
概要
可以使用经过专门设计的三件式生产线来制造优质的饮料容器。 这项工作描述了它及其主要特征。
介绍
当市场长期采用软饮料和啤酒的“两件式DWI”容器技术时,谈论“三件式”饮料容器似乎是胡说八道,但是并没有这种矛盾。 我们对自己进行解释:很明显,对于啤酒和可乐等大批量市场,合适的包装是“两件式”类型,但是某些产品以软饮料的形式出现-葡萄酒“sangrías”, horchatas…-非冷饮-例如咖啡-可能需要不同于容量和图像的啤酒和可乐的经典格式。 这些市场不能证明建立DWI生产线涉及的大量投资是合理的。 在这些情况下,可以完美地表明使用专门用于饮料质量的“三件式”生产线。 这是可能的,但它需要与常规生产线有关的一系列预防措施,我们将在本工作中尝试定义其中的一些预防措施。
在其中,我们将在要制造的船的规格上花很长时间,例如平面清漆,接缝,规格,长袜,封口等,因为它们将适时成为另一篇文章的主题。 现在,我们将重点介绍组成生产线的必要设备,它们的特性以及生产线上要采取的某些措施。
基本团队
这项工作的目的不是描述构成饮料容器制造三件式容器生产线的每台机器的功能。 毋庸置疑,读者对这项技术了解得足够多,因此我们无需对其进行描述。
这种类型的设备以中等速度制造,例如600容器/英里,可以由下面列出的机器组成。 对于每种产品,我们都会指出在这种情况下必须满足的基本性能,并给出一个具体的例子,尽管商用设备市场总是提供其他同样有效的解决方案。
-1º.-双剪坚固耐用的自动装置,带硬质合金刀片。 入口处配有送料器,出口处自动连接到焊接机。 它必须是高精度和高切割质量的切割机。
合适的设备示例:
-OCSAM剪切模型TSN211BSS
-CEVOLANI剪切模型CD 549参见:
-自动剪焊机联合OCSAM型号TP 1001请参见
-自动剪焊机工会CEVOLANI型号ABF 567参见
-2º.-焊机:合适的设备应能使接缝处的重叠最小,焊接质量好,且无排屑和金属突起。
可能的团队示例:
-SOUDRONIC焊机型号SOUDAN 865 FB,请参见:
-CEVOLANI焊机型号S008 FUTURA,请参见
-3.-内部补漆设备,用于焊接。可以使用液体或粉末清漆,从美学角度考虑,在任何情况下都建议使用金色,以便在随后使用整个内部清漆时保持模糊。 覆盖范围必须极佳,不允许在重涂区域暴露金属。
可行团队的例子:
-内部粉末涂料系统SOUDRONIC模型Soucout P-120,请参阅:
-SOUDRONIC液体清漆型号LNS -16的内部重涂系统,请参见
-Frei AG模型XPC内部粉末重涂系统,请参见:
-4.-外部焊接补漆设备。 在使用无色液体清漆的情况下,最好通过辊涂。 也可以用刷子涂
市场上的设备示例:
-CANMELT 130型毛刷的外部重涂系统,请参见:
http://www.canmelt.ch/Espanol.pdf
-滚筒SOUDRONIC型号PRC-TD的外部上光系统,请参见
-5.-接缝上光清漆干燥炉。 足够的长度和热量,以提供舒适的温度/时间表进行清漆固化。
烤箱示例:
-FREI AG ECM型号“ U型”干燥箱,请参见:
-Soucronic型号Soucure U-15的干燥箱,请参见
-6.-开槽或减小两端的直径。可靠的缓冲工作系统,模具质量良好。 优选地,具有竖直的工作设计,以允许容器主体在该位置移动。 由于端部直径的强烈减小,因此必须分两个或更多个阶段进行减小,因此需要两个凹口串联工作。
开槽机示例:
-型号“ DNV 600两端”的GERMANN + FREI AG开槽机,
-7.-镶边它必须是“旋转法兰”类型,并具有电动“旋转”头设计。 垂直的工作方式。
例子:
-Spin Flanger CARNAUD-METALBOX工程模型86 Da,
-Spin Flanger GERMAN + FREI AG型号SFV,
-8.-更紧密:非常可靠且高质量的封盖
例子:
-FERRUM封口机F 706,
-更近的CARNAUD-METALBOX工程模型“ 10 -6 Seamer”,
-9.- 缺口,法兰,接缝组。 如今,用包含所有三个模块的模块组替换以前的三台机器(6、7和8)更为实用,这极大地简化了安装,因为它节省了空间,在机器之间运输容器的设备和安装成本。
例子:
-CEVOLANI模块化组,COMBICAN RBNA 504模型
-模块组CANTEC模型CAN-O-MAT I(颈-法兰-缝)8根尖刺
-10.-密封性测试仪。为生产线配备测试仪以进行泄漏检测非常方便。 它们基于不同的原理:光,压力,真空…
例子:
-真空测试仪BASCO模型PRE 60 L,
-BELVAC 595 LT型空气测试仪
-十一。-整体室内装修台。 通过静态或移动雾化喷嘴。
例子:
-由3台CARNAUD-METALBOX Engineering revarnisers模型“ 3200喷漆机”组成的库,
-12.-内部总罩光油固化炉。 网状烤箱具有良好的容器稳定性和可靠的温度/时间图控制。
例子:
-ITS内部清漆固化炉-LTG IBO型(内部烘烤炉),
-13.-码垛机。自动操作,高托盘高度(高包装),并用“压缩包装”捆扎。
例子:
-BUSEE / SJI码垛机BULK经典系列R4002,
-CLEVERTECH APC型码垛机-50 HS,
-IDEMUR码垛机Poseidon P 400,
-14.-运输系统:磁力输送机和电梯。 他们必须小心移动容器,以免因颠簸,跌落,加速而造成损坏…
例子:
-NSM Magnettechnik GmbH运输工具,
-交通工具AUTORREMA,
我们不评论辅助线设备和质量控制手段。 从事这类工作太久了。
推荐建议
我们将以某种通用的方式,并且没有先入为主的顺序,给出一些基本建议,以使我们的假想研究工作正常进行。
锡:适用于车身制造的马口铁可以是双折型和低口径的。 由于它们是饮料的容器,因此不能承受较高的灭菌过程。 它们也不会受到内部真空的影响,因为通常的做法是,在填充时,它们内部会充满气体(碳,氮等),因此它们始终会具有一定的内部压力。
一个好的规格可能是厚度为0.15或0.16的马口铁,2.8 / 2.8的镀锡,DR550减少一倍。 晶粒方向(轧制方向)必须为C,即平行于容器的底部-参见图1-这样可以消除小平面,焊接重叠不规则,法兰破裂等问题。
法庭:如前所述,切割机必须是具有出色切割质量的机器。 毛刺应最小化,并应放置在侧面焊缝的内部。 见图1。 这样,将避免它们出现在重涂清漆上的风险。 最大切割公差为:
-最大毛刺:0.02毫米
-最大偏移量(高度和展开):0.06毫米。在100毫米
-显影(公差):+ 0.05 / -0.00毫米
-高度(公差):+ 0.05 / -0.05毫米
车身焊接:必须在具有最小重叠损失的高质量机器上进行,以确保投影非常低。 这将使金属暴露的风险降到最低,这是此类容器可能存在的最大危险。
在尺寸上,焊接体必须满足以下要求:
-重叠的损失。 小于或等于0.4毫米+/- 0.1
-侧缝厚度(E):1.4 e<和<1.6 e
-内径(公差):+/- 0.05毫米
-最大视差:0.20mm
视差是指焊缝末端的边缘突出,这是由于主体的侧面一旦滚动而没有完全齐平而引起的。
图2显示了焊工仓库中的车身布置。 所指示的光刻文字的读取方向有效用于闭合车身背面的背景(根据其在焊接机中的前进方向)
图nº2:主体在焊接机中的位置
为了获得合适的焊接效果,机器必须装有双冷却皮带轮。 在该网站上发表的有关电焊的著作中,特别是“焊接机的铜线电路的改进”和“焊接中的彗星及其显微控制”,给出了一系列非常有效的标准来提高焊接质量,这是一个问题。这对于这类包装尤为重要。
我们将再次坚持认为,在焊缝外部,体内的金属喷射和突起的存在代表着暴露的金属,因此对于饮料容器来说是非常严重的缺陷。 的确,通过随后在接缝和整个车身内部重新上光,可以避免这种缺陷,但是,如果颗粒具有一定大小,则其覆盖是不安全的。
修补接缝:确保正确喷涂的第一个预防措施是在焊接过程中使用氮气。 它的存在消除了焊接点上的氧气。 因此,排除了铁的氧化。 接缝中不存在氧化铁对于确保内部和外部的焊接保护清漆具有良好的附着力至关重要。
为了与随后的液体整体清漆保持一致,可以选择粉末或液体内部清漆,也许在这种情况下,最好在接缝的内部清漆中使用液体清漆。 这样,可以在其应用和烘烤中使用更兼容的清漆。
下表总结了最常用的液体清漆及其主要应用数据。
| 侧缝的液体上光 | ||||||||
| 清漆 | 窑 | |||||||
| 用于 缝纫 |
种类 漆 |
内容 坚硬的 |
压力 抽kg / cm2 |
温和。 应用程序 |
黏度 (福特4) |
有用负荷 mgr / m线性* |
温和。 烤的 |
时间 分钟 烤的 |
| 里面 | 有机溶胶 | 47% | 25 – 30 | 30℃ | 16-22英寸 | 100-110 | 370℃ | 15秒 |
| 外部的 | 乙烯基塑料 | 12% | 25 – 30 | 40度 | 14至18英寸 | 30 – 40 | 380度 | 15秒 |
| *宽度为5毫米 | ||||||||
液体清漆由安装在作为焊接臂延伸部分的臂上的喷枪施加。 图3显示了调整尺寸。 清漆痕迹应为约12毫米宽,这是通过将喷嘴放置在接缝下方约25毫米处来实现的。 喷嘴由位于其至少100 mm处的容器存在检测器操作。
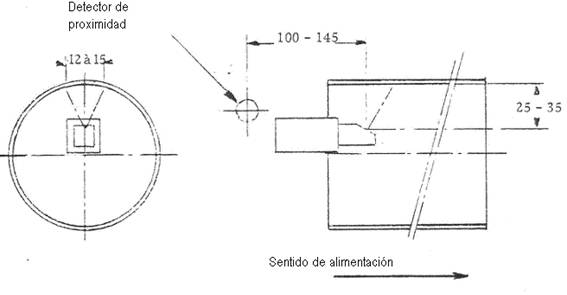
图#3:调整内部液体补充喷嘴
适合:关于这一点,我们请您参考在此网站上发布的作品“ ENVASES ENTALLADOS”。 在这种情况下,适用于锡罐中的指示。 在饮料容器中,使用了直径大大减小的技术,这种技术在两件式容器中的直径范围从直径65到盖子52。 在三件式技术中,无法实现这种减小,但是通过在多个操作中逐渐减小它,有可能实现显着减小,每次减小平均大约3到4毫米。
为了举例说明一种具体情况,图4显示了使用每个垫子的工具简单地缩小直径为65至63 mm的主体一端的情况。 这是一个简单的示例,但它标记了如何操作。
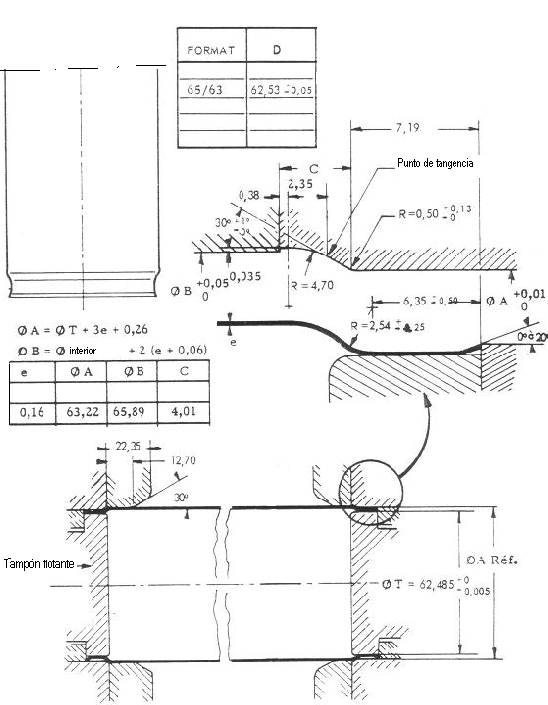
图4:一个卫生棉条的切口
标签:此操作必须由使用“针”工具的团队-旋转镶边器-来执行。 这是使用小尺寸双减径马口铁而不会出现法兰破裂问题的唯一方法。
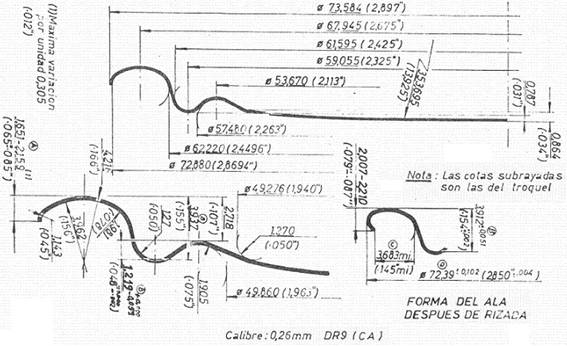
图5显示了针头的形状,它是每个法兰头的一部分。 它们的数量取决于容器的直径。 他们可以用机动的转动动作工作,也可以疯狂地工作。 在第一种情况下,结果更为有效。
图5:“旋转”的细节和一天的测量值。
表格中的值适用于直径为65 mm的不带槽口的容器,并作为示例给出,因为这种翻边技术可用于直型和带槽口的容器。
闭幕: “三件式”容器中使用的易开盖可以与DWI罐所用的易开盖(2件)相同,但是如果您从相同的尺寸开始使用相同的直径并不容易,因为缺口比较有限,因此通常使用比2个大3个的盖子。
底部可以在盖子和主体之间具有中间直径,从而允许可堆叠性。 适用于它们的特殊外形可始终在内部压力下工作。 它们的示例如图6所示。 它是直径62的底部,该直径对于容器65的底侧62和盖侧57均有效。 它的轮廓略凹,带有膨胀珠。 这种形状使其具有弹性,可以很好地补偿内部压力。 此背景的尺寸以毫米为单位,括号以英寸为单位。
图nº6:三件式饮料容器的底部轮廓
此类底部的一个重要细节(也可以在易开盖上使用)是在其机翼上涂抹橡胶垫圈的方法。 可以在图7中看到。 与传统的罐头基金相比,区别在于口香糖必须达到桶壁上的高度。 该化合物的上升幅度超过了传统底部,直到达到托盘底部半径附近。
这种上胶方式的目的是保护托盘内壁上的清漆。 该区域是在底部形成过程中受害最大的区域,由于拉深过程中受到的拉伸而经常产生轻微的清漆断裂。 由于它们的形状,它们类似于员工,因此被称为“音乐线”。 如果橡胶垫圈可以覆盖该区域,我们将避免暴露金属,这是任何饮料容器中的基本目标。
定义化合物位置的值如下:
便于打开盖子(深碗)
A = 5.6毫米
B = 4.0毫米
对于使用传统纸盘的资金
A = 2.4毫米
B = 1.6毫米
图nº7:底部的灌装区域
对于盖子或底部盖的特性,我们参考已经发表的关于盖的作品。
整体室内装修:此操作特定于饮料容器,需要特别注意。 这样,整个容器(包括底部)都被新的清漆覆盖。 以此方式,在施加的一个平面上和在焊缝上获得第二层清漆,覆盖了罐制造过程中产生的任何小刮痕或损坏。 该应用程序是在安装在公共工作台上的一系列镀膜机上进行的。 需要几台,因为它们的个人节奏比生产线中的其他机器低,并且还因为有必要以一定的频率停止每台机器进行深层清洁,从而消除来自外部的清漆污染。容器。 因此,为了不使清洗过程中的生产线停下来,必须至少有一台涂布机,并以旋转的方式进行清洗。
通过在烤箱中烘烤清漆来完成重新上漆,该烤箱可以大批量接收包装。
码垛:包装工通常要求双高码垛,以简化装卸和运输。为了使其坚固,对负载施加垂直压缩,并通过皮带将其保持,该皮带被更好地支撑在通常由木头制成的框架上,见图8。
图nº8:装托盘的饮料容器












0 Comments