
在金属容器上开塑料颈部孔的一些指示。
前言
在用于盛装液体(例如食用油,工业产品等)的金属容器中,塑料项圈,喷嘴和盖的使用非常普遍。 它们促进了产品的相同和部分使用的倾销。
金属工人的工作是准备容器的盖子,以便以后可以放置颈部。 为此,必须在所述盖上开一个孔,将颈部插入其中。 可以在不同时间在容器上进行相同的组装:
-在盖子松开的状态下,即在关闭容器主体之前。 在这种情况下,组装操作由金相学家进行。 封面可以随后是:
或由金相学家关闭,然后封隔器将在底部填充并关闭
或在装满容器后由包装员关闭。 在这种情况下,金相学家先前已经关闭了该基金。
-在容器中装满一次。 罐在底部和盖子就位的情况下被供应到罐头。 填充物通过颈部的孔将其填充,然后将颈部容纳在其中。 在此选项中,包装工将避免关闭盖子或底部。
有多种方法可以设计颈部盖上的孔,我们将在本文中介绍其中的一些方法。
住宿类型
将颈部固定在盖上的方式确定了要在其上制成的孔或壳体的类型。 运行此操作的最常见方法是:
-加压:颈部/塞子被迫进入孔中,并通过颈部与孔之间的相互作用而被迫保持在此位置。
-接缝:颈部的裙边或突出部分与孔的凸缘机械加重。
这两个基本系统的变体很多,并且还有可能使用的方式。 我们将在下面看到它们的示例。
1º.-用于压力组件
压力安装套环的特征在于,在超过凸起的位置之后,在与盖的结合区域中呈现出一个凹槽,在该凹槽中,在盖上制作的孔的裙部被强力放置,该凹槽随后阻止了盖的抽出。 颈部通过位于喉咙外部的突起牢固地靠在孔的边缘上。 照片n°1展示了这种类型的脖子的一个例子
图nº1:用于压力安装的颈部
在这种压力安装中,我们可以区分两种孔:
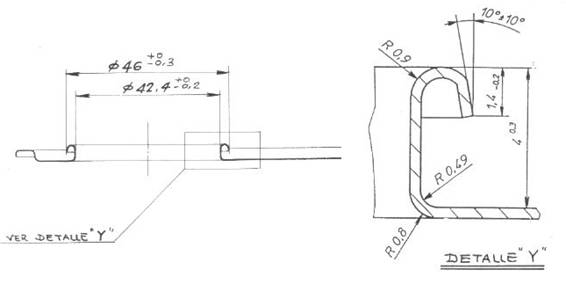
1st。-孔“无毛刺”:
图2中的图形指示了这种第一类型的示例:
图2:无孔毛刺的脖子上的卡口安装
其特征在于保护孔的切削刃,以使包装的产品不容易与孔接触。 它用于腐蚀性包装,可能侵蚀切削刃处的钢材,例如制动液。 为此,可以使用:
-用尽可能少的毛刺切开盖子,因此命名为。 这样,较少的暴露金属,尤其是边缘呈现出光滑均匀的表面。
-在脖子上打上非常明显的钩肩或台阶,并在孔的边缘处钉上钉子,以防化学腐蚀。
因此,孔的直径和裙边的高度都必须非常精确,这是至关重要的测量指标。
我们将提供一个制作孔的具体示例,并指出,这仅应作为一个想法,因为每个颈部制造商必须针对其所制造的每种类型具体指明孔的尺寸和理想方式。
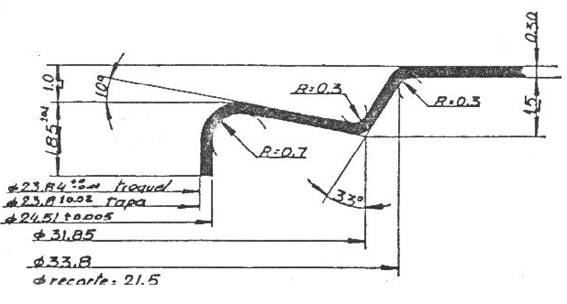
在此示例中,住宿分两个阶段进行。 第一个是与封面的实现同时进行。 就是说,在盖制造模具中设置必要的零件以形成圆形凹槽是一个问题,这准备了在下一个操作中将要制造孔的部分。
图3放大显示了盖的该部分的尺寸的放大细节,该尺寸随后用于开一个直径为23.8 mm的孔
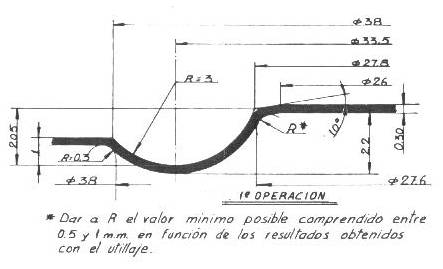
图nº3:在“无毛刺”孔盖模具上进行的第一次操作,用于压紧颈部
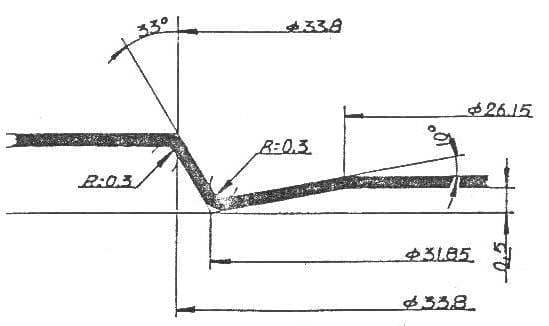
第二阶段在另一台配有顶盖进料器的压力机上进行,压料机上装有切割和熨烫工具,该工具可以打孔并正确标记外壳的轮廓。
下图(第4号)显示了钻一个直径23.8毫米的孔的第二步操作,是上面开始的第二步操作。
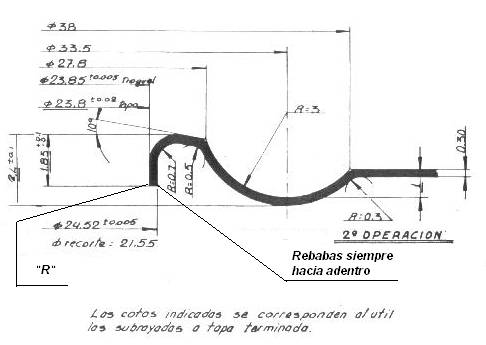
图nº4:在“无毛刺”孔盖模具上进行第二次操作以压紧颈部
为了获得高质量的工作,必须考虑以下几点:
-在切割操作中,模具必须处于良好状态,以使产生的毛刺最少。
-切削刃的半径“ R”必须最小。 新工具的理想值为0.06 mm,最大允许值为0.20 mm。 它由轮廓投影仪控制。
-金属的理想厚度为图中所示的厚度-0.30毫米-,但可以减小,具体取决于要包装的产品和颈部的安装条件(在松动或合适的盖子上,温度可控或否,等等)。 在每种情况下,必须通过实验确定适当的值。
-第二操作模具必须在整个轮廓上进行强力熨烫,并达到行程的终点。
-这些规格对于未上光和已上光的材料都是通用的。
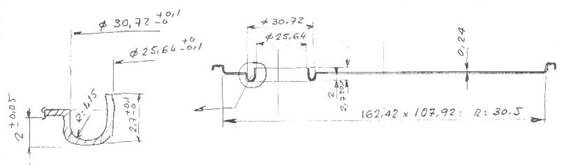
图5示出了用于制动液容器的矩形盖,其主要尺寸以及第一和第二操作的截面图。
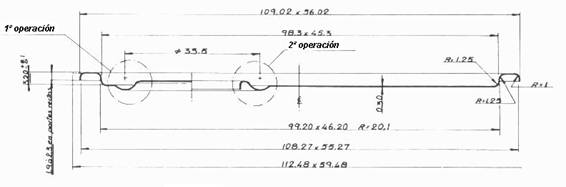
图nº5:带有“无毛刺”孔的矩形99 x 46盖的截面
为了检验孔一旦完成的质量,可以为裙边的高度(图4的尺寸1.85)和孔的直径(尺寸23.8)准备一些“不合格”量规。 为了检查后者,验证标准将是量规“不通过”也可以通过,但是可以将量规连接到其上来抬起颈部。
2-孔“有毛刺”:
这种孔的示例如图6所示。 与以前的情况相比,它的执行要求不高,并且用于非侵蚀性产品,例如食用植物油。
图6:卡口安装在毛刺孔上
制造过程类似于“无毛刺”孔的制造过程,即两次操作。 第一个被合并到瓶盖模具中。 在7号图中,有一个设计用于23.8毫米的孔。
图nº7:第一次在带有“毛刺”的孔盖模具上对压力颈部进行操作
第二步是在配备有盖子进料器和合适工具的独立压力机中进行的。 参见图8。
图nº8:在孔盖“带毛刺”的压模上进行第二次操作。
一旦在盖上打了个孔,无论是哪种类型,插入颈部的操作都很容易。 用于上述颈部的定向和定位的系统就足够了,例如借助振动和对准设备,通过舱口盖和导向装置,以及容纳该颈部的臂/推头,例如气动。 市场上有为此工作准备的设备,可以根据所用容器的填充方式在金属加工车间或包装机中组装。
2º.-用于通过压接组装
将颈部固定在盖子上的另一种方法是使用卡扣式手柄。 在这种选择中,紧固不是通过压力进行的,而是在颈部的凸缘和壳体的裙部之间以互锁钩的形式存在接头。 为此,需要特殊的封闭设备,该设备执行两个部件的接缝和压碎操作。 照片9显示了这种类型的脖子的模型。

图nº9:用于通过接缝安装的典型颈部
颈部连接区域和盖裙的形状与前一种类型的设计不同。 市场上有很多变体。 同样以示例的方式,我们给出了该解决方案的几个孔样本。 第10号图纸是一种替代方法,也可以通过与上述相似的两种操作进行
图nº10:用于通过接缝安装轴环的孔
对于某些类型的这些颈部,有可能在一次操作中准备好盖子的孔口,也就是说,将其实施例并入用于制造盖子的模具中,如图11所示。
图n°11:单次加工的孔
无论如何,该任务必须由金属加工者按照颈部制造商发布的说明执行,该说明具有必要的经验。













0 Comments