
Como conseguir un correcto engomado de una tapa
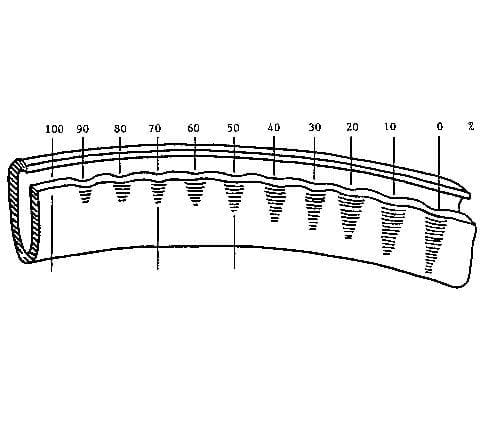
Para conseguir un correcto engomado de una tapa redonda, se considera necesario que la tapa dé al menos dos vueltas completas durante la aplicación de la goma, con un solapado de unos 5 a 10 mm entre el final y el principio del engomado, dependiendo de los diámetros. Este proceso debe ser controlado para ajustar correctamente el proceso de engomado.
Se puede realizar un control gravimétrico por octantes, es decir, por tramos de engomado de 45° (octantes de junta), para asegurar una distribución perimetral uniforme de la goma. En tapas de diámetro grande (153 o superior), se podría considerar dividir el control en 16 tramos de 22,5°.
Es importante pesar las secciones de junta con balanzas analíticas de alta precisión, con una precisión de al menos 0,01 mg, aunque 0,1 mg puede ser suficiente. Además, se debe abrir completamente el ala de la tapa, aplanando el rebordeado externo, para revisar visualmente la zona de solapado y el engomado.
En caso de que la velocidad de la engomadora lo permita, se puede engomar con más de dos vueltas (3 o 4 vueltas) con un solape de 1/8 de vuelta para lograr un reparto más homogéneo de la goma alrededor de la tapa.
 como puedo mejorar el doble cierre de las latas
como puedo mejorar el doble cierre de las latas
 como influye la dureza de la hojalata en el proceso de embutición
como influye la dureza de la hojalata en el proceso de embutición
 Cómo reducir las variaciones de la parte superior (topwall) de la lata
Cómo reducir las variaciones de la parte superior (topwall) de la lata
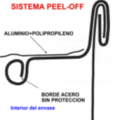 Cuales son las partes de una tapa peel off?
Cuales son las partes de una tapa peel off?
 cuáles son los pasos para la creación de una tapa de fácil apertura de hojalata?
cuáles son los pasos para la creación de una tapa de fácil apertura de hojalata?
 ¿Como eliminar arrugas en el doble cierre?
¿Como eliminar arrugas en el doble cierre?
¿Cuáles son las causas de la formación de venas en el gancho de la tapa?
La tapa fácil apertura sale abierta tras el proceso de autoclave, que puede ser?
 DISTRICUCIÓN PERIFÉRICA DE LA GOMA
DISTRICUCIÓN PERIFÉRICA DE LA GOMA
 ESTUDIO teórico del RENDIMIENTO de gomaS
ESTUDIO teórico del RENDIMIENTO de gomaS


