

Aunque en esta Web ya hay trabajos extensos dedicados al importante tema del cierre de los envases metálicos, el que aquí se publica viene a complementar los mismos. En él, de una forma muy sucinta, se explica como valorar los parámetros mensurables de un cierre.
Introducción
Cuando se habla de medir los cierres de envases redondos, las dimensiones se deberían tomar en 2 puntos, tomados a 60º a ambos lados de la soldadura de un envase de 3 piezas o en puntos opuestos en envases de 2 piezas.
En el caso de envases de forma rectangular o irregular, las medidas se deben coger en cada esquina y en el centro de cada lado más largo.
La frecuencia de la medición, debe ser en intervalos regulares durante la producción. Se deben tomar 2 envases de cada cabeza de cierre, que han de ser completamente inspeccionados para determinar que la integridad del doble cierre es aceptable, y que los mínimos niveles de parámetros críticos se están cumpliendo.
Los cierres deberían se inspeccionados:
– Después de cualquier avería en la cerradora de envases metalicos.
– Al comenzar la producción.
– A continuación de hacer ajustes en los reglajes de la cerradora de latas.
Evaluación
Hay 2 procedimientos para la evaluación de un cierre completo. Estos son:
-1.- El método de apertura.: Desguaze completo del cierre.
-2.- El método de seccionado del cierre: Corte del cierre
Si se usa un método de cierre seccionado, se debe hacer notar que sólo se asegura la evaluación de la proporción seccionada. Es necesario por lo tanto, “desmontar” el cierre – tirar hacia abajo de todo el cierre – y examinarlo para asegurar una completa aceptabilidad.
Las dimensiones básicas del cierre que deben medirse son:
– Profundidad de cubeta Pc
– Altura del cierre Ac
– Espesor del cierre Ec
– Longitud gancho cuerpo Lgc
– Longitud gancho fondo Lgf
– Espesor hojalata cuerpo Ehc
– Espesor hojalata fondo Ehf
Ver figura nº 1
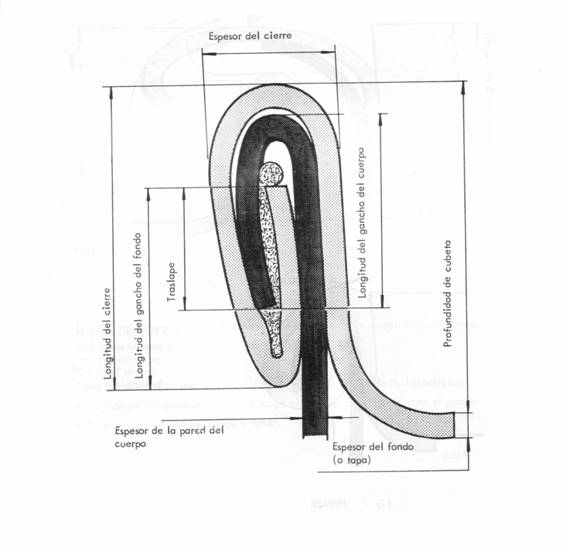
Figura nº 1.- Dimensiones básicas del cierre
Parámetros críticos del cierre.
Las medidas por si solas de la longitud del gancho de cuerpo o de tapa, aunque son importantes, no nos aportan datos concluyentes para decidir la idoneidad de un cierre. Las dimensiones anteriores, nos sirven de base para determinar los parámetros críticos, que definen si un cierre en correcto o no. Se deben calcular los siguientes parámetros para su evaluación:
– Presión de 2ª operación P2ªo
– Traslape real Tr
– Penetración gancho cuerpo Pgc.
Además, se observaran los defectos visuales
Como complemento, los siguientes aspectos del cierre, debe ser evaluados para que nos dé información añadida:
– Marcas en la pared interna del cierre
– Espacio libre
Presión de 2ª operación. (P2ªo)
El cierre debe estar suficientemente apretado para asegurar que el compuesto se adapta perfectamente bajo los efectos de la presión. Por la naturaleza del proceso, la formación de las arrugas del cierre en el fondo durante la 1ª operación de cerrado es inevitable. Estas arrugas son «planchadas» durante la 2ª operación del proceso de cierre.
Por lo tanto, la presión del cierre se puede expresar como: la longitud del gancho del fondo no arrugada visualmente. La misma se evaluada, expresándola en porcentaje de la longitud total del gancho del fondo. Ya que las arrugas no se pueden medir, es un juicio muy subjetivo, y por lo tanto, se requiere profunda experiencia para poder juzgarlo correctamente. Ver figura nº 2
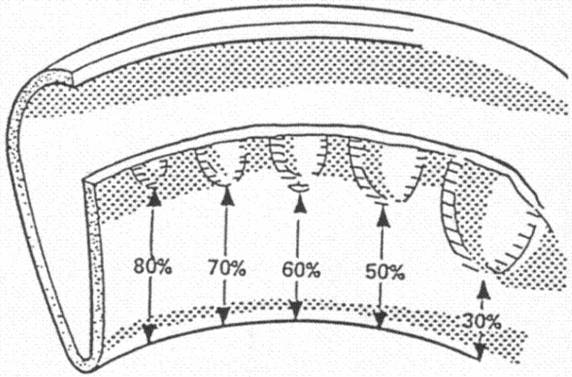
Figura nº 2.- Evolución de arrugas
Como el espesor del material del fondo, está siendo disminuido inevitablemente por imperativos de reducción del coste, la habilidad para lograr la ausencia de arrugas, se hace mucho más difícil y por lo tanto, es mucho más compleja hacer correctamente la evaluación.
Traslape real
Los ganchos de cuerpo y fondo deben solaparse suficientemente para asegurar que el compuesto está perfectamente adherido dentro de lo que es el doble cierre. A este solapamiento se le denomina traslape, se corresponde a la letra “a” de la figura nº 3
El solapado del cuerpo y fondo debería ser grande en la medida de lo posible, dentro de lo que sería asumible en relación con la ausencia de arrugas.
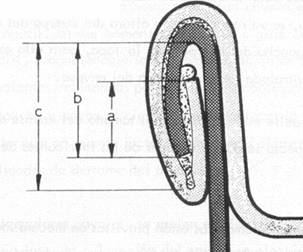
Figura 3
El traslape varía según la especificación del cierre pero en cada caso se fija un standard mínimo que hay que lograr. Su valor se determina aplicando la formula:
Tr = (Lgf + Lgc + 1.1Ehf) – Ac
Penetración gancho de cuerpo
Compara la altura neta del gancho de cuerpo con relación a la altura neta del cierre, es decir descontando los espesores en ambos casos. A lo que es lo mismo, relaciona la medida “b” con la “c” de la figura nº 3. Con ello se pretende saber cuanto penetra el gancho del cuerpo en el cierre, con idea de conocer el grado de hundimiento del borde del gancho del cuerpo en el compuesto de la tapa, para asegurar su estanqueidad.
Para garantizar que el gancho de cuerpo está clavado en el compuesto, se han fijado unos grados de aceptabilidad, que expresan la longitud interior del gancho del cuerpo como un porcentaje de la longitud interior del cierre. Su valor se determina aplicando la formula:
Pgc = (Lgc – 1.1Ehc) x 100 / Ac – 1.1(2Ehf + Ehc)
Un stándard mínimo aceptable es el 70%.
Defectos visuales.
No debe aparecer ninguna distorsión local en el cierre. Se podría mencionar como ejemplos de defectos visuales: exceso de inclinación, cierre cortado, rotura de la pestaña, falso cierre, patinaje, etc. Dichos fallos saltan rápidamente a la vista y tienen posibilidad de perjudicar la integridad del cierre.
Marcas en la pared interna del cierre
La pared vertical de la cubeta debe aparecer libre de marcas. La presencia de las mismas, implica defectos en el cierre. Pueden ser debidas a varios motivos como: Labio del mandril roto, desgaste del mismos, exceso de presión en la segunda operación, etc.
Espacio libre
Este valor nos da una idea de cómo está el cierre de apretado, ya que refleja la diferencia entre el grosor real del cierre y la suma de los espesores de metal que hay dentro del cierre. Se determina por la formula:
Espacio libre = Ec – (3Ehf + 2 Ehc).
El límite máximo del espacio libre en cierres de envases redondos e irregulares es 0,19 mm, (0.0095″). Si supera esta cuantía es signo de que el cierre está flojo y por tanto con riesgo de fugas.
 Cálculo teórico del volumen de goma necesaria para el cierre de un envase metálico
Cálculo teórico del volumen de goma necesaria para el cierre de un envase metálico
 TIPOS DE CIERRE EN FUNCIÓN DE LOS ESPESORES DE METAL
TIPOS DE CIERRE EN FUNCIÓN DE LOS ESPESORES DE METAL
 RULINAS 2º OPERACIÓN DE CIERRE
RULINAS 2º OPERACIÓN DE CIERRE
 RULINAS 1ª OPERACIÓN DE CIERRE
RULINAS 1ª OPERACIÓN DE CIERRE
 TEORÍA DEL CIERRE – 3ª parte
TEORÍA DEL CIERRE – 3ª parte
 TEORÍA DEL CIERRE – 2ª parte
TEORÍA DEL CIERRE – 2ª parte
 TEORÍA DEL CIERRE – 1ª parte
TEORÍA DEL CIERRE – 1ª parte
 DOBLE CIERRE DE ENVASES RECTANGULARES
DOBLE CIERRE DE ENVASES RECTANGULARES
 ELEMENTOS DEL DOBLE CIERRE
ELEMENTOS DEL DOBLE CIERRE
 INFLUENCIA DEL ALA DEL FONDO O DE LA TAPA EN EL DOBLE CIERRE
INFLUENCIA DEL ALA DEL FONDO O DE LA TAPA EN EL DOBLE CIERRE



0 Comments