
控制安装有阀门的气雾剂容器的圆顶的卷曲质量的方式和方法。
前言
气雾剂配有产品定量阀,该阀连接在金属盖或容器圆顶的顶部。 该阀的组装是由包装工进行的,因此,容器的制造商,该阀和灌装机都参与其正确执行。 前两个提供适当的组件,第三个提供适当的组件。
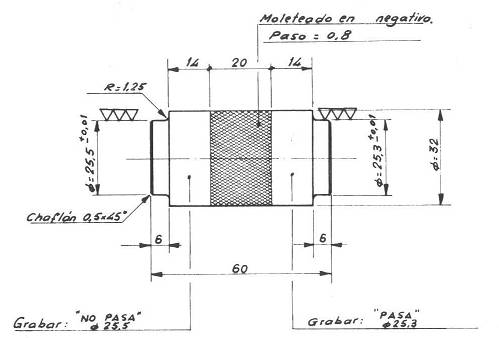
特别重要的是,正确放置容纳所述阀的孔的尺寸,并在非常精确的公差范围内。 此孔在世界范围内被标准化为25。 4毫米(1英寸)。 它通过一个紧紧扣紧阀门的回路完成。 见图1
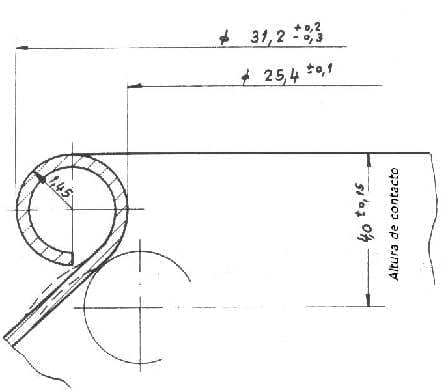
图nº1:阀壳的卷曲
容器的制造商必须建立质量控制系统,以使卷曲度在规格范围内。 在此操作中,使用的材料是金属容器质量控制中的特殊情况。 我们将定义和描述用于实施卷曲质量监控的必要量规。 对该穹顶的其余措施进行了验证,就好像它是普通掩膜一样,因此我们将不考虑它们。 另外,此问题已经在工作中的此网站上处理:
控制穹顶弯曲的措施有:
-卷发的外径
-卷发的内径
卷毛厚度
-阀门接触高度。
图1中显示的公差是FEA 201标准中反映的公差,但实际上它们会导致过多的沉积物,必须将其减小到31.15。 + 0.10和24.5 + 0.05
1º.-阀门RIZO的外部直径
首先要进行检查的是卷发的外径。 这是通过“不准使用”量规,环型完成的。 如图2所示。
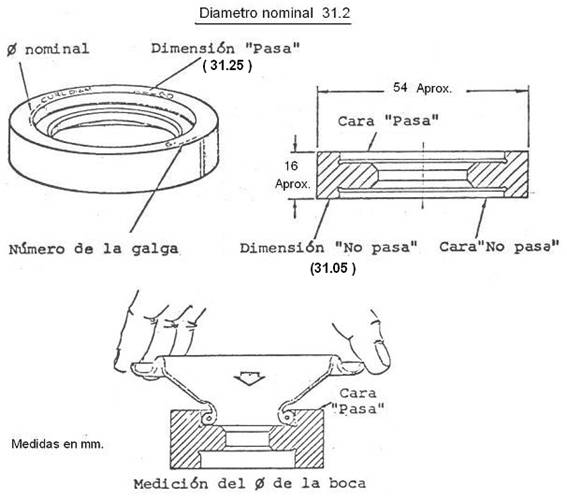
图nº2:卷曲外径的“可通过”量规
只需将圆锥放置在“通过”面上并验证其是否合适,然后将其放置在“不通过”面上即可,查看其是否合适。 如果发生这种情况,则该零件是合格的,如果不是缺陷的话。 在图2上可以看到动作。
第二个-内部直径
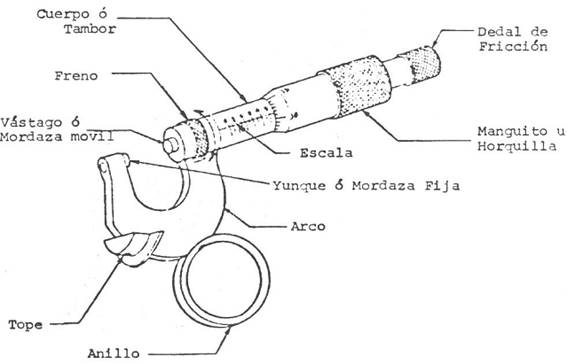
与之前的测量结果相匹配的是,对气溶胶锥口内径的验证。 为此,使用了具有直接读数功能的特殊百分表类型仪表。 图3说明了压力计及其附件。 可以看出,它由一个插入圆锥体口中的探针组成,该探针由在按下触发器时会膨胀的段组成。 附件是一个调节和调零环,其内径必须恰好是圆锥口的标称值。
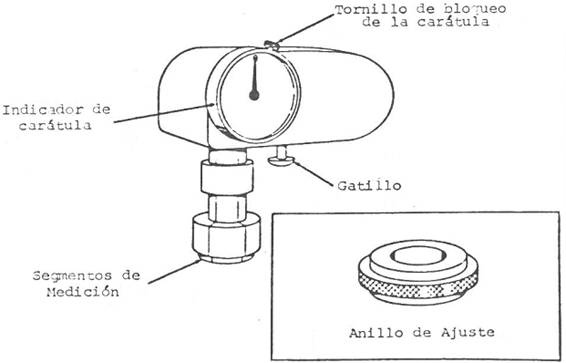
图nº3:锥形口规
调整步骤如下:
-步骤1:按下扳机,将测量段放入调节环,然后松开扳机。
-步骤2:将转盘旋转至零位置,然后用锁定螺丝锁定。 见图4

图4:锥度规的调整
要测量圆锥体的嘴部,请按下扳机,将测量段放在嘴中,然后松开扳机。 相对于标称的差异读数将出现在脸上。 见图5
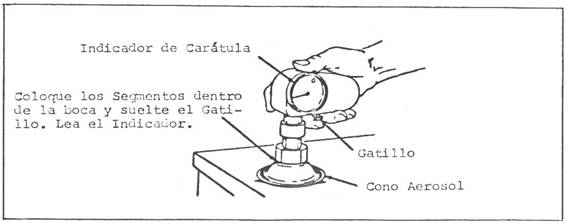
图5:用量规测量圆锥口
为了良好地使用压力计,其所有零件必须始终保持非常清洁。
类似于所示的量规可在市场上找到。 可以在照片6中看到一个示例。

图6:有效的商用内径规
尽管没有给出直接读数的限制,但另一个用于控制内径的简单且便宜的系统是使用“通过/不通过”型量规,如图7所示。
图nº7:内径“可通过”的量规
该压力表的值符合FEA 201标准
3º.-卷发厚度
对于此数据,使用量规确定锥体上压接厚度的尺寸质量。 以与容器对称轴成20º角的角度测量厚度。
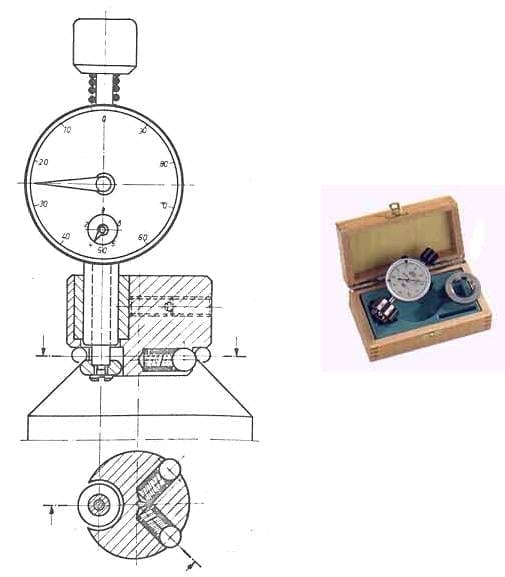
它是一种最小行程为10 mm的千分尺型量规。 图8显示了具有不同零件的量规。 可以使用千分尺进行准备,在该千分尺上添加一个挡块,该挡块的轴线与垂直方向成20º,并且与夹紧环成一直线。
图nº8:特殊的千分尺
操作方式如下:
步骤1:将制动器置于“关闭”位置,调整千分尺,使其刻度上的读数指示大约5毫米的开口。 见图9。
步骤2:将量规插入容器的卷曲嘴中,如图9的步骤2所示。
步骤3:将右手的食指放在戒指上,并施加轻微的向下压力以插入量规。
步骤4:用左手牢牢握住千分尺和容器,使千分尺的顶部位于卷曲的顶部和侧面。
步骤5:转动摩擦套管直到阀杆接触到卷发,以关闭千分尺。 将读数记录在相应的图表上。
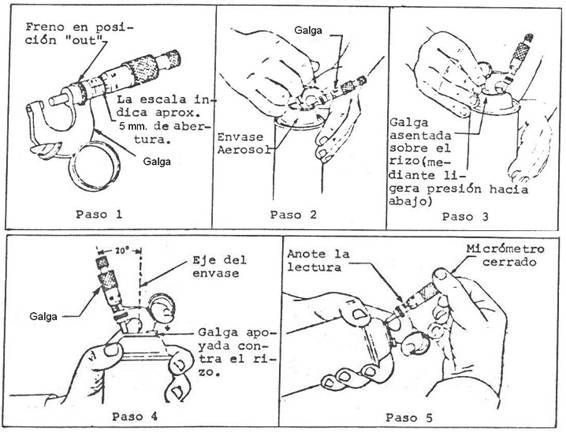
图nº9:卷曲厚度测量过程中的不同步骤
应按照在千分尺上进行此操作的典型步骤,定期将量规调整为零。
可以根据“可以通过”类型的压力表安装另一种测试替代方法。 它使用起来比较简单,但是只能用于特定厚度的卷发,而前一个卷发适用于任何厚度。
图10显示了该量规及其使用方式。 以30º的倾斜度测量厚度。 足以证明卷发毫无困难地通过“通过”插槽插入并且没有通过“不通过”进入。
卷曲厚度测量的标称值为2.90 mm。直径。 正常公差范围是+ 0.15毫米.. 但是,有些卷曲设计的椭圆轴略长,主轴垂直。
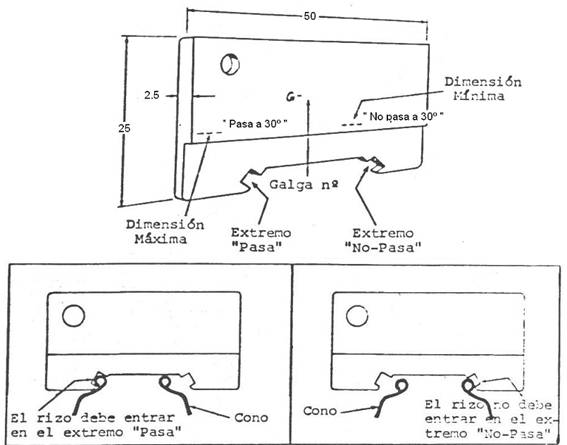
图n°10:厚度“通过-不通过”
这种类型的量规必须由不锈材料制成。
要对所有先前的压力表进行良好的维护,就必须始终保持清洁且无异物。 如果使用频率不是很高,请定期涂一些薄薄的机油膜。
4º。-接触高度
圆顶孔口的主要功能是用作所容纳材料的供应阀的壳体。 因此,重要的是要检查固定阀的点或更好的圆周高度是否正确放置。 适用于此的工具是Boxal I型和II型量规。
盒装I型:它是专门为测量卷曲高度而设计的,与用于确定阀门的夹紧深度的方法相同。
盒式II :用于检查卷曲的质量,作为一种绝对措施,并在必要时确定卷曲高度的值。
Boxal量规的基本思想是进行实用而实用的测量,以准确反映the缩条件。 当盒装量规的探头尺寸与实际钳紧轮廓相同时,可以使用所述量规(盒装I型)确定钳紧深度。标准化的校准环,并且还取决于量规的制造精度。
该方法的工作原理如图11所示。
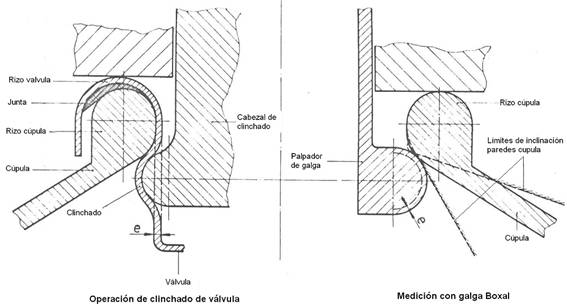
图nº11:盒式压力计的操作
它涉及将实际压紧高度与标称压紧高度进行比较,并检查它们是否重合。 在该图中,在左侧绘制了厚度阀的铆接操作“和”在气雾剂的嘴上-在这种情况下是由整体铝制成- 右边是该嘴在紧缩点的先前测量值,量规的塞尺随着厚度的增加而增加“和”在两种情况下模拟相同的条件。 . 考虑到垫圈的厚度和阀门的金属,读数的变化将指示压紧操作中的错误。
使用I型盒式压力表进行测量:
首先必须使用校准环(通过图12左侧所示)对其进行校准来对压力表进行校准。 该环根据所使用的规格或标准将量规调整为理论接触高度。 在我们的情况下4 + 0.15,如图1所示。
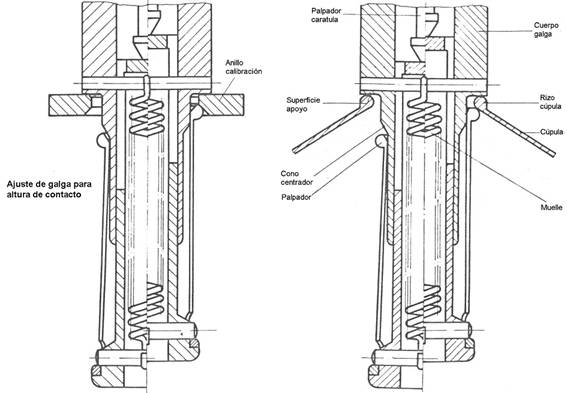
图nº12:盒装I型压力表的调整和使用
插入校准环后,将压力表的刻度盘调整为4.00 mm。 以相同的方式对容器进行测量,请参见右侧的图11。为此,请按下量规上的按钮,将量规放在1英寸(25.4毫米)的嘴内,然后慢慢松开按钮。 重复此测量3次,每次将容器旋转约40º。 测量的最小量度被用作压紧深度值。
使用Box II型量规进行测量:
在图13的左侧,显示了安装在气雾剂容器口上的量规的正视图。 在计划中,同一部分会穿过整个测量区域。 该量规的主要用途是检查紧缩区域中卷曲沿其圆周的均匀性。
图nº13:盒装II型压力表
与I型压力表一样,通过按下压力表上的按钮,然后通过旋转运动将压力表插入容器的1英寸(25.4毫米)开口中来进行测量。 读数中出现的不均匀性不得超过预先设置的极限值,该极限值取决于所用密封件的类型。
用量规进行三个测量,每个容器必须相对于量规旋转120º。
压接时的接触高度(CH)的计算必须通过以下公式计算:
CH =(Hmax。+ Hmin)/ 2 +½| 25.4-(Dmax + Dmin)/ 2 |
其中:
最高 =使用II型量规在有关卷发上进行的测量的最大值
嗯 =使用II型量规在有关卷发上进行的测量的最小值
Dmax =最大内径。
Dmin。 =最小内径。
插图编号12的左侧是市售的Boxer II型压力表,带有调节环,在这种情况下
盒式压力计的应用优势:
与使用其他测量系统相比,使用这些仪表和建议的方法具有以下优点。
1º.-与圆顶的弯曲高度相接触,可以考虑其他因素(例如材料的厚度和接头的厚度)来确定阀门的铆接深度。
2º。-使用这些压力表所需的必要知识和保养很少。
3º.-穹顶的卷曲形状(内径,内半径和肩角)以及压紧工具的半径精度可能存在的变化对测量精度的影响很小。卷曲高度。




0 Comments