
INTRODUCCIÓN
En la industria metalgrafica, es frecuente la compra o intercambio de componentes ya fabricados (fonos, tapas de fácil apertura, cúpulas de aerosol etc.). Esto puede ocurrir entre fabricantes de envases, al especializarse algunos de ellos en componentes, o entre metalgraficos y envasadores. Para estos casos, y también simplemente en el suministro normal de botes con su tapas sueltas a las industrias llenadoras, es bueno a veces montar un sistema de control de calidad de estos componentes ya fabricados.
Esta materia ya se trató en el trabajo ,
“Recepción de envases en una planta llenadora”
, publicado en la sección “Información Técnica” apartado “Control” de esta Web. Ahora, pretendemos profundizar un poco más, en el tema concreto de la vigilancia de la calidad dimensional de las tapas/fondos. Lo que aquí se describe, es incluso valido para montar directamente un control en el taller de fabricación de una metalgrafica.
No entraremos en la definición de defectos, plan de muestreo, niveles de calidad, etc., pues ya se trataron estos asuntos en el mencionado trabajo. Tampoco trataremos de los defectos visuales que pueden presentar los fondos, por la misma razón. Nos centraremos en los parámetros que pueden ser controlados a través de medidas concretas, facilitando los medios para hacer estas mediciones de forma lo mas simple posible.
En la actualidad existen medios de control muy sofisticados, que permiten medir las cotas principales de un fondo de manera prácticamente automática. Por el elevado costo de estos equipos, los mismos solo se justifican cuando el volumen de trabajo es grande. Esto hace que para pequeñas empresas no tenga mucho sentido su adquisición. Los procedimientos que aquí se explican, utilizan instrumentos simples y económicos y están pensados para este último tipo de sociedades.
PARÁMETROS A CONTROLAR
Desglosaremos cuales son las medidas básicas de un fondo que deben ser controladas. Para ello nos apoyaremos en la figura nº 1
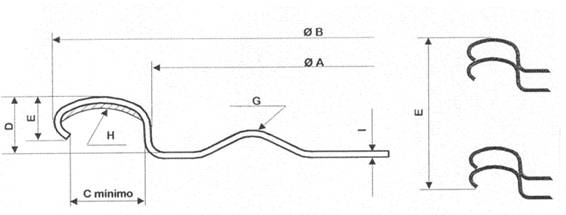
Figura nº 1
En el cuadro siguiente se resumen: a) las cotas a tomar – marcadas con la misma letra que en la figura -, b) el concepto que reflejan y c) la tolerancia normal aplicada en estas medidas. Para el espesor y temple de la hojalata, nos remitimos a las normas internacionales en vigor. El ancho de canal no tiene tolerancias, la galga de control marca su valor mínimo. El perfil del panel del fondo será el acordado entre las partes.
|
COTA |
CONCEPTO |
TOLERANCIAS |
| –
– A B C D E G – |
Espesor hojalata
Dureza hojalata Diámetro de cubeta Diámetro exterior Ancho mínimo de canal Profundidad de cubeta Nº de tapas en 2” (50.8 mm) Perfil del panel Peso de compuesto |
Según normas
“ “ +0.05 mm. +0.20 mm. – +0.15 mm. + 2 unidades – +18.5% |
Existen otros parámetros que se pueden medir, pero que no incluimos en este trabajo porque o son más complicados o se pueden seguir en artículos ya publicados en la Web, como por ejemplo:
– a.- Estañado de la hojalata. Ver:
“Determinación del recubrimiento de estaño en la hojalata”
– b.- Carga de barniz interior y exterior. Ver:
“Determinación del peso de película seca de barniz”
– c.- Radio de la pared de la cubeta. Aunque es importante que el mismo esté en medidas correctas, su verificación exacta requiere medios complejos. Si el troquel de fabricación de los fondos está bien mantenido, no debe presentar variaciones.
Consideremos pues que ya disponemos de un cuadro completo con los valores de los parámetros a controlar. Puede confeccionarse como el indicado mas arriba, añadiendo en la columna de tolerancias las cuantías de cada cota. Con él delante podemos empezar el control.
ESPESOR
Finalidad: Asegurar que el fondo tiene la resistencia mecánica adecuada.
Instrumento de medida: Micrómetro de puntas delgadas o semi-esféricas, preferentemente digital.
Método: Lectura directa
DUREZA
Finalidad: Asegurar que el fondo tiene la resistencia mecánica adecuada
Equipo de medida: Durómetro equipado con escalas Rockwell HR 15T y HR 30T.
Método: Ver manual del equipo en cada caso.
DIÁMETRO DE CUBETA “A”
Finalidad: Comprobar que el mandril encajará correctamente sobre el fondo durante el cierre.
Instrumento de medida: Calibre “pasa/no pasa”de diámetro de cubeta (ajuste de mandril) según dibujo figura nº 2:
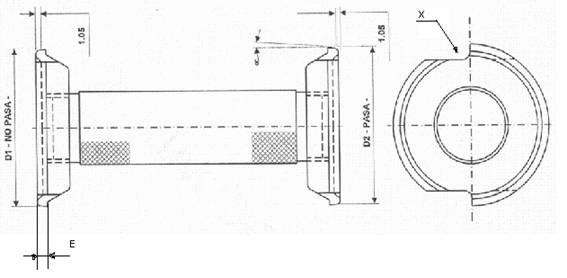
Figura nº 2
Este calibre consta de dos platos semejantes a dos mandriles, de distinto diámetro. Cada uno de ellos presenta dos rebajes opuestos “X”, que permiten comprobar si el mismo está bien posicionado sobre la base de la cubeta de la tapa. Para calcular sus medidas hay que partir de los valores del mandril de cierre correspondiente – ver figura nº 3 – y aplicar las siguientes formulas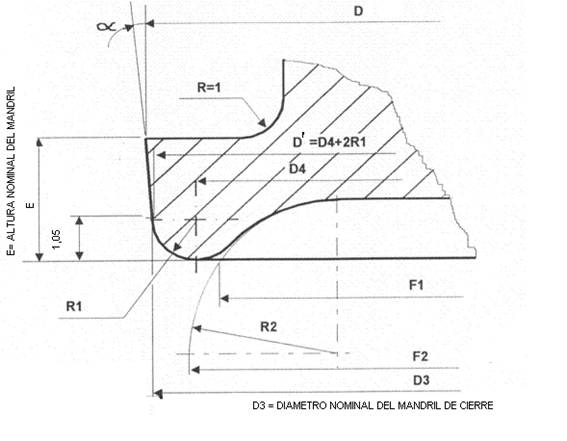
Figura nº 3
D1 (diámetro “no pasa”) = D3 (diámetro nominal del mandril) + 0.03 mm.
D2 (diámetro “pasa”) = D3 (diámetro nominal del mandril) – 0.12 mm.
+0.02
La tolerancia de los diámetros D1 y D2 es -0
El resto de medidas de los dos platos del calibre son las mismas que las del mandril. Incluso podría recuperarse algún mandril desgastado para preparar el plato “pasa”.
Método:
– Calibre “no pasa”: Verifica si la tapa es demasiado grande. Sobre una superficie plana y horizontal, presentar sobre la cubeta de la tapa, el calibre inclinado por la zona a 90º de los rebajes. Asentar, con una ligera presión, completamente el mismo sobre la cubeta, comprobando seguidamente – por el rebaje – que el radio del calibre está correctamente apoyado en el de la cubeta de la tapa. Levantar el mismo en posición vertical, si la tapa cae es muy grande.
– Calibre “pasa”: Determina si la tapa es demasiado pequeña. Posicionar el calibre de la misma manera que el caso anterior. Levantar el mismo en posición vertical, si la tapa cae es aceptable, si se eleva con el calibre es demasiado pequeña.
DIÁMETRO EXTERIOR “B”
Finalidad: Prevenir posibles problemas en la alimentación de los fondos. Si los mismos tienen el diámetro exterior fuera de medidas puede dar lugar a atranques en el alimentador, guías, estrellas, etc.
Instrumento de medida: Calibre “pasa/no pasa”de diámetro exterior del fondo. Ver figura nº 4:
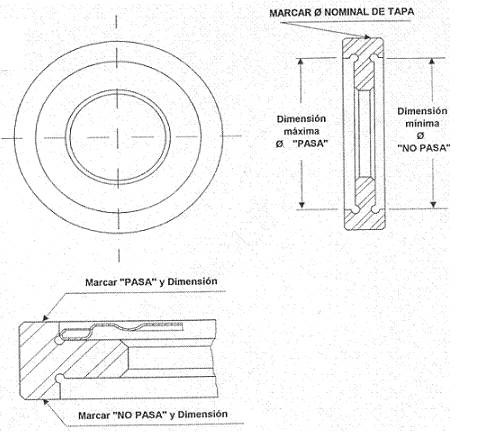
Figura nº 4
El mismo presenta dos alojamientos de diámetros ligeramente mayor y temor que el del exterior de la tapa. Las formulas para determinar su valor son:
+0.02
Diámetro máximo “pasa” = Diámetro exterior de tapa “B” + 0.21 / Tolerancia -0
+0
Diámetro mínimo“no pasa” = Diámetro exterior la tapa “B” -0.21/ Tolerancia -0.02
Método: Presentar los fondos invertidos en cada una de las dos caras “pasa”, “no pasa” del calibre. Los fondos no deben entrar en el alojamiento en el lado “no pasa”, pero si en el “pasa”.
Método alternativo: Medición directa por medio del pie de rey.
ANCHO MÍNIMO DE CANAL “C”
Finalidad: Asegurar que, durante la operación del cierre, la pestaña del cuerpo se aloja bien en el interior del ala de la tapa, sin interferir con el rizo de la misma
Instrumento de medida: Calibre de ancho mínimo de canal según figura nº 5
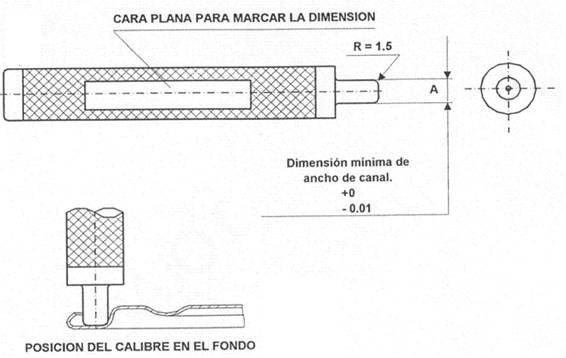
Figura nº 5
Método:
– Introducir el calibre verticalmente entre el rizo y la pared de la cubeta de la tapa, tal como se indica en la figura nº 5.
– El ancho de canal debe ser suficientemente grande para permitir al calibre que se mueva libremente por todo el perímetro del fondo.
Método alternativo: Medición directa por medio de pie de rey.
PROFUNDIDAD DE CUBETA “D”
Finalidad: Comprobar
a.- que el mandril de cierre penetrará adecuadamente en la tapa
b.- que la capacidad del envase será la prevista
Instrumento de medida: Obtener en el mercado o prepararse un calibre como se muestra en la figura nº 6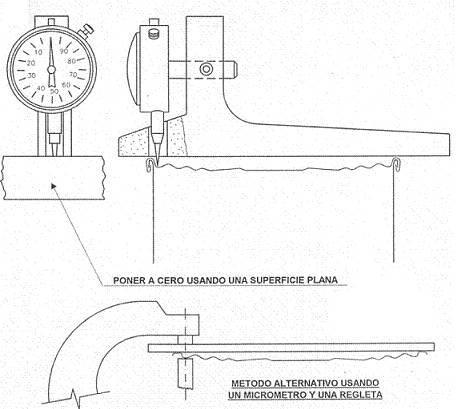
Método:
– Poner el reloj comparador a cero sobre una superficie plana
– Comprobar que cuando el calibre se retira de la superficie plana, el palpador tiene un recorrido que le permite alcanzar un valor superior al de la profundidad de cubeta que ha de medirse.
– Colocar la base o regla de apoyo del calibre, sobre el ala del fondo, procurando posicionarlo en sentido diametral y con el palpador en contacto con la base de la zona de la cubeta.
– Desplazar ligeramente el calibre, hasta encontrar el punto de máxima lectura en la carátula. En este punto tendremos la medida buscada.
El palpador debe ser de punta fina y lo suficientemente largo. Para que el fondo a medir presente una posición estable y firme, es aconsejable apoyarlo sobre un cuerpo pestañado del mismo diámetro.
Método alternativo: Medición con micrómetro y el auxilio de una regleta, según se indica en la figura nº 6. A la lectura habrá que descontarle el grosor de la regleta y el espesor de la hojalata.
NUMERO DE TAPAS EN 2 PULGADAS (50.8 mm) “E”
Finalidad: Determinar de forma indirecta que la altura de rizo de las tapas es la especificada. Con ello se asegura un desplazamiento sin incidencia de los fondos a través de la cerradora y un cierre correcto.
Instrumento de medida: Calibre de control de nº de tapas en 50.8 mm, según figura nº 7.
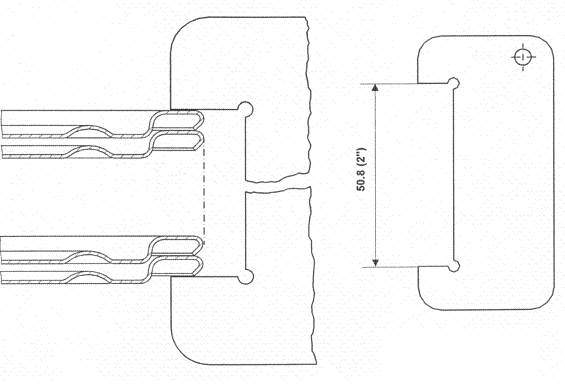
Figura nº 7
Método:
– Introducir el número suficiente de tapas para llenar, sin presión ni holgura, la ranura del calibre.
– Contar el nº de fondos que han cabido
Método alternativo: Fijar en un pie de rey la medida de 50.8 mm y usar él mismo como calibre.
PERFIL DEL PANEL DEL FONDO “G”
Finalidad: Asegurarse el comportamiento conveniente del fondo durante la utilización del envase.
Instrumento de medida: Visual
Método: Observación directa
PESO DE COMPUESTO
Finalidad: Verificar que el peso de compuesto contenido en el ala del fondo es el especificado. El compuesto desempeña la importante misión de asegurar la hermeticidad del cierre, por lo tanto es fundamental su presencia en la cantidad adecuada.
Equipo de medida: Balanza de laboratorio con precisión de mgrs.
Recipiente a prueba de calor
Fuente de calor
Termómetro (de 0 a 100 ºC)
Método:
– Principio: Diferencia de pesada de un fondo con y sin compuesto.
– Muestra: Cuatro fondos cogidos aleatoriamente.
– Reactivo: Solución al 50% de alcohol de 96º en agua.
– Secuencia:
– Numerar los fondos y pesarlos uno a uno.
– Sumergirlos en el reactivo durante unos 2 o 3 minutos, manteniendo el baño caliente, aprox. 90º C
– Frotar el compuesto hasta su desprendimiento, procurando no dañar el barniz interior.
– Para la eliminación total del compuesto, quizás sea necesario poner el ala plana, con la ayuda de unos alicates y repetir la operación.
– Volver a pesar los fondos, uno a uno.
– Determinar el peso de compuesto que tenia cada uno por diferencia
– Calcular la media aritmética de las cuatro lecturas
COMENTARIOS
Aunque en algunas pruebas se indica un método alternativo, por medición directa, es mejor emplear los calibres, por las siguientes ventajas:
– Tener un criterio constante y eliminar la posibilidad de error en la medida.
– Facilidad de ejecución. Formación muy simple del personal.
 CONTROL DIMENSIONAL DE ENVASES TIPO TRES PIEZAS
CONTROL DIMENSIONAL DE ENVASES TIPO TRES PIEZAS
 CONTROL DE CALIDAD RIZO VÁLVULA CÚPULAS AEROSOLES
CONTROL DE CALIDAD RIZO VÁLVULA CÚPULAS AEROSOLES
 EMBALAJE DE TAPAS Y FONDOS
EMBALAJE DE TAPAS Y FONDOS
 TROQUEL ESPECIAL PARA FONDOS CON RIZO INCORPORADO
TROQUEL ESPECIAL PARA FONDOS CON RIZO INCORPORADO
 EVOLUCIÓN DEL PERFIL DE FONDOS-TAPAS DE Ø99
EVOLUCIÓN DEL PERFIL DE FONDOS-TAPAS DE Ø99
 MUESCAS EN TAPAS-FONDOS PARA CIERRE AL VACÍO
MUESCAS EN TAPAS-FONDOS PARA CIERRE AL VACÍO
 PERFILES DE TAPAS/FONDOS PARA ENVASES REDONDOS
PERFILES DE TAPAS/FONDOS PARA ENVASES REDONDOS



Como pedir las pestañas y fondos de un tarro de 1/4. Gracias
NECESITO BARRA PARA EXTENDIDO DE RIZO EN TAPAS NEO