
介绍带光刻技术的包装
容器主体中光刻储备的替代方案和演变。
船的外观是商业化的基础。自成立以来,金相业一直在对容器的主体(后来是盖子)进行装饰。 。 为此,它采用了不同的方法,例如,在金属上进行平版印刷,在金属上进行平版印刷,在纸张上进行收缩包装…
在所有这些系统中,提供最佳质量和美丽图像的系统是金属印刷。 其他人很难通过此过程获得亮度和阴影。 但是,它始终是一个弱点,这是在以下情况下存在与车身焊缝相邻的未印刷区域:三件式容器,这是使用最广泛的。 香肠在其当前的任何制造技术中均不存在此限制:简单的绘制,香肠再香肠,香肠拉伸…,但它们还有其他方面,例如设计限制,纬线使用等。
因此,长期以来,人们一直希望将重点放在三件式包装上消除或最小化这些保留区域的存在-在下文中,我们将其指定为光刻储备-为了改善他们的存在。
在过去的时间里,用于制作船侧缝的常用技术是用2/98的锡和铅合金进行磨削和焊接。 通过一定直径的旋转辊施加该合金,该旋转辊浸渍了接缝。 这需要在该地区留下重要的光刻储备。 产生的效果不是很装饰。 在嫁接技术上,您可以看到工作:
在图纸编号1左侧是一个已经钝化的扁平体,在外部进行了平版印刷,并保留了必要的储备以便以后进行焊接。在右侧,他看到所说的身体已经绑好并焊接好了,显示出所产生的储备。
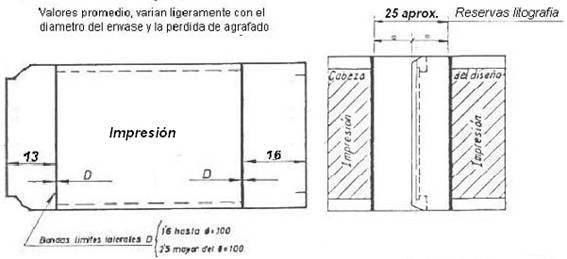
图1:在左侧的带有外部光刻储备的物体的平面模板。 在右边,该主体及其储备一旦被捆绑和焊接
这里限定的储量代表一个中间值,并根据容器的直径而变化,因此,对于小直径,它们有些小,对于大直径,它们有些大。 差异是由于容器的曲率更大或更小而引起的,该曲率增大或减小了与合金施加辊接触的暴露面积。
为了提高自己的形象,他求助于三种可能的选择:
—水泥侧缝而不是焊接。
– 使用耐高温光刻系统。
—使用电焊大大减少了储备。
让我们看看这些解决方案;
水泥桶
第一个解决方案通过使用热塑性树脂或水泥代替锡铅合金焊料。 要了解有关此材料的更多信息,请参见以下内容:
将该水泥熔融地施加在一个分级钩内。 因此这个系统完全不会干扰人体的外部光刻蚀刻完成后,必须对接缝施加热量以消除水泥条中可能出现的裂缝,然后重新浇铸,但是这种热量很温和,不会影响光刻,因为这种树脂的熔化发生在大约130 /140ºC。
在图2可以看到用于胶合容器的扁平体,其整个表面都已印刷(划痕的区域)。显然,某些区域必须保持无文字状态,以防止它们在绑扎或闭合时消失。 这些限制在图2中用虚线标记。 还解释了每个维度的含义以及链接它们的公式。
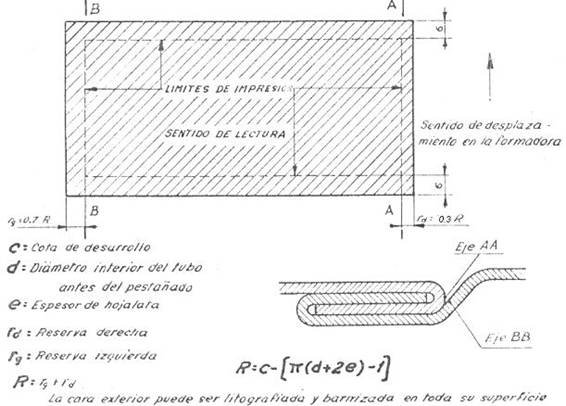
图nº2:用于在容器中切割模子的模板,模子上有水泥浮雕,完整印刷,根据尺寸限制的文字
措施[R指示要从开发级别降低的度量,并且该度量必须没有文本。
水泥容器呈现的图像非常令人愉悦当时它的用途非常广泛。 但是,由于它们是不可加工的,因为它们会由于水泥的熔化而失去接缝的紧密度, 只能包含不需要灭菌的产品即使这样,它的可能性还是很多的,例如用于油漆,清漆,脂肪,工业产品,植物油和矿物油的容器等。 目前,它们已被电焊缝容器部分替代,可节省金属并提高生产速度。
在图3显示了一条自动生产线的工厂,该生产线用于制造矩形密封和胶合容器,底部和盖子在适当位置,并配有焊接的颈部或喷嘴。 该生产线的工作速度为60英寸/英里,配备4名操作员和1名机械师或经理。
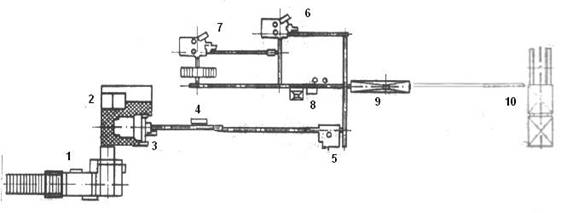
图号3:自动线,用于低速接缝和胶合矩形容器,盖子/底部密闭,可放置颈部和手柄
该行的主要元素是:
1.-自动双剪
2.-修身压力机
3.-前(四年级)
4.-重熔炉
5.-镶边
6.-结清资金
7.-封口机
8.-颈嘴组件
9.-焊接脖子的燃烧器电池
10.-码垛机
重叠的焊接容器
该部门正在寻找可行的解决方案,以允许使用未经保留的用于加工产品的光刻包装。 在重叠接缝包装中发现了一种替代方法。
这重叠技术包括将身体发育的一个边缘叠加在另一边缘上,将它们焊接在一起,形成搭接式侧缝。 使用不同的焊接方式固定重叠部分。 在较旧的系统中,锡合金带插入两个边缘之间,并施加热量。相同的融合将整个焊接起来。 重叠的量级约为6mm。 随后,电焊被用于连接该重叠部分,从而大大减小了重叠程度,我们将在后面看到。
正是锡带的焊接重叠使得人们找到了一种解决方案,几乎消除了光刻工艺。 锡合金的熔点很低,特别是锡/铅含量为62/38%时为183ºC,纯锡为232ºC。手表图形4
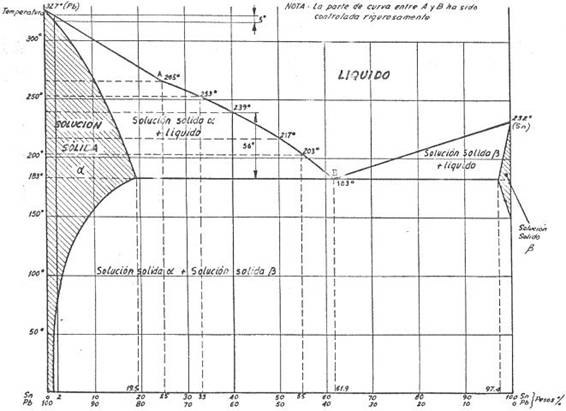
图nº4:锡铅合金的凝固图
使用高温打印系统可以在不影响光刻的情况下达到这些值(183ºC)。 因此,可以通过施加热量以通过该区域的光刻使合金熔化来避免在重叠的侧缝的外侧上保留残留物。 因此,在该过程结束时,除了1mm的窄条带以外,容器的总体轮廓呈印刷状。 在 图5 您会看到:左侧是正常重叠接缝的工厂和部分,带有相应的预留空间,未打印区域为16毫米(尺寸A),左侧为没有外部预留空间的版本,即上边缘。我们正在处理的案件。 在后者中,未覆盖的带是 G-C = 1毫米。
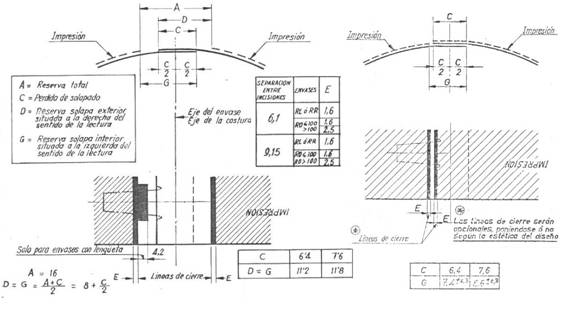
图nº5:在重叠的容器中比较正常光刻储备(左)和右侧“无表观储备”
该过程的成功取决于所使用的许多清漆的质量,我们坚持认为它们必须是“高温”类型的。 这个工作系统的结果是非常积极的,但是使用锡/铅合金的法律限制降低了其使用可能性。 但是,必须牢记可以使用纯锡,因为它不会影响健康。
过去,使用锡带重叠焊缝的焊接机在30到50年前就已广泛使用,后来由于生产速度低而被淘汰。 它们配备有一系列水平旋转的手臂或工作站。在每个工位中,都执行某些动作,例如:送入车身,送入焊带,施加热量(几个工位),冷却和排出。 诸如Lubin,Somme,Amorosa等制造商他们提供了多种模型。在图号6计划中列出了配备有这种类型的焊接机的非常简单的手动生产线的位置图。
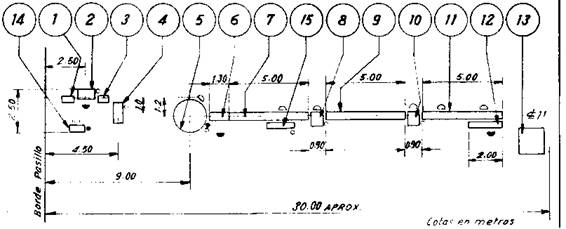
图nº6:重叠圆形容器的手动线
该行由以下元素组成:
1.-切割材料
2.-微调
3.-中间表
4.-卷取机
5.重叠式圆焊机
6.-秋天
7.-冷却输送机
8.-手动镶边
9.-运输者
10.-手动接缝机
11.-运输者
12.-包装
13.-集装箱托盘
14.-恢复台
15.-用于冷却的涡轮鼓风机
这条线10个人的工作速度为每小时1000英寸。 当然,可以自动执行大多数操作,从而提高速度并将劳动力减少到不到一半。有超过60英寸/英里的生产线,直接员工人数为3人。
电焊容器
普遍的解决方案是接缝重叠,边缘重叠最小,但采用电焊。 。 这样,可以实现所有类型的应用程序的封装,无论是程序性的还是非程序性的,而且光刻胶的储备量都非常低。
我们不会详细介绍这种技术,因为该技术在本网站上的许多其他作品中都有大量介绍。关于印象在身体上的应用,我们指的是图号7 。 在该图的左上角,可以看到这种类型的接缝部分的细节,其中最终的光刻保留量仅为4.2 mm。 为了获得此结果,有必要使平版印刷平整的油墨和清漆,如图中下部所示(油墨2.5毫米,清漆3毫米)。
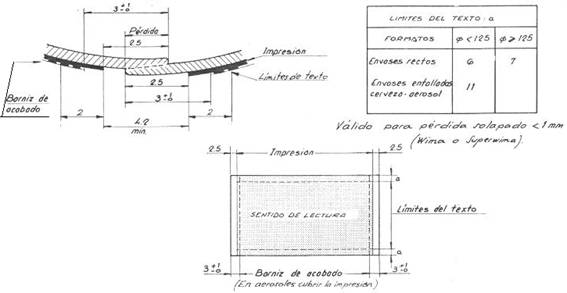
7号图:电焊包装的印刷极限,光漆和印刷文字
在图形的右上方有一个带有取决于容器类型及其直径的文本限制的尺寸,这样这些文本就不会受到不同制造过程的影响。
此过程适用于圆形和矩形基础容器或任何其他几何形状。 对于圆柱形船,光刻储备位于随机母线中。 在非圆柱形罐中,应使其与罐中的一个角重合。 最常见的是矩形。在图号8该工厂设有一条生产带有单个封闭底部的矩形罐的生产线,该生产线可与这种类型的储备一起使用。
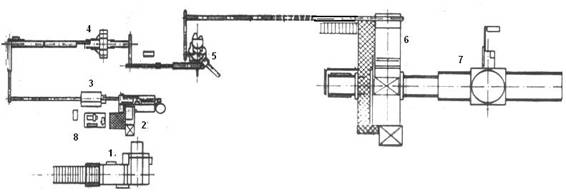
图nº8:焊接矩形容器的自动线中速
这条线的基本机器是:
1.-双自动剪切
2.-电焊机
3.-矩形扩展器
4.-矩形的镶边
5.-矩形底缝机
6.-自动码垛机
7.-拉伸膜包装纸
8.-质量控制银行
它可以与4个人一起以大约80 in / mi的节奏进行工作。
综上所述,可以说 当前,除了香肠包装之外,通常必须在罐体中保持少量的光刻储备,唯一的例外是不可加工的包装。 在后者中,您可以毫无保留地选择水泥缝。













0 Comments