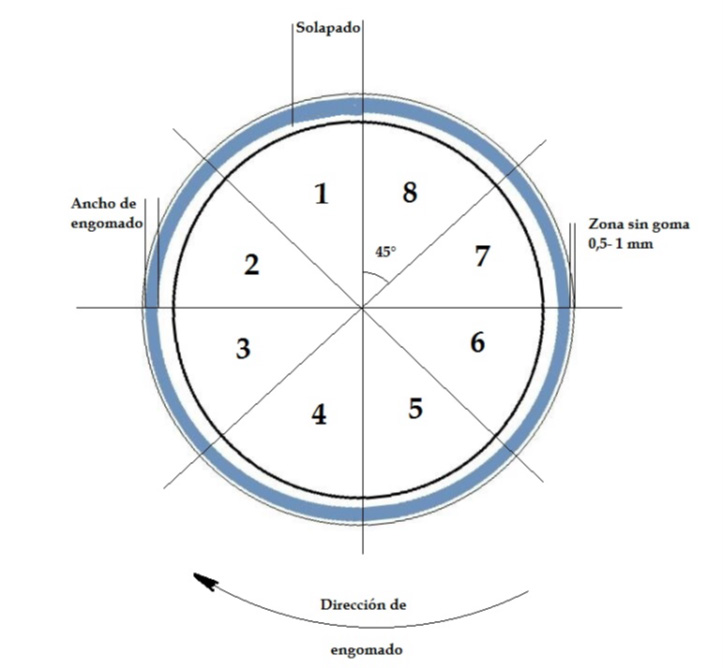 Cada uno de los octantes, se codifican secuencialmente del 1 al 8, conteniendo el 1 el inicio de engomado y la parte del solapamiento, como se muestra en el siguiente esquema.
Cada uno de los octantes, se codifican secuencialmente del 1 al 8, conteniendo el 1 el inicio de engomado y la parte del solapamiento, como se muestra en el siguiente esquema.
El octante número 2 será el siguiente al solapado, siguiendo el sentido contrario a las agujas del reloj. El octante 8 no debe contener solapado de la goma.
No debe haber diferencias entre octantes de más de 0,5 mg a excepción del octante de solape, que en ningún caso debe ser superior al 50% de la media de resto de los octantes. La suma de todos los octantes debe coincidir con la diferencia de pesada de la tapa antes de comenzar el proceso y el último peso de la tapa, una vez retirada toda la goma, lo que nos servirá para comprobar que el proceso se ha realizado correctamente.
 ESTUDIO DE PRECIOS DE GOMA APLICADA
ESTUDIO DE PRECIOS DE GOMA APLICADA
 ESTUDIO teórico del RENDIMIENTO de gomaS
ESTUDIO teórico del RENDIMIENTO de gomaS
 Cálculo teórico del volumen de goma necesaria para el cierre de un envase metálico
Cálculo teórico del volumen de goma necesaria para el cierre de un envase metálico
 control de calidad en la fabricacion de los envases metalicos
control de calidad en la fabricacion de los envases metalicos
 MATRIRUIZ
MATRIRUIZ
 PLATOS DE COMPRESIÓN PARA CERRADORAS DE LATAS/ENVASES METÁLICOS
PLATOS DE COMPRESIÓN PARA CERRADORAS DE LATAS/ENVASES METÁLICOS
 ENGOMADO DE FONDOS REDONDOS POR INYECCIÓN
ENGOMADO DE FONDOS REDONDOS POR INYECCIÓN



