
介绍
形成骰子或容器主体末端的边缘的最经典的技术之一是使用骰子或缓冲区制作它们的技术。 这些棉塞包括:
-模具,一旦进给,将容器的主体居中到适当的位置,然后将其边缘拱起以形成凸缘。
-固定环或固定环,可最大程度地阻止所形成的法兰。
见图1。
图nº1:缓冲睫毛技术
法兰通常不接触该固定环,其外径值仍比该固定环的直径低,但是如果法兰可以接触容器边缘的任何点,例如焊接侧缝在其末端存在一些差异。
由容纳在其环内部的模具形成的组件在相对的头部成对组装。
进行这项工作的机器称为翻边机,它们可以是手动或自动的,根据运行速度,后者通常具有多对机头。 见图2
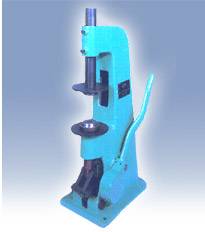
图nº2:手动镶边器
使用
由于使用了薄而高硬度的材料,因此越来越少地使用棉塞翻边技术,因为它会引起法兰边缘的撕裂或破裂,特别是在较小的容器直径中。
但是,该技术仍然有效,因为它的应用对于以下情况非常有效:
-大直径的容器,即大于99 mm的容器,即使使用高硬度材料也是如此,因为在这种情况下不会发生法兰断裂。
-用低硬度或普通硬度的材料制成的任何圆形容器。
使用这种技术的优势在于,机器和工具都比其他方式使用的便宜,而且价格便宜。
计算
模具具有锥形形状,以利于容器主体进入和引导到翻边位置。 如果侧缝被卷边-或卷曲-添加了具有平滑入口和出口半径的台阶,以节省接缝的厚度,当其超过极限襟翼的面积时会增加。
调整模具和环的尺寸是一项容易的任务,因为可以进行一系列测量,无论要法兰连接的容器的直径如何,都可以保持恒定。 进入细节您可以评论:
高度:对于任意大小的容器,这两部分都可以保持固定,尽管对于小直径,可以将它们制造得稍小一些。 在图3中,给出了给定环组件的一部分,其中确定了一些基本的取向高度。
角度:法兰和模具入口对于任何尺寸都保持恒定。 建议值为7º30´。 见图3
收音机:模具的主要拱形是使法兰成形的那个,其半径的适当值为2 mm,但大于3 mm的大型法兰除外。 参见图3。
直径这些是在每种情况下都会变化的尺寸,与容器直径的功能相同。 其中有两个基本直径:
1º.-容器适合或精确调整至模具的位置,称为“容器主体直径”,我们将其命名为D1 。 它与容器主体的理论内径有关。 实际上,它等于该值加上一个小的间隙,以假定公差和车身焊接缝的过厚厚度。 见图3
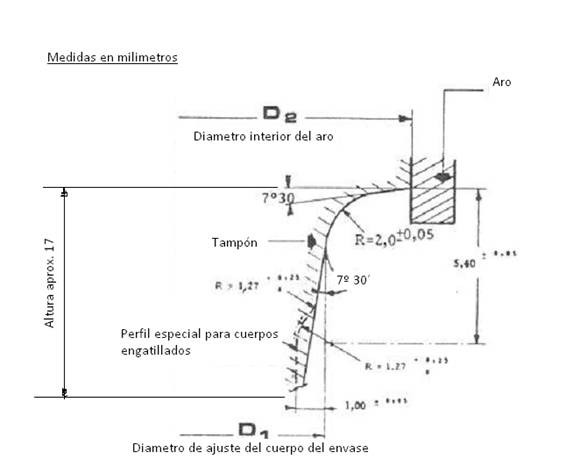
图nº3:棉塞法兰工具的设计。
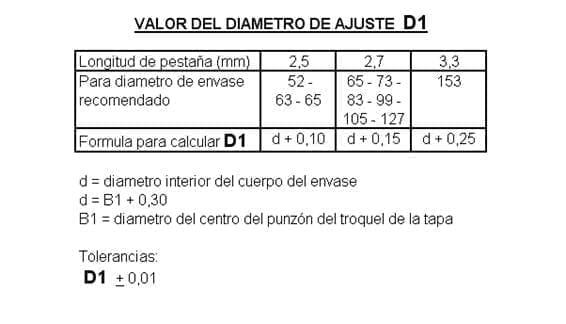
下表包含计算公式的值的公式D1 ,给出:
-我们想要获得的睫毛长度
-容器的直径
在每个选项中,公式均由容器主体的内径值给出- d -加上随起始数据而变化的常数。 最好记住,容器主体内径的计算是用来制作相应盖子的模具冲头中心尺寸的函数。 换句话说,从中确定盖子容器组件的所有其他组件的基本度量是模具冲头中心的上述直径,我们将其指定为B1偶尔会有链接的表达式d ÿ B1是:
d = B1 + 0.30
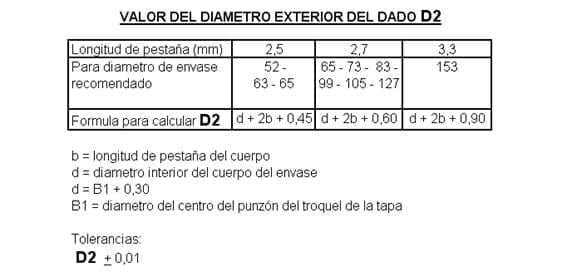
2º.-环和模具之间的配合直径,或从模具外部的直径。它代表了法兰的最大理论值,尽管如上所述并非绝对如此。良好的设计应始终在法兰边缘和轮辋之间留出一定的间隙,以吸收较小的边缘不规则,毛刺,车身侧面接缝差异以及车身上切出的高度差。
我们将这个直径指定为D2其尺寸也随以下因素而变化:
-我们要获得的法兰的长度
-容器的直径
赋予我们价值的表达式与容器主体的内径相关联- d -和要制造的法兰的长度- p –
下表总结了这些参数及其公式。
有用的评论
-缓冲器,模具和密封圈必须由经过处理的工具钢制成,并具有较高的硬度。
-表面光洁度必须非常好,矫正和抛光。
-对于多头翻边机,每对头之间的距离必须精确,以保持一致的法兰高度和法兰长度。














0条评论