
在任何情况下,都必须实施质量控制系统,以确保在切割操作和过程中产生的不同质量的选择中正确执行操作。 在这项工作中,我们将尝试定义必须控制的主要参数,并将其作为为此必须采取的手段。
切割线配有一系列调节和控制装置,可将其调整至某些工作条件-切割的长度和宽度,被认为材料良好的厚度范围,检测孔等。 -. 我们不会详细介绍它们,因为它们在一个案例之间差异很大。 它们可以在或多或少的手动调整系统之间转换为全自动。
让我们详细介绍一下整个切割过程中线圈的正常控制顺序。
要控制的参数可以分为两组:
1º。-可以在生产线底部轻松验证的那些
2º.-由于其复杂性或所使用的方法而需要在其他地方进行。
线脚控制
线圈识别
在继续拆开线圈包装之前,有必要目视确定:
1)每个钢卷是否附有钢铁行业相应的票证。
2)机票是否正确填写。
3)如果与进行中的工单相对应,请检查卷材的宽度,厚度,回火和镀锡是否正确。
如果支票确认所有数据均与所提供的数据匹配,则将解压缩数据。
线圈外观
打开包装后,有必要目视检查其是否存在缺陷。
1)检查线圈是否被打打或氧化,或是否存在其他视觉缺陷。 如果存在这些问题,则在适当的时候向钢铁行业提出索赔,将把卷材放在一旁。
2)如果出现轻微缺陷-仅在外部生锈或轻微击打-在开始的100米内将进行特殊监视。 如果缺陷仍然存在,将停止切割过程。
切割长度
更改了裁切格式后,要检查根据裁切纸张的长度对行的调整是否正确,请执行以下步骤:
1)仅切一张纸并站立。 将所述纸张放在控制台上,并使用质量刻度尺,精度为0.5毫米。将验证纸张的长度正确。
2)如果同意,则将继续进行下一个操作。 否则,将纠正该错误,例如验证裁切辊或进行其他调整。
叶片宽度
在检查切割长度的同时,还必须使用相同的方法(毫米尺)和相同的频率来验证线圈宽度。 在此措施中,必须考虑钢铁行业标准适用的超额利润。
宽度应在板材的中间测量,并垂直于轧制方向,在控制台上应相同。
材料厚度
通常,切割线都配备有自动连续的材料厚度控制系统。 该系统可以在高于和低于标称值的范围内进行调整,以排除厚度超出此范围的纸张。 因此,厚度验证是自动完成的。
该范围的宽度的调节和极限厚度的定义将在很大程度上取决于材料的目的地。 有一些用途可以使口径范围更广。 此值必须事先由质量控制部门定义。
但是,由于始终在纸张的同一位置测量此厚度,因此建议手动检查纸张的不同点(中心和边缘),以确保量规保持均匀。 每个线圈可以执行一次此操作。
显然,如果实际厚度超出规格,则必须停止并通过相应的索赔。
叶的轮廓和弧度
我们将片材的轮廓定义为它在纵向上呈现的曲率-层压的曲率-将其放置在垂直位置并自由放置在其纵向边缘上。
我们将叶子的弧度定义为叶子在横向方向上出现的曲率-刀刃-将其置于垂直位置并自由放置在其横向边缘上。
通过测量由所述曲率产生的挠度来控制两个值。 取其最大合理值为30 mm。 应在每个线圈的开始,中间和结尾处进行检查。 如果其中有焊缝,也将在焊接后进行检查。 可以在生产线运行的情况下进行检查。
控制这两个概念的一种简单方法是在一块刚性板上绘制-如果状况良好,则在地面上绘制-两条相距30 mm的平行红线。 用手将薄片垂直放置在此板上,将其切成两半。 使图纸的极端边缘与两条红线之一重合,如果图纸的中心部分不超过另一条红线,则轮廓将有效。 将板材旋转90º,我们将通过相同的步骤测量弧度。
通常可以通过在线路调平器上进行操作来纠正多余的值
控制台
在继续进行以下测量之前,我们将描述控制表。 它是生产线的辅助设备,由一块板子组成,上面装有五个千分表,三个在物料前进方向上,两个垂直于物料。 参见底图。 最初,所有这些都必须使用用作标准的金属正方形设置为零。 为了进行以下验证,必须定位刀片,以便将与机器固定侧相对应的部分放在右侧。 它将靠在与切削刃重合的两个刚性支撑上。
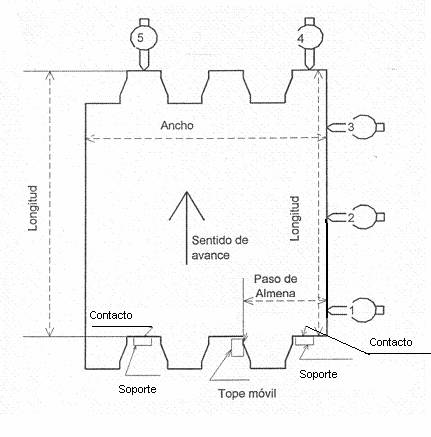
控制台
广场
检验刀片固定侧的长度是否与切削刃成直角-刀片宽度有关。 此检查应在行格式更改开始时进行。 为此,单页纸将如图所示放置在控制台上,并且将验证千分表1和3之间的读数差不超过0.5 mm。
如果差异更大,则有必要对设备的设置进行操作,首先要着眼于进纸辊的工作方式,卷材的导板和纸张的纵向箭头。
纵向切割日期
检查纸张的固定边缘是否为直线,因此没有任何起伏。 在控制表上也将对其进行检查,并在平方时以相同的频率同时进行检查。 比较器时钟2必须在时钟1和3之间提供一个中间值,还必须满足上面已经指出的条件,即1和3之间的差不大于0.5 mm。 如果不满足这些条件,则是因为线圈的边缘呈波浪形,并且这些起伏的箭头将由时钟2标记。
ALMENA通行证
对于用于容器底部的片材,这是锯齿形切割的特定特征。 在这种情况下,检查锯齿形切口相对于纸张的固定和笔直边缘是否正确定位。 为此,在控制台上使用了一个移动挡块,其到固定边缘的距离正好与城垛通道相对应,请参见图。 为了定位此挡块,使用为每种锯齿形切割准备的模板。 比较器时钟1将用主模板复位。
一旦将薄片放置在控制台上,比较器时钟1就会给出一个读数,该读数将指示城垛通道的定位误差,该误差必须在制造标准中标记的公差范围内。
离线控制
有些测试由于它们需要更复杂的方法或由于其执行时间而导致不适合在行的底部进行测试。 它们确实很重要,如果您有执行这些设备的设备,则最好执行它们。 这些是:
脾气
必须确认正在切割的锡具有指定的硬度。 如果是“简单减少”类型,则使用已调整为HR 30T刻度的硬度计进行验证。 最好将本设备放置在适当的房间(例如质量实验室)中,远离振动,噪音,灰尘和冲击。 这就是为什么通常不在生产线上进行硬度测定的原因。 因此,为此目的必须从线圈中取出标本。 为避免混淆,必须在其上标注其所属线圈的数据。 由于硬度的处理应该是众所周知的,因此我们不对该测试进行描述。
弹性极限
对于“双倍减少”型马口铁,借助硬度计测量其硬度是不可靠的。 这些类型的马口铁的厚度低,这意味着钉入的1/16英寸穿透球也会使材料变形,从而使读数变形。
因此,在这种情况下最好测量弹性极限,这是钢铁工业提供的一个识别元素。 该测试确实需要更复杂和昂贵的设备,因此很难在每个线圈上连续执行。 有可能使用一种简单的工具来替换它,方法是使用一种简单的工具来检查尺寸明确的样本的弹性。 将样品弯曲在一个小的心轴上,然后释放。 然后测量变形样品的残留角度。 它的值在可以大致确定弹性极限的表格上进行。 该测试的名称为“回弹角”。 市场上有商业团队可以实现它。 我们将以专题论文的形式尽快回到该主题。
镀锡的
如果怀疑线圈的镀锡有问题,将方便检查。 它的性能是典型的实验室测试。 市场上有可以实现它的设备,但是如果其中一些设备不可用-考虑到它的成本,这种设备经常出现-您可以诉诸缓慢但简单的测试,例如本节已经发表的工作中描述的那种测试,名称为: 用失重法(克拉克法)测定锡中的总锡涂层
最后三个测试带来的困难是,几乎不可能在开始切割线圈时同时执行它们,因为可能会在有时间执行它们之前将其剪切掉。 因此,如果在异常中发现异常,解决方案是对已切割的材料提出索赔。
缺陷分类
切割线可以将自动或手动检测到的有缺陷的纸张转移到不同的堆叠器中。 它们的数量不是很大(两个或三个),因此有必要在同一堆垛机中对不同的缺陷进行分组。
顺理成章的事情是,总是将一个留给有孔的板,因为它是最危险的缺陷,另一个留给镀锡的缺陷,第三个留给不合规格的。 根据要送至拒收纸页的目的地,可以修改此分类标准。
————————————————
作为纵切机生产线卷材质量控制的最终考虑因素,始终是使钢铁行业具备国际标准的卷材供应的有效工具。 (UNE,ISO,SEFEL等)或与供应商商定的特定标准。









0 Comments