
– التسلسل الزمني
– أساسيات اللحام الكهربائي
1º. – التسلسل الزمني
بيت
في بداية الستينيات من القرن الماضي ، تم تطوير عمليتين مختلفتين من اللحام بدون إضافة سبيكة في وقت واحد تقريبًا ، لأغراض تجارية ، للانضمام إلى الحواف الجانبية لهيكل العلب “ثلاثية القطع”.
تعتمد عملية اللحام هذه على توفير المناطق المراد ربطها بكمية من الطاقة في وقت معين. تتحول هذه الطاقة إلى حرارة قادرة على صهر الأجزاء المعدنية المراد لحامها. تتم مساهمة الطاقة عن طريق التيار الكهربائي وتتم دراسة العملية غير المقيدة جيدًا بواسطة قوانين الفيزياء.
قدم كونتيننتال كان “كونويلد”. تم استخدام هذه التقنية ، في البداية ، لإنتاج علب المشروبات الفولاذية المطلية بالكروم (TFS). من أجل أداء اللحامات المرضية مع الآلات الأولى ، كان من الضروري ألا يكون سطح الفولاذ مطليًا بالكروم بعرض حوالي 2 مم. على كل جانب من الحواف التي شكلت التماس.
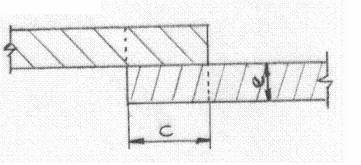
في نفس الوقت تقريبًا ، كانت شركة Soudronic AG السويسرية تقدم آلات خياطة اللحام الكهربائية شبه الأوتوماتيكية للصفيح المقصدري. تم استخدام آلات اللحام الأولى Soudronic في صناعة الحاويات المعدنية الكبيرة للمنتجات العامة. تتداخل اللحامات الجانبية بما يصل إلى 4.5 مم ، مما ينتج ما أصبح يعرف باسم لحام “الفراشة” (انظر الشكل أدناه). لم يكن لحام “Batterfly” هذا صالحًا في تغليف المواد الغذائية ، حيث وجد أن هناك صعوبات كبيرة في تلميع الحواف الواضحة للدرز. كان سمك هذا النوع من اللحام مرتفعًا جدًا بحيث لا يمكن تغطيته بطبقة من الورنيش ، بغض النظر عن ارتفاع حمولته.
ب) تطورات اللحام السدرونيك
بحلول منتصف الستينيات ، أدخلت Soudronic آلات أوتوماتيكية بالكامل لإنتاج أجسام العلب المتوسطة والكبيرة الحجم. في عام 1969 ، أدخلت الشركة آلات عالية السرعة لتصنيع عبوات الأيروسول ، وتنتج 200 وحدة في الدقيقة. ومع ذلك ، ربما كانت أهم مساهمة حدثت في عام 1975 ، مع “نظام لحام الهريس” (WIMA). تتضمن هذه التقنية استخدام سلك نحاسي ممدود ومكسر ، بحيث يتم زيادة سطح التلامس في منطقة اللحام ، مما ينتج عنه لحام أكثر صلابة وكافية ، مع رفرف بعرض 1 مم فقط (انظر الشكل 1). طورت Soudronic استخدام الأسلاك النحاسية ، كقطب كهربائي وسيط بين درز العلب وعجلات اللحام النحاسية ، لحل مشكلة تلوث سطح القطب ، وتأثيراته على جودة اللحام. نظرًا لعدم إعادة استخدام السلك ، لم يعد تلوث الأقطاب يمثل مشكلة. من ناحية أخرى ، فإن نفايات الأسلاك لها قيمة اقتصادية عالية. تم تثبيت البكرات بميل 2º ، لشطب حافة التماس قليلاً وبالتالي تقليل الخطوة وتسهيل إعادة تشكيل نفس الشيء.
يمكن لهذه التحسينات التي تم تمكينها للمصنعين إنتاج علب التماس الجانبية الخالية من السبائك للاستخدام لأول مرة في صناعة المواد الغذائية والتطبيقات الأخرى الصعبة.
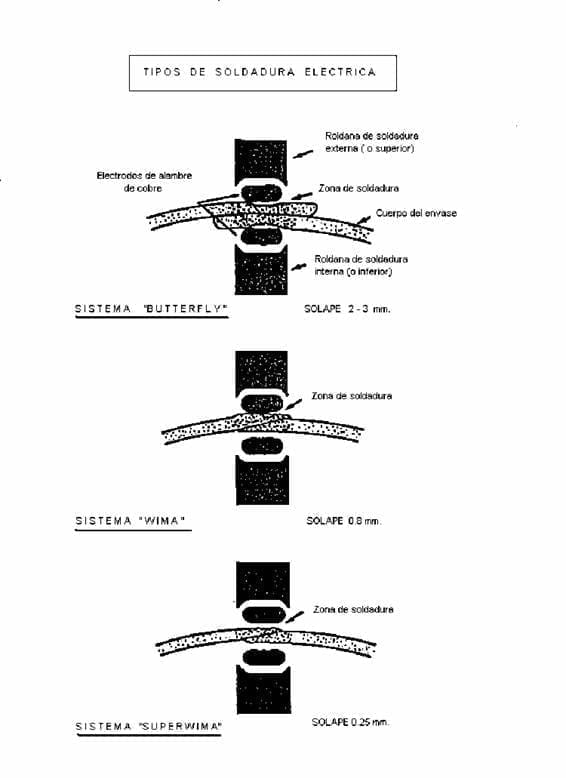
الشكل 1: أنواع مختلفة من اللحام الكهربائي الجانبي
في عام 1978 ، تم تقديم نظام اللحام SUPEWIMA. يتطلب هذا التطور لعملية اللحام تداخلًا يتراوح بين 0.15 و 0.3 مم فقط في خط اللحام الجانبي. يجب إضافة مزايا أخرى لهذا: تقليل منطقة اللحام المتأثرة بالحرارة ؛ تصلب أقل ، وتقليل سمك التماس (حوالي 1.2 × سمك اللوحة). إلى جانب زيادة الكفاءة في عملية اللحام ، كانت هناك تحسينات في السرعات التي يمكن أن تعمل بها الآلات ، حيث إنها قادرة على إنتاج أكثر من 500 عبوة في الدقيقة.
يشتمل النظام الأساسي لآلات تصنيع الجسم Soudronic على نظام تغذية جسم مسطح للآلة ونظام تمزيق جسم مسطح ووحدة لف ومحطة لحام. في الأخير هي الأذرع التي تدعم العجلات. تم دمج جميع أنظمة مجاري الهواء للوظائف المختلفة (الأسلاك النحاسية ، التبريد ، النيتروجين ، الورنيش …) في الجزء السفلي من الذراع. انظر الشكل 2. يمكن أن تحتوي الماكينة التي تنتج جسم القارب أيضًا على وحدة قطع للأجسام ذات الارتفاع المزدوج أو الثلاثي ، ونظام مدمج للحام في جو خامل لتجنب تكوين الصدأ ، ووحدة تلميع جانبية للتماس للداخل وخارج الجسم
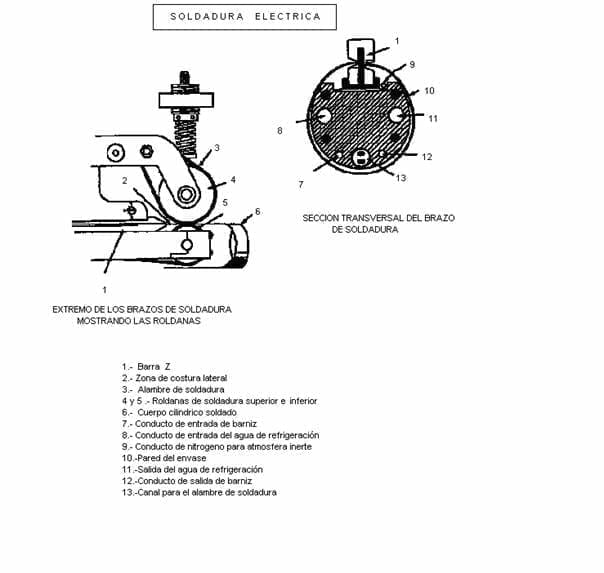
الشكل 2: تفاصيل نهايات الذراعين
بمجرد تشكيل جسم الحاوية ، يتم إدخاله ميكانيكيًا في محطة اللحام ، حيث يظل التداخل ثابتًا. التقنية التي تستخدمها اللحامات Soudronic هي ببساطة إجراء لحام التفريغ المستمر.
في عمليات WIMA و SUPERWIMA ، تتجاوز درجة حرارة الجسم 900 درجة مئوية لضمان التغلب الفعال على المرحلة الصلبة للمعدن في جميع أنحاء التماس. ومع ذلك ، يعد هذا أقل بكثير من درجات الحرارة التي تم الوصول إليها في النماذج السابقة.
يستخدم مدخل التيار المتردد الجيبي في نظام Soudronic. تنتج آلة 50 هرتز 100 صدمة (نقطة لحام) في الثانية ، وتنتج آلة 500 هرتز 1000 صدمة في نفس الوقت.
كما أشرنا من قبل ، فإن دمج وحدة القطع في آلة اللحام يسمح أيضًا بلحام الأجسام ذات الارتفاع المزدوج. علاوة على ذلك ، يمكن لهذا الدمج أن يزيد الإنتاج بترددات لحام أقل ، أو يجعل من الممكن تصنيع أجسام أقصر ، والتي لا يمكن للآلة التعامل معها بطريقة أخرى. إذا كان يجب تطويق الحاوية أو تحزيزها ، يتم اللحام في جو من الغاز الخامل ، حيث يجب أن تكون خالية من الأكسيد. سيكون تكوين فيلم أكسيد سلبيًا للغاية ، لأنه قد ينفجر في عملية لاحقة. يتم إجراء إعادة تلميع منطقة اللحام اللاحقة لأن العملية لا تسمح بتطبيق ورنيش الصفيحة المسطحة في منطقة اللحام ، لأنها ستعيق مرور التيار. يتم معالجة هذا الورنيش لاحقًا داخل خط التصنيع.
Soudronic هي شركة رائدة عالميًا في عملية اللحام الجانبي للحام الكهربائي ، حيث تعمل آلاف الوحدات المختلفة حول العالم.
2º. – أساسيات اللحام الكهربائي
1º. – مخطط أساسي لنقطة
يتم إنشاء بقعة اللحام عندما يذوب المعدن بفعل الحرارة الناتجة عن تمرير شدة عالية للتيار عند فرق طاقة منخفض.
على الرغم من وجود نوعين من التيار ، المباشر والمتناوب ، فإننا نعلم أن النوع للاستخدام العادي هو الثاني. يدعي التيار المتناوب (مختصر AC في الإسبانية و تكييف باللغة الإنجليزية) إلى التيار الكهربائي حيث يختلف الحجم والمعنى بشكل دوري. الشكل الموجي الأكثر استخدامًا للتيار المتردد هو الموجة الجيبية ، حيث إنها تحقق نقلًا أكثر كفاءة للطاقة. لتحقيق عدد كبير من نقاط اللحام لكل وحدة زمنية ، يتم زيادة وتيرة التيار المتردد المستخدم. دعونا نشرح العملية أكثر من ذلك بقليل.
يصل التيار المتردد عند تردد الإمداد العادي للشبكة الصناعية إلى آلة اللحام ، والتي تدخله في محول تردد ، وبالتالي يزيده بعدد كبير من هرتز. وهكذا ، على سبيل المثال ، في حالة معينة ، ينتقل من 50 هرتز / ثانية – تردد العرض – إلى 500 هرتز / ثانية – خرج المحول.
تتراوح شدة التيار في وقت اللحام بين قيم 1500 إلى 2000 أمبير والجهد أو فرق الجهد حوالي 4.5 – 6.5 فولت. لذلك ، يتم تمرير التيار الكهربائي ، الذي يتم تحويله بسهولة إلى ظروف التردد والشدة والجهد هذه ، عبر محطة اللحام ، عن طريق سلك نحاسي ملفوف وتوجيهه بواسطة الحزم ، التي تعمل على تداخل الصفيح ، لتوليد لحام موضعي. انظر الشكل 3:
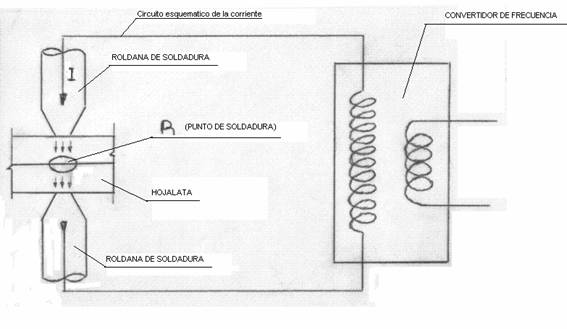
الشكل 3: رسم تخطيطي أساسي لنقطة اللحام
2º. – رسم بياني أساسي لخط مستمر من نقاط اللحام
ينتج كل هرتز شكلًا جيبيًا كاملاً على الرسم البياني للتردد ، أي ، طرفان معكوسان وبالتالي نقطتا لحام. لذلك ، بتردد خرج يبلغ 500 هرتز ، يتم إنشاء 1000 نقطة لحام / ثانية. ينتج عن تعاقب النقاط اللحام المستمر على طول خط اللحام الجانبي للعلبة. انظر الشكل 4:
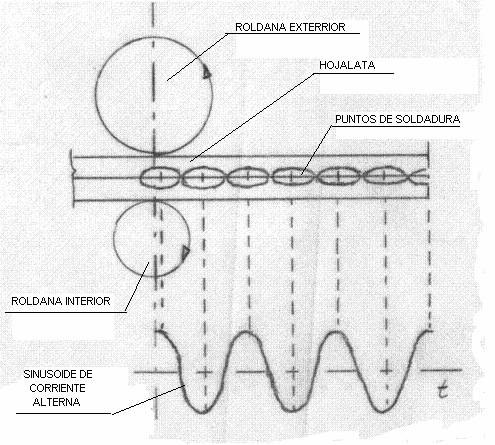
الشكل 4: مخطط أساسي لخط مستمر لنقاط اللحام
يتم إنشاء الاتحاد وفقًا للقوانين الأساسية التالية:
– قانون أوم. أنا = V / R.
أنا = شدة التيار الذي يمر عبر الدائرة
V = فرق الجهد
R = مقاومة النظام
– قانون الجول .
س = الطاقة الحرارية الناتجة عن التيار وتقاس بالسعرات الحرارية
أنا = شدة التيار المتدفق ويقاس بالأمبير
ر = المقاومة الكهربائية للموصل وتقاس بالأوم
ر = الوقت الذي يقاس بالثواني
للحصول على قيمة Q ثابتة ، وهي القيمة المناسبة لتشكيل نقطة ، كلما زادت الشدة المطلوبة ، قل الوقت. بعبارة أخرى ، يتناسب الوقت عكسًا مع مربع شدة التيار.
نظرًا لأن الطاقة الحرارية المستخدمة في اللحام هي دالة لمربع الكثافة ، فمن الواضح أن قيم الأخير يجب أن تكون عالية. من المهم دائمًا الحفاظ على القيمة الفعالة للتيار الثابت ، بحيث لا يوجد اختلاف في الطاقة المستخدمة حاليًا في اللحام. تحتوي الآلات على معوض جهد يقوم تلقائيًا بتغيير زاوية فتح التيار المتردد من أجل الحفاظ على القيمة الفعالة له ثابتة.
على عكس الكثافة ، من المهم أن يكون وقت اللحام قصيرًا قدر الإمكان لأن سببًا طويلاً:
– رفع درجة حرارة التماس دون الوصول إلى نقطة الانصهار.
– زيادة الخسائر.
– تدهور الأقطاب الكهربائية.
وقت عمل اللحام أقل من نصف موجة من الجيب الجيبي لدورة تردد واحدة. انظر الشكل 5. يتم التعبير عنها كنسبة مئوية من المساحة الإجمالية لنصف الموجة. من الناحية العملية ، تتراوح النسبة في آلات Soudronic بين 85 إلى 95٪. النسبة المتبقية هي وقت الراحة
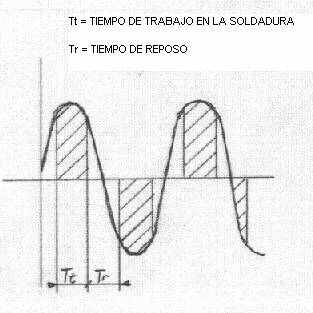
الشكل 5: مخططات التوقيت
إذا تم تمثيل القيم الفعلية للكثافة لنفس النوع من المواد على محاور إحداثيات لأوقات لحام مختلفة في ثلاث حالات مختلفة:
الأول. – دون الحصول على اللحام
2º. – عند حدوث اللحام
3rd. – عندما تحترق النقطة
سوف نحصل على رسم بياني مثل الرسم الموضح في الشكل 6 ، حيث يتم تمييز ثلاث مناطق متباينة.
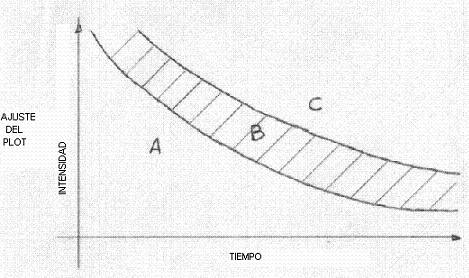
أ- منطقة التلامس بدون لحام
ب- منطقة اللحام
ج- منطقة إسقاط اللحام المنصهر
3º. – المقاومات في نقطة اللحام
يوجد في دائرة اللحام سلسلة من المقاومات التي سنقوم بتعدادها ، لذلك سنساعد أنفسنا من الشكل 7:
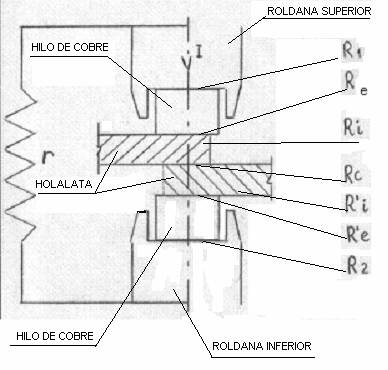
الشكل 7: المقاومات المتضمنة في نقطة اللحام
– المقاومة “r”: تجمع كل المقاومات الداخلية لموصلات الدائرة وبكرات اللحام وذراع الدعم والأسلاك النحاسية التي تعمل كقطب كهربي ، إلخ … تعتمد هذه المقاومة على الخصائص الكهربائية لكل من هذه المكونات. نظرًا لأنها مقاومة لا تساهم بأي شيء في عملية اللحام للنقطة ، فيجب أن تكون أقل ما يمكن حتى لا تستهلك الطاقة بطريقة معقمة. ومن ثم ، على سبيل المثال ، فإن ذراع اللحام مصنوع من النحاس ، على الرغم من احتوائه على نسبة صغيرة من الكروم لمنحه مزيدًا من الصلابة والاتساق لدعم متطلباته الميكانيكية.
– R1: مقاومة التلامس بين الأسطوانة العلوية والأسلاك النحاسية المحددة.
– R2: مقاومة التلامس بين الأسطوانة السفلية والأسلاك النحاسية.
– Re و R’e: مقاومات التلامس بين الأسلاك النحاسية ولوحة القصدير المراد لحامها.
– Ri و R’i: المقاومة الداخلية لطرفي الصفيح المراد لحامه.
– Rc: مقاومة التلامس بين طرفي الصفيح المراد لحامه.
هناك عدد من العوامل التي تؤثر على قيم هذه المقاومات.
تتأثر Rc و Re و R’e بما يلي:
– تعديل الآلة
– الضغط الذي تمارسه دواليب اللحام. زيادة الضغط تقلل من قيمه
– المادة المراد لحامها: طبيعة وحالة سطحها وصلابته
– موصلية المادة. زيادة درجة الحرارة تزيد المقاومة.
– أبعاد ونوع التنميط للسلك النحاسي.
– مادة وجودة الأسلاك النحاسية.
يتم تصنيف المقاومات المدرجة إلى مجموعتين:
- أ) مفيدة أو فعالة: هي العناصر الضرورية وتتعاون بنشاط في دمج المواد. هؤلاء هم: Ri و R’i و Rc.
يولدون طاقة فعالة نحن.
نحن = Wi + W’i + Wc
- ب) الطفيليات وغير المرغوب فيها. هم أولئك الذين لا يساهمون بأي شيء في الاندماج المذكور ، لكنهم متضمنون في النظام ولا يمكن القضاء عليهم ، فقط حاول تقليلها. هذه هي: R1 و R2 و Re و R’e
أنها تولد خسائر الطاقة Wp.
Wp = W1 + W2 + We + W’e
يمكن أن تزيد الخسائر W1 و W2 كدالة لتراكم مقياس القصدير في أخدود الحزم ، بالإضافة إلى تآكل الأخاديد المذكورة.
سيكون إجمالي الطاقة المطلوبة للحام:
وزن = نحن + Wp
الرابع. – الأكسدة
أثناء عملية اللحام ، يذوب القصدير الذي يحفظ الصفيحة المعدنية في هذه المنطقة ويترسب على السلك النحاسي. لذلك يبقى الفولاذ غير محمي وفي درجة حرارة عالية أيضًا. هذا يؤدي ، في وجود الأكسجين من الهواء ، إلى أكسدة سريعة.
تتطلب الطاقة نحن ونحن نقوم بتسخين أسطح التلامس بين السلك النحاسي والأسطح الخارجية للقصدير ، مما يساهم في أكسدة اللحام.
كمية الأكسيد المتولدة هي دالة لدرجة الحرارة التي تم بلوغها والوقت الذي يقضيه فيها.
س أكسيد = الوظيفة (درجة الحرارة × الوقت)
انظر الشكل 8:
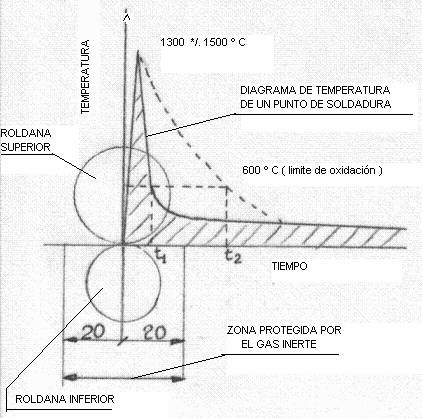
الشكل 8: الرسم البياني لدرجة حرارة نقطة اللحام
إذا كان انخفاض درجة الحرارة أبطأ ، فسيكون وقت النزول إلى حد الأكسدة أطول ، وبالتالي ستكون الأكسدة أكبر.
يؤثر وجود الصدأ سلبًا على اللحام لعدة أسباب:
– عند إعادة تلميع التماس ، يكون التصاق الورنيش بالصدأ ضعيفًا وقد ينفجر. خاصة إذا تم إحكام العلبة أو تطويقها لاحقًا
– يظهر خط صدئ يعطي عرضًا جماليًا سيئًا.
من أجل تجنب أكسدة اللحام ، يتم إسقاط نفاثة من الغاز المحايد (النيتروجين) عند نقطة اللحام وقت تنفيذها. هذا الغاز يزيح وجود الهواء ، وبالتالي يقضي على الأكسجين في المنطقة.
5.- الطاقة اللازمة للحام
لقد رأينا أعلاه أن إجمالي الطاقة المطلوبة للحام سيكون:
وزن = نحن + Wp
تعطى قيمة هذه الطاقة كدالة لحجم المعدن المراد صهره. يعتمد الحجم في الثانية للصهر (Vm) على سمك الصفيحة المقصدرة (e) ، والمساحة المتداخلة (c) وسرعة اللحام (Vs). انظر الشكل 9:
الشكل 9: تداخل أو تداخل المواد
Vm = 2e xcx Vs
العوامل الأخرى التي تؤثر أيضًا على الطاقة المطلوبة هي الحرارة النوعية للمعدن وفقدان الحرارة في النظام.
هذه الخسائر الحرارية مهمة وترتبط بعدة أسباب:
– أ) ضاع عبر الأسلاك النحاسية:
– إرتفاع درجة حرارة نفسه.
– موصلية الأسلاك
– وقت الاتصال بين السلك والمواد
– ب) الخسارة بسبب التوصيل داخل المعدن المراد لحامه
– ج) خسائر الإشعاع
– د) ضاع خلال دائرة مياه التبريد للنظام.
من الصعب تقليلها ، كما أن الشركة المصنعة للآلة تجعلها حاضرة جدًا في تصميمها بحيث تكون قيمتها هي الحد الأدنى الممكن ، لذلك فهي تعمل على عزل النظام وجودة المواد وما إلى ذلك.
6º. – ضغط اللحام
تنقل الأسطوانة الخارجية إلى نقطة اللحام ضغطًا معينًا يولد نظامًا مرنًا يعمل على ذراع نفسه. وظائف هذا الضغط متعددة:
1º. – احتفظ بجزئي المادة المتداخلة على اتصال
2º. – ضمان مقاومة موحدة على طول خط التماس بأكمله ، مما يلغي إمكانية التموجات وخشونة المادة.
3º. – إجبار التيار على المرور عبر نقطة اللحام.
4.- القضاء على غرف الهواء بين الأجزاء المراد لحامها.
5º. – سحق المواد المنصهرة ، مما يقلل من سمك اللحام.
6.- تجنب تشكيل “الفواصل” والمسام.
7º. – تسهيل التبريد لضمان إعادة بلورة المادة.
8º. – تجنب طرد المعدن المنصهر من اللحام.
9º. – تأكد من الحركة الخطية للأنبوب.
خاتمة:
ستكون دائرة اللحام المثالية واحدة تفي بالشروط التالية:
- أ) الحد الأدنى من الخسائر.
- ب) الحد الأدنى من كمية الأكسيد.
- ج) أقصى طاقة فعالة
- د) تجانس اللحام الأمثل.
7º. – خصائص المعدن المراد لحامه
تم تصميم معدات لحام اللحامات الجانبية للعلب المكونة من ثلاث قطع لاستخدام القصدير كمادة للربط. من بين الأنواع المختلفة ، الأكثر شيوعًا هو MR لخصائصه الجيدة المضادة للتآكل.
تعمل حماية القصدير التي تغطي الفولاذ على تحسين الأسطح الملامسة ، نظرًا لكونها معدنًا ناعمًا ، فإنها تملأ الخشونة عند تعرضها للضغط. وبالتالي ، يتم تخفيض المقاومة في منطقة التداخل.
هذا القصدير ، الذي يتعرض لتأثير الحرارة ، يذوب في وقت أبكر بكثير من الفولاذ. في هذه الحالة ، يجب طردها من المنطقة المراد لحامها بحيث يكون الجزءان من الفولاذ المراد لحامهما على اتصال وثيق ، وبالتالي تحقيق مزيج جيد من البلورات عند نقطة الاتحاد. يتم الطرد بفعل ضغط اللحام.
لذلك ، تواجه الألواح الصفيح عالية الصفيح صعوبة في طرد القصدير بشكل صحيح كما أن الطلاء المنخفض يجعل من الصعب الحصول على سطح اتصال أولي جيد. يعتبر التعليب الوسيط مثاليًا.
من ناحية أخرى ، يلوث طلاء القصدير حناجر عجلات اللحام ، والتي تأخذها من التي تجرها الأسلاك النحاسية.
الكروم وأكسيد الكروم يعارضان مرور التيار. ومن هنا تأتي صعوبة استخدام مادة TFS.
8º. – أبعاد نقطة اللحام
يتم تحديد نقطة اللحام بأبعادها الثلاثة.
– الطول: يعتمد على سرعة اللحام
– العرض: مرتبط بالتداخل.
– السماكة: وهي دالة لسمك المعدن.
الطول (L):
إنها دالة لسرعة اللحام ، أي سرعة السلك النحاسي وحركة الجسم المراد لحامه. سنحدد حسابها بشكل أفضل من خلال إعطاء مثال عملي:
لدينا آلة لحام تعمل على 500 هيرتز وبسرعة 60 م / دقيقة.
عدد النقاط / ثانية. = 500 هرتز × 2 = 1000
طول اللحام / ثانية. = 60 م. × 1000/60 ثانية. = 1000 مم.
طول النقطة = طول اللحام / عدد النقاط = 1000 مم / 1000 نقطة = 1 مم
العرض (أ):
إنها دالة للتداخل النظري وأكبر قليلاً منه. في القسم التالي (التداخل) سوف ندرس هذه العلاقة.
سماكة (E):
وهو دائمًا أقل من مجموع سماكتين من القصدير.
يتلقى اسم “معامل التكسير” للحام ، عند الثابت (K) الذي يضرب في سمك الصفيح المقصد (e) ، ويعطينا قيمة السماكة (E) لنفسه. يجب أن تكون قيمة هذا الثابت (K) بين 1.40 و 1.60.
1.40< ك< 1.60
1.40 هـ< و< 1.60 هـ
ومن ثم ، فإن سمك اللحام يكون دائمًا أقل من ضعف سمك المعدن ، حيث يحدث التكسير بسبب تأثير ضغط الذراع الخارجية.
9º. – OVERLAP
إنه تداخل المواد اللازمة للحام. في الآلات ذات إيقاع معين ، تتراوح قيمتها النظرية من 0.2 إلى 0.4 ملم. من المهم أن تظل الكمية موحدة في جميع أنحاء التماس ، بحيث تكون نقاط اللحام موحدة أيضًا. قد يفترض أي تغيير في نفس الشيء حدوث تغيير في كمية المواد المراد لحامها ، والعمل باستخدام نفس المعلمات ، فلن تكون النتائج متساوية في جميع اللحامات.
القطعة التي تحدد مقدار التداخل هي “Z-bar”. يتكون من شريط به قسم Z ، يتم وضعه في ذراع اللحام ، والذي يتلقى حواف الجسم في أخاديده ، والتي تتداخل مع القيمة النظرية للتداخل. انظر الشكل 10:
الشكل 10: Z Bar
مع تداخل نظري معين ، سنحصل على تداخل حقيقي من 0.1 إلى 0.2 ملم. أكبر تقريبًا. يجب عزل العمود Z جيدًا لتجنب تآكله بواسطة EDM ، وكذلك لتجنب فقد الطاقة.
يمكن حساب التداخل النظري على النحو التالي:
لأنه يقوم على حقيقة أن القسم س من المعدن المتداخل يظل ثابتًا قبل اللحام وبعده. انظر الشكل 11:
الشكل 11: التداخل
في ذلك ، يجب أن يتحقق ما يلي:
S = C × 2 هـ (قبل اللحام) و S = A x E (بعد اللحام)
من اين : ج × 2 هـ = أ × هـ ص C (التداخل النظري) = A x E / 2e
بمعرفة سمك المعدن ، يكفي القياس على اللحام الذي تم تصنيعه بالفعل ، وسمكه (E) وعرضه (A) لمعرفة التداخل النظري.
لقياس E و A ، يمكنك التصرف على النحو التالي:
قطع قطعتين من التماس 10 مم من النهايات. انظر الشكل 12.
الشكل 12: تخفيضات لحساب التداخل
جهز معهم عينة من راتنج مكون من عنصرين ، وقم بتلميعها وقياس أبعاد قسم اللحام (E و A) بمساعدة المجهر في كلا القسمين. قم بتطبيق الصيغة أدناه. بإجراء هذا التحديد المزدوج ، يتم التحقق مما إذا كان التداخل يظل ثابتًا أم لا. إذا لم يكن الأمر كذلك ، فبصرف النظر عن المشاكل المحتملة في اللحام ، سنحصل على جسم مخروطي الشكل.
10.- لحام المعادن
فترة الإحماء :
يؤدي مرور التيار إلى تسخين موضعي ، مما ينتج عنه اندماج المعدن في كلا الجزأين المراد ربطهما ، مما يؤدي إلى ظهور نقطة لحام. تسمى نواة هذه النقطة بالعدسة لأن لها شكلًا مشابهًا لها. أثناء تسخين هذه المنطقة المعدنية تتسع. يجب أن يكون ضغط الأسطوانة العلوية بحيث يحيد ضغط التمدد للمعدن المنصهر. إذا كان هذا الضغط ضعيفًا ، فإن المعدن المنصهر يهرب على شكل نتوءات. تعتبر الإسقاطات في حد ذاتها عيبًا خطيرًا ولكنها تؤدي أيضًا إلى مشاكل داخلية أخرى في اللحام مثل المسامية.
الحالة الحرارية لنقطة قطع تيار اللحام:
عند انقطاع التيار ، يتم تمييز المناطق التالية عند النقطة: انظر الشكل 13.
الشكل 13: قسم من نقطة اللحام
المنطقة أ: فيها المعدن المنصهر (حوالي 1500 درجة مئوية)
المنطقة “ب”: معدن عجيني عند درجة حرارة 1000 درجة مئوية
المنطقة ج: في درجة حرارة حرجة
المنطقة د: درجة حرارة الغرفة
يرتفع التدرج في درجة الحرارة من درجة حرارة محيطة إلى 1500 درجة مئوية على مسافة حوالي 3 ملم.
يمثل انقطاع تيار اللحام بداية التبريد مع انخفاض مفاجئ في درجة الحرارة.
مرحلة التبريد :
توجد العدسة المعدنية المنصهرة داخل كتلة تبريد مهمة تتكون من:
– جسد الجندي
– الأقطاب التي يتم تبريدها
لذلك ، فإن التغيرات الحرارية سريعة ، مما يفسح المجال للتبلور الذي يحدث متقاربًا نحو مركز النقطة. في المنطقة D لا يوجد تغيير في الهيكل ، أما البقية فهناك تغيير. في C حجم الحبوب يتناقص وفي B و A يتزايد هذا الانخفاض.
يمكن أن يتسبب الانكماش الحراري في ظهور توترات داخلية في النقاط. في حالة عدم تنفيذ التبريد تحت الضغط بشكل صحيح ، قد يحدث تكوين ثقوب نفخ (“فواصل”) في اللحام.
في هذا الموضوع الأخير ، يمكن رؤية العمل: “ COMAS في اللحام والتحكم الميكروغرافي “، منشور على هذا الموقع.













0 Comments