
概要
关闭操作是金属和包装行业的关键。 在这里,我们提出了必要的要求,以使组件具有可互换性,从而获得良好的密封效果,并分析它们是什么以及应如何调节它们。


简介和要求
介绍:
金属行业和包装工有一项共同的任务。 就是完成容器主体与相应的盖子和底部的封闭或结合。 为了确保这项工作在适当的条件下进行,并保持统一和安全的质量水平,越来越多地应用了一系列建议和标准,最初是在每个国家的国家一级,但已通过监管机构逐渐国际化。 。 在本文中,我们总结了这些建议的主要结论。
这项工作包含建议的规格,这些规格将用于购买用于产品和加工食品的容器和资金。 此处反映的数据已为全球主要金属行业所接受。
这些规范的应用使得可以在与制造商提供的容器的双重封闭有关的所有方面定义互换性协议。 尽管此处详细说明的尺寸和公差是很现实的,但随意使用它们并不能确保获得相同的结果,因此需要进行共同的调整。 在某些措施中很难达成一致的标准,例如下铲斗的半径或同一卷发内部的最小直径,可以给出不同的值,从而得出进行具体调整。
要求:
容器和底部必须以最合适的方式制造,包装和运输,以填充,包装和分配所要使用的食品。
封口机的容器,松散底部和封口工具的尺寸必须确定,以确保每个制造商的组件在灌装,封口,传送带和包装设备之间的互换性,但要遵守以下限制:
1- 对于某些型号的封口机,并非所有类型的容器和底部的所有直径都可以使用普通的封口芯轴和卷筒封口。
2-由于两个组件的尺寸以及机器设置的变化,即使在建议的标准范围内,也无法保证没有必要在不同的电源之间进行调整,即使在同一提供商。 但是,相信遵守这些标准将确保最小化调整需求。
3-封闭机器的供应商将为容器和资金的任何组合提供建议的机器调整及其设置的便利。 建议在以后出现问题时,以设置程序为基础,以确保机器设置正确。
尺寸目标和公差
当天,制造商通过了以下协议,以用于本工作中列出的标准:
-一个:“目标“或多或少地具有其容忍度。要实现的“目标”尺寸是每个参数的理想值。 该“目标”值由标称数据定义。 任何批次中的容器或资金的99.7%(请参见注释)必须在指定的公差范围内。 此类别中所有测量的平均值应等于或接近已建立的“目标”值。 在空容器高度的情况下,定义的公差为正负0.50毫米。所有测量的平均值均应在目标度量正负0.13毫米之间。
-2:成立领域(非客观”)。 任何批次中99.7%的容器或资金(请参见注释)必须在既定字段内。 此字段由公差界定。
-3:最小值。任何批次中产品的99.7%(请参见注释)必须等于或高于规定的最小值。
-4:字段“通过/失败”。任何批次中产品的99.7%(请参见注释)必须在既定的“通过/失败”尺寸之内。
-所示尺寸(无公差)为工具测量值,仅供参考。
注意:批次定义为包含不少于50,000个容器或200,000资金的供应或货物。
封口机的基本部件是夹盘和封口滚轮。 这个圆盘非常精确地调整到底部托盘的内部,并作为一个支撑,材料在滚轮的作用下通过滚动或缝合而闭合。
心轴的尺寸与底部的尺寸紧密相关。 因此,为了确保同一心轴可用于相同的连续供应,即使它们来自不同的供应商,也必须保证它们之间的互换性,正如我们已经指出的那样。
心轴具有两个不同的部分,上部区域通过该区域连接到封闭机器,其尺寸由设备制造商确定,下部或活动部分与封闭操作中要使用的资金的测量值相关。 图1示出了心轴的下部区域或唇部的轮廓,其为要封闭的容器的功能。
图1:卡盘唇轮廓
下表中列出了此配置文件的适当措施,具体取决于要使用的资金。 实际上,无论要封闭的底部直径如何,一系列尺寸实际上都是统一的。 这就是它们的共同点:唇部“ D”的倾斜角度,唇部“ C”的半径以及应进行直径测量的参考点“ E”。 因此,仅有的两个可变尺寸是:唇“ A”的高度和其在参考点的直径“ B”。
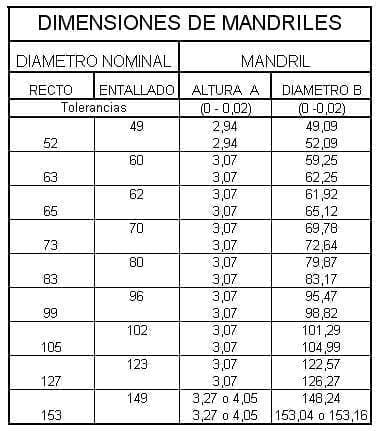
所有心轴直径的常用测量值:
参考点高度E = 1.05毫米
卡盘半径C = 1mm +0.00 / -0.05
唇角D =4º+/- 10`
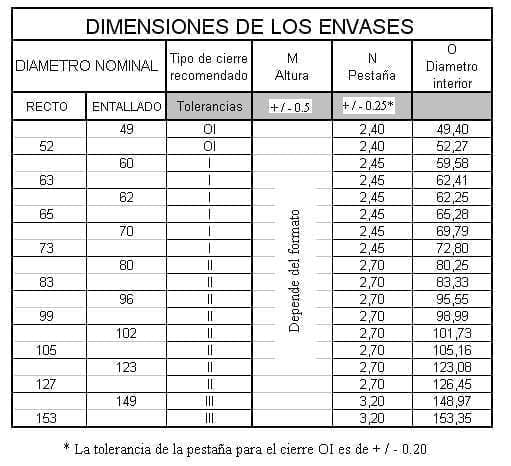
在此表中,最常见的直型容器的公称直径在不同的列中与减小的端部(或带缺口的)不同,因为目前,直型容器与带有缺口的端部并存。
卡盘唇的高度“ A”在许多直径上保持恒定,大小不一。 在后一种情况下-直径153-市场上仍然有两个不同的高度,这会影响直径“ B”的两个不同值。
基金规模
正如我们已经说过的,要允许统一格式的封盖工具并获得高质量的封盖,无论包装的供应商是谁,都必须在影响实现生产的所有那些维度上保持措施的平等。结束。 为此,制造商,行业协会,组织等之间已经进行了多年的工作,如今已经实现了良好的标准化。
在图2中,常规类型的罐头容器的圆底尺寸不包括带有环的易开盖。 通过尊重这些测量,可以使用先前的芯棒,并获得良好的结果。
图2:与关闭有关的基金的基本计量
应该澄清的是,根据其不同组件的尺寸(主体和底部挂钩,闭合高度,搭接…),将闭合器分为七种不同类型。 其中最少的是III和老大IV。第一个(OIII)将是一个很小的容器的微型封闭盖,几乎没有责任,最后一个(IV)是一个大黄铜。 最常用的类型是OI,I和II,可覆盖常规容器尺寸。 碰巧在市场上可以找到一种或另一种封闭形式的相同格式。 例如OI和I类型的直径73。
应当牢记的是,在改变密封盖的类型时,与之相连的底部的尺寸以及阀体法兰都将被修改。 因此,每个用户必须非常清楚自己想使用哪种类型的密封件,并将包装用品绑在其上。
下表显示了常规底部与闭合相关的措施,这些措施经过标准化以实现组件的互换性。 为了不使表格变得过于复杂,仅反映了每种情况下最常见的密封类型的测量值,该值在列中指出“推荐的封闭类型” 。
与心轴一样,我们区分了直容器的直径和带槽口的值。 因此,“带缺口”一栏不反映容器的尺寸,而是减少了端部的尺寸。
直径“F”,它是外部的材料,它定义了可用于制造闭合件底部钩子的材料量,并影响了接缝机许多部分(底部进纸器,星形等)的尺寸。 这是盖子的基本措施。 有一系列公式可以将封闭件的不同尺寸联系起来,即芯棒的尺寸与盖子或法兰的尺寸。 因此,例如,通过以下表达式,直径“ F”与心轴“ B”的直径有关:
对于OI型密封件:F = B + 8.76
对于类型I闭合:F = B + 9.36
对于II型闭合:F = B + 9.88
对于III型闭合件:F = B + 10.92
在直径的情况下“ ,这是卡盘调整,因此是闭合的基本参数,已经表示了最大值和最小值,分别对应于此措施的质量控制量规的“通过”,“不通过”。 “通过”和“不通过”列中反映的公差是相应量规的构造公差。 将介导的值与心轴在参考点的直径联系起来的公式如下:
底部直径最大为99:“通过” K = B-0.12 /“失败” K = B-0.05
底部直径大于99:“通过” K = B-0.17 /“失败” K = B-0.05
尺寸“ J”,卷曲的内部直径相对重要,其作用是防止与法兰接触。 这就是为什么仅反映其最小值的原因。 基于心轴直径“ B”确定“ J”值的公式随所选密封件的类型而变化,如下所示:
对于OI类型闭合:J = B + 6.40
对于类型I闭合:J = B + 7.00
对于II型闭合:J = B + 7.60
对于III型闭合:J = B + 8.40
之所以如此,是因为通过增加封闭件的类型,法兰可以这样做,因此必须为其留在盖的机翼内留出更多空间。
铲斗的高度或深度H ”应在与底部等距的三个点处测量,并求出三个读数的平均值。 此备件也是基本尺寸,并通过以下术语链接到卡盘高度:
底部直径49和52:A = H + 0.12
其余直径:A = H + 0.15
尺寸“ L”,卷边高度不是以毫米为单位,而是以可容纳2英寸(50.8毫米)的底部量为单位,并用量规测量。 作为补充,在另一篇文章中,将详细介绍控制这些尺寸所必需的量规的设计,尺寸和使用,以及下面将要评论的其他量具,尽管它们已经在起作用:
—资金规模控制您可以在很大程度上看到此事
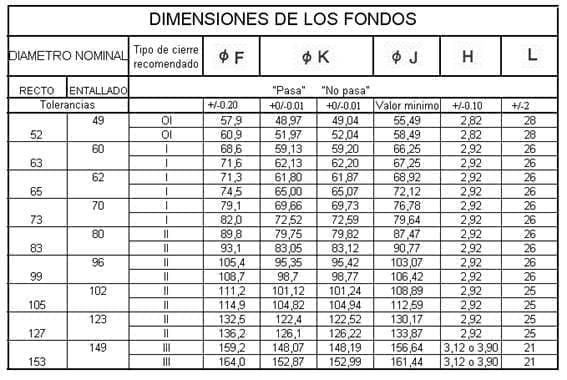
在基金中,还有两个测量值在所有直径上都保持不变,它们是:
参考点高度“ E” = 1.05 mm
比色皿“ G”的内半径= 0.95 mm + 0.05 /-0.00
参考点“ E”的位置或高度在底部与在其心轴上相同。
杯“ G”的内半径等于模具冲头中心的内半径,其值比闭合芯轴“ C”的内半径小0.05毫米,但公差有所变化。
包装尺寸
与关闭有关的容器度量很少,实际上只有三个:
-高度:在整个批次中,它必须均匀,以便在关闭过程中在所有容器中获得类似的压缩力。
—睫毛:它的尺寸决定了人体吊钩的尺寸,因此控制该值非常重要。
– 内径:在与法兰对应的极限区域,需要在要关闭的底部和容器之间进行调节。
因此有必要标准化它们的值以获得组件的互换性。 3号图显示了三件式封闭式集装箱的上述三个尺寸。
图nº3:容器在封闭处的入射角的测量
在下表中,我们指出了这些测量的值,但建议首先进行以下评论:
1º.-市场上集装箱高度的差异很大,无法列出它们,我们仅指出适用于它们的公差。高度必须使用合适的设备进行测量-参见控制表-并在远离侧缝的区域中进行测量。
2º.-法兰宽度随密封件类型而变化,因此其值与之相关。应从距边缘2.5 mm的参考点开始测量。该值将取为180º(距侧缝至少10 mm)处两次测量的平均值。
3º.-容器的内径不是相对于盖的关键指标,尽管就容器的容量而言。因此,在这项工作中,我们将重点放在第一个因素上,将直径值作为参考,但不反映公差。作为一般标准,底部应略微压在身体上。一个简单的测试是,一旦将底部放在上面并轻轻按压,如果将组件翻转过来,则底部不应掉落。
对于香肠容器,要遵循的标准与三片罐相同。
关闭
“封闭件”或“双重封闭件”定义为通过使容器的主体的端部与其底部或盖子交错而产生的结合。 这种结合是通过双重缝合或紧固过程制成的,也就是说,具有双重安全壁。 它必须完全密封。
本节为双层密封,不同直径的容器和底部的直径建议了操作标准,以及参数的详细信息和应测量的点。
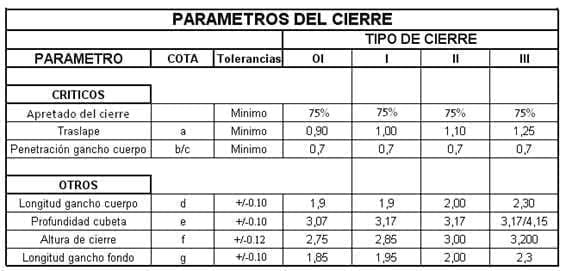
这些参数分为两类:
评论家:它们是双重封闭的某些措施,必须达到其值以确保其适用性。
其他:它们是达到关键参数的一种手段,但是它们在测量中具有一定的灵活性,而不会损害接缝的质量。
当要购买新的关闭机器时,买方必须为供应商设定他要在新设备中实施的关闭标准。
在定义哪些是双重封闭中要控制的重要措施或价值时,可能会有一些意见分歧,包括“关键”和“其他”。 我们倾向于图4中以尺寸形式反映的那些。
图nº4:封盖的尺寸
对于三件式容器,将以2点钟和10点钟的顺时针位置(以12点钟的位置)为两次测量的平均值来获得封闭参数的值侧缝。 对于香肠容器,两次测量将在180º进行。
除了有界测量之外,还有两个要通过计算确定的值,它们都被认为是关键的,它们是:
至。-封口厚度比:也称为“紧密闭合”。 它测量封盖的紧密度,将理论厚度与实际厚度进行比较,同时考虑到相同的化合物厚度的影响。 为此,封口厚度在其最不利的位置。 要计算比率,可以使用三个补充标准:
a。-应用以下公式:
(3ef + 2ec)/实际厚度>0.8
在其中“ Ef”是底部的厚度,并且“ Ec”车身壁的厚度。
该公式可以说为:“盖的五个壁的厚度除以实际厚度必须大于比率0.7”。
b.-应用其他公式:
实际厚度=(3 ef + 2ec + 0.15)+/- 0.05
橡胶垫圈必须填充的“自由空间”值为0.15毫米。
c.-评估底部挂钩的皱纹。
产生闭合件时,钩子上总是有皱纹,尤其是在底部钩子上,这是将更多材料塞入内部的褶皱。 底部挂钩的高度(也称为长度)无皱纹,是闭合件紧密度的指标。 该紧密度(或封闭物的紧密度)表示为无褶皱的底部的钩的长度,表示为所述钩的总长度的百分比。 该指标无法测量,必须通过视觉进行评估,并且作为主观评估,需要一定的经验才能正确评估它。 当钩子上没有皱纹时,松紧度为100%;当皱纹占据钩子的整个高度时,松紧度为0%。 它的最小值必须为75%,始终指底钩上的最坏点,并且在检查时必须特别注意横向焊缝的接合区域的两侧。
这三个程序中的任何一个都是有效的,尽管最传统和最常用的方法是通过底部挂钩内部的皱纹进行评估。 在前两种情况下,将以毫米为单位进行测量。
B.-钩体穿透力。 确定钩体长度之间的关系“ B”和里面的一个封闭“C”,根据表达
穿透力= b / c> 0.7
下表总结了这些参数的推荐值,分为危急“ Y”其他” ,针对这项工作中提到的关闭类型
为了控制这些措施,有必要使用一系列特定的量规,这将是与此相关的另一篇补充文章的主题。
为了执行此工作,已考虑以下材料:
-标准“ SEFEL”(欧洲轻金属容器制造商秘书处)
-由MPMA(金属包装制造商协会)制定的“敞开式加工食品罐头的推荐行业规范”



0条评论