
EINLEITUNG
TFS ist ein Material, das normalerweise für die Herstellung von Deckeln, Böden und tiefgezogenen Behältern verwendet wird. Aufgrund seiner Beschaffenheit ist es ein empfindlicheres Produkt als Weißblech, so dass an den Produktionsanlagen eine Reihe von Vorsichtsmaßnahmen getroffen werden müssen.
Wir werden versuchen, eine Reihe von Regeln festzulegen, die bei richtiger Anwendung die Endergebnisse bei der Verwendung dieses Materials verbessern.
1º.- ALLGEMEINE REGELN
Wann immer Sie den TFS verwenden müssen:
ALLE GLEITFLÄCHEN DER MESSER AN DEN MASCHINEN, FÖRDERERN, WERKZEUGEN … MÜSSEN VORHANDEN SEIN:
A. – Von jeglichem Metallstaub säubern.
Diese Vorsichtsmaßnahme ist umso wichtiger, wenn sie zuvor mit Aluminium verwendet wurden, da der Staub, den das Aluminium hinterlässt, sehr abrasiv ist und höchstwahrscheinlich Kratzer auf dem TFS verursachen wird.
B.- GEPRÜFT unter dem Gesichtspunkt des Gleitens und Polierens
Alle Grate, Kerben, Unebenheiten usw… müssen durch Schleifen und Polieren entfernt werden, da sonst Kratzer entstehen, die in Zukunft größer werden, da sich die C.C.O.-Schicht (Chrom-Cromat-Oxyde) auf diesen Kerben oder auf deren Graten bildet.
Es wird notwendig sein, einen Teflonstreifen auf bestimmten Oberflächen der TFS-Platten anzubringen, um das Gleiten zu erleichtern und Kratzer auf dem TFS zu vermeiden.
2º.- ZU PRÜFENDE TEILE DES PRODUKTIONSMATERIALS FÜR DIE HERSTELLUNG VON TFS-BÖDEN
1º.- AUSRÜSTUNG
A.- Allgemeine Geräte
Die allgemeinen Regeln für die Reinigung von Gleitflächen, die oben beschrieben wurden, sollten auf Geräte angewendet werden, die bei der Herstellung von Böden und gefüllten Behältern verwendet werden, wie z. B.:
– Coil-Schneidanlagen
– Lackier-, Lithographie- oder Paraffinbeschichtungsanlagen
– Scroll-Maschinen zum Schneiden von Zickzack-Blechen oder andere Schermaschinen
– Pressen und ihre Curling-Maschinen
– Gummiermaschinen
– Stapel- und Zuführvorrichtung
– Schaufeltragvorrichtungen an Förderern und Maschinen
– Magnetische Geräte
– Abstandshalter und Puffer
Die Rauheit und der Verschleiß, die sich an den Gleitflächen der aufgeführten Geräte bilden, müssen sein:
– Regelmäßig überwacht
– Entfernt durch Schleifen und Polieren
– Nach dem Entfernen ist die Oberfläche „spiegelpoliert“.
B.- Handhabung und Transport
Im Folgenden geben wir eine Reihe von Faktoren an, die überprüft werden müssen, da sie das Aussehen von Böden und Behältern, die mit TFS hergestellt wurden, beeinflussen können.
- 1.- Zeit, die zwischen dem Auspacken der TFS-Spulen und dem Schneiden der Spulen vergeht
- 2.- Abmessungen der Palettenkufen im Vergleich zu den Abmessungen der Platten.
- 3. die Verwendung von Schutzfolien auf Verpackungen
- 4.- Gabelstapler-Manöver
- 5.- Übertragungsrate vom Schnittpaketspeicher zur Lackierstrecke
- 6.- Alter der lackierten Streifen oder Blätter
- 7.- Umreifungsmethode und Palettenschutz.
- 8.- Betrieb der Palettenrückführung
- 9.- Verwendung von Zwischenlagenkartons in der Verpackung
- 10.- Stapeln von Paletten in verschiedenen Höhen
- 11.- Methode der Zuführung der Bänder und deren Positionierung im Magazin der automatischen Presse.
Die Untersuchung jedes dieser Faktoren sollte verstärkt werden, um ihren Einfluss auf die Risiken der Erzeugung von Kratzern zu kennen.
2º.- MASCHINEN
A – BANDSPALTANLAGE
Die folgenden Vorsichtsmaßnahmen sollten in Bezug auf die verschiedenen Teile dieses Geräts beachtet werden:
1º.- Sie müssen sauber und glatt sein.
2º.- Beseitigen Sie Kratzer und Grate.
3º.- Die rotierenden Teile müssen sich frei drehen.
4º.- Bringen Sie Teflon-Schutzbänder an.
Wir führen insbesondere die zu prüfenden Teile auf und erwähnen die Anzahl der zu treffenden Vorsichtsmaßnahmen
– Nivellierwalze : 1. und 2.
– Schlaufenrollen: 2. & 3.
– Einlauftischrollen: 2. und 3.
– Lochsucherplatte: 1. und 4.
– Schneidwalze: 1. und 2.
– Vorschubeinstellflansche: 1. und 2.
– Führungen und Flansche zum Verstellen des Auslauftisches: 1. und 2.
– Klassifizierungsabweichungen: 1, 2 und 4
– Diabolo-Rollen: 1.
Diese Liste von Punkten sollte in regelmäßigen Abständen überprüft werden.
B- LITHOGRAPHIE-ÖFEN
Dieses Gerät muss sorgfältig behandelt werden, damit es keine Schäden an den TFS-Lamellen verursacht. Die folgenden Überlegungen müssen berücksichtigt werden:
1.- Der vorhandene Staub im Ofen kann eine Ursache für die Verschlechterung des Lacks sein. Die Häufigkeit der periodischen Wartung muss streng sein, weil es nach der Fertigstellung der Mittel schwierig ist, den Ursprung einer Unvollkommenheit zu finden, da es eine Chance ist, den Fehler während des Prozesses zu entdecken.
2.- Das lackierte TFS-Material muss einer Inspektion unterzogen werden, um Defekte zu erkennen, die durch die Gitter oder Vibrationen der Klingen verursacht werden.
3.- Eine schlechte Einstellung der Flügelabzieher der Behälterkette kann die Ursache für einen Schaden beim Stapeln sein.
4.- Für Gleitflächen gelten die oben beschriebenen allgemeinen Regeln.
C.- PARAFFIN-MASCHINE
Speziell für diesen Gerätetyp sollten die folgenden Empfehlungen berücksichtigt werden:
1.- Obwohl diese Maschine unabhängig oder in einer Linie installiert werden kann, ist die regelmäßige Wartung der Applikationsrohre und Düsen ein wesentlicher Vorgang, um einen gleichmäßigen Auftrag des Paraffins zu erhalten.
2.- Beachten Sie die Dosierungsangaben in Milligramm pro Quadratmeter (mgr/m2) in der Anwendung auf beiden Seiten. In diesem Fall ist die Verwendung von Doppelsprühstäben zum Auftragen des Paraffins zwingend erforderlich.
3 – Kontrollieren Sie regelmäßig alle Gleitflächen unter Anwendung der oben beschriebenen allgemeinen Regeln.
D.- SCROLLEN
Die folgenden Bereiche müssen sehr sauber und glatt gehalten werden und alle Kratzer und Grate müssen entfernt werden:
– Blattstrom-Führungen
– Walzen oder Schleppleisten
Diese Elemente müssen periodisch überprüft werden
E.- PRESSE UND CURLINGMASCHINE
Die Punkte, auf die Sie achten sollten, sind:
– Zuführtisch mit seinen Fingerleisten und Druckkufen
– Kufen bremsen
– Stromversorgungsplatte
– Gurtschlitten
– Aufspannplatte
– Lockenstab-Führungen
Sie alle müssen den Regeln entsprechen und scharfe Kanten und starke Abnutzung vermeiden.
F.- ENGOMADORA
Besonders zu prüfende Teile:
– Fütterungstisch
– Fondsführungen
– Obere nachlaufende Anschläge
– Nachlaufende Anschläge unten
Sie müssen alle sauber und glatt sein. Die unteren Anschläge müssen sich frei und leichtgängig drehen lassen.
3º.-MÖBLIERUNG
Vorkehrungen, die an ihnen zu treffen sind:
A.- OBERFLÄCHENBEARBEITUNG
1.- Die Oberflächen der mit dem Metall in Berührung kommenden Teile des Werkzeugs müssen eine Politur von Ra = 0,1 Mikrometer aufweisen. Diese Empfehlung gilt sowohl für neue als auch für reparierte Teile und sollte auch dann umgesetzt werden, wenn die mechanische Betriebsanleitung der Anlage dies nicht vorsieht.
2.- Ein rationeller Einsatz von Materialien, Geräten und Verfahren gewährleistet eine geeignete Reparatur der Oberflächen des Werkzeugs.
3.- Das Zeichnen ist ein Vorgang, bei dem einige Bereiche des Materials wahrscheinlich nackt erscheinen und ihren Schutz verlieren. Die folgende Zeichnung zeigt die Teile des Werkzeugs, die eine hochwertige Oberflächengüte von 0,1 Mikron aufweisen müssen.
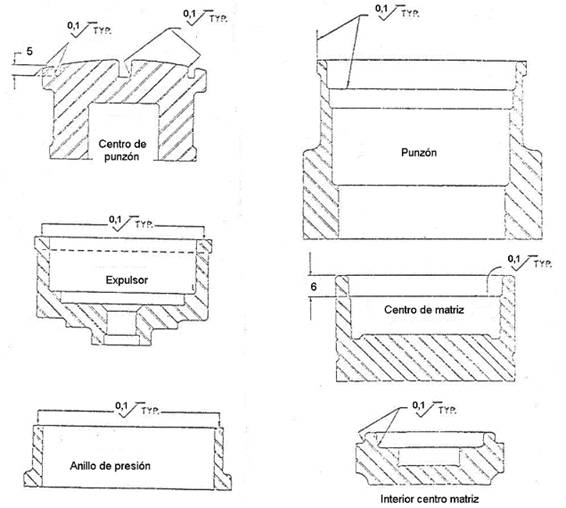
Es ist notwendig, mit einem Fadenzähler oder einer 10-fachen Lupe zu überprüfen, dass keines der Teile, die hier mit dem Polierzeichen gekennzeichnet sind, Kratzer oder sichtbare Spuren aufweist.
B.- TOLERANZEN
Die Fertigungstoleranzen der oben genannten Teile müssen um die Hälfte reduziert werden, verglichen mit denen, die normalerweise für ein Werkzeug zur Herstellung von Weißblechböden verwendet werden.
 MPMA setzt auf Metallverpackungen
MPMA setzt auf Metallverpackungen
 ALUMINIUMDOSEN: WAS SPAREN WIR, WENN WIR SIE RECYCELN?
ALUMINIUMDOSEN: WAS SPAREN WIR, WENN WIR SIE RECYCELN?
 SPANIEN BEFREIT EINIGE BEHÄLTER, DIE FÜR DIE BEFÖRDERUNG GEFÄHRLICHER GÜTER VERWENDET WERDEN, BIS 2025 VON DER KENNZEICHNUNGSPFLICHT
SPANIEN BEFREIT EINIGE BEHÄLTER, DIE FÜR DIE BEFÖRDERUNG GEFÄHRLICHER GÜTER VERWENDET WERDEN, BIS 2025 VON DER KENNZEICHNUNGSPFLICHT
 APEAL STARTET NEUE KAMPAGNE ZUR FÖRDERUNG DER VERWENDUNG VON STAHLVERPACKUNGEN BEI DEN VERBRAUCHERN
APEAL STARTET NEUE KAMPAGNE ZUR FÖRDERUNG DER VERWENDUNG VON STAHLVERPACKUNGEN BEI DEN VERBRAUCHERN
 TSCHECHISCHER BIG SHOCK GEWINNT DAS WETTRENNEN UM DIE VERWENDUNG VON ARDAGH METALLVERPACKUNGEN UND CTI CHROMIC-FARBEN IN SEINEN DOSEN
TSCHECHISCHER BIG SHOCK GEWINNT DAS WETTRENNEN UM DIE VERWENDUNG VON ARDAGH METALLVERPACKUNGEN UND CTI CHROMIC-FARBEN IN SEINEN DOSEN
 leere Konservendosen
leere Konservendosen
 Empfehlungen für die Verwendung von leicht zu öffnenden Dosen
Empfehlungen für die Verwendung von leicht zu öffnenden Dosen
 VERWENDUNG FÜR PLUGS Farbcontainer
VERWENDUNG FÜR PLUGS Farbcontainer
 VERWENDUNG VON UV-FARBEN
VERWENDUNG VON UV-FARBEN



0 Comments