
Lanico BF 280封口机
。抽象的
分析气雾剂容器在其制造的不同阶段的高度变化。
介绍
在整个制造过程中,容器扁平体的初始高度在每个阶段都会略微降低,直到容器完成后达到其最终值。
知道此高度在每个步骤中的减小是非常重要的,这有几个原因:
-要获得的重要尺寸是成品容器的尺寸,因为这是其容量的标志。 因此,从它开始,有必要知道增加多少,以定义扁平体的切口高度。
-为了使过程受到控制,有必要适当调整其每个步骤。 因此,有必要知道每个数据之间的差异。 正如我们已经指出的,每个阶段的高度都会降低,并且必须知道和控制其理论值。
每个阶段的高度下降受各种因素的影响很大:
-通过每次操作中使用的标准,以及由此设计的工具进行设计。 例如,赋予主体两端凹口的形状会影响其高度的损失。
-通过该过程中使用的技术。 例如,通过棉塞对固定容器进行开槽与通过辊对旋转容器进行开槽是不同的。
-由于整个过程包括许多操作,因此,为了达到相同的结果,可以在后续步骤中使用不同的选项。 例如,可以先安装主体,然后再进行法兰连接,或者可以同时执行两种操作。
-由于用于制造的机器的特性。 例如,与独立的立式机器一样,组合式机器-转移类型-具有多个水平机头不能获得相同的结果。
价值
从前面的评论中得出结论,不可能精确地设定先验,即在制造气雾剂容器的不同步骤中发生的高度变化。 最好的办法是分别确定在每种情况下首先以理论方式产生的高度损失,然后确定实际产生的高度损失。
作为指导,并考虑到上述因素的影响始终很小,我们可以给出这些高度演变的具体示例。
我们将从如图1所示的缺口和法兰设计开始。 在气雾剂容器中很常见,它的主体直径为57毫米,底部为54,圆顶为52。
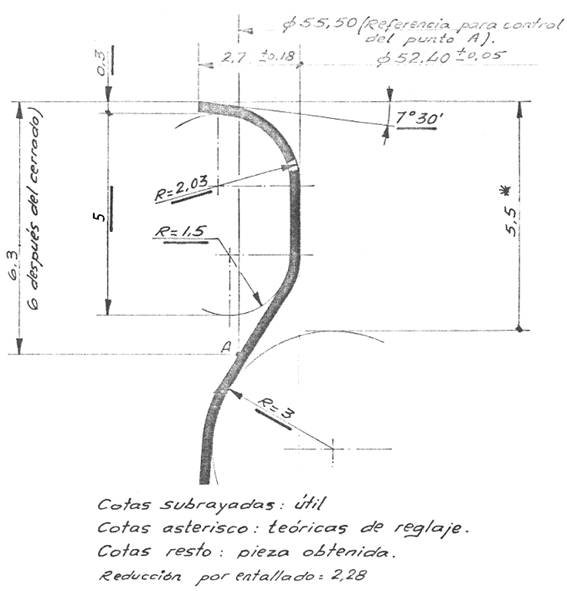
阀体的另一端将具有一个与所示槽口相似的槽口,但直径减小得较小,以适合54毫米直径的底部。
我们假设我们在多头移印机上执行该过程-Lanico BF 280 Ae或类似型号,在该机器中同时进行开槽和翻边操作。 因此,制造阶段为:
-焊接机上的管子成型
-在Lanico机器上安装和翻边
-将容器底部放在Lanico机器上
-将容器圆顶放置在拉尼科机器上
所有这些都按照图2中指示的顺序进行。
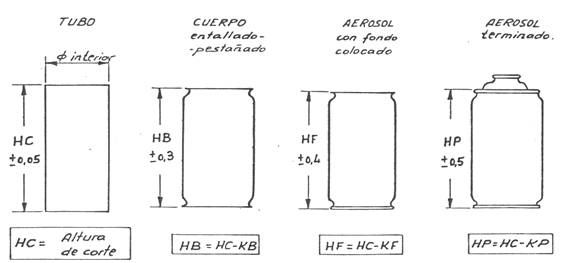
图nº2:气溶胶容器中高度的变化
该图还指示了确定每种情况下的最终高度的公式- HB,HF或HP -根据初始切割高度- HC -并且考虑到常数- KB,KF或KP -反映出相应的身高损失
因此足以知道…的价值KB,KF ÿ知识点确定每个阶段的身高损失。
对于我们定义的特定情况,这些常量的值是:
KB = 3毫米
KF = 3.3毫米
KP = 3.6毫米
正如我们已经指出的,当上述因素发生变化时,它们可能会略有不同。







0 Comments